

Самодельная масса для сварочного аппарата
Зажим массы
 В список основных приспособлений, необходимых для осуществления ручной электродуговой сварки, входят следующие предметы: электрододержатель; сварочный кабель к держателю; обратный кабель; клемма заземления (зажим массы).
В список основных приспособлений, необходимых для осуществления ручной электродуговой сварки, входят следующие предметы: электрододержатель; сварочный кабель к держателю; обратный кабель; клемма заземления (зажим массы).
Достаточно часто данные комплектующие не обладают высоким качеством и требуют немедленной замены. Бывают случаи, когда замена понадобится исполнителю после непродолжительной эксплуатации.
Общие рекомендации по выбору

Выбор любого технического устройства или приспособления требует тщательного и внимательного подхода. Правильно подобранная клемма массы сможет обезопасить исполнителя от поражения током, станет гарантом получения качественного и надежного соединения. Чтобы подобрать оптимальный зажим массы сварочный, следует обратить внимание на следующие важные аспекты.
- Нужно выбирать известные и проверенные торговые марки, что поможет избежать приобретения контрафактной продукции. Человеку, не обладающему достаточным опытом, очень сложно отличить подделку от оригинального изделия. Поэтому нужно покупать товары только у специализированных продавцов и поставщиков.
- Зажим массы для сварочного аппарата следует подбирать с учетом максимального тока, который выдает агрегат.
- Также зажим должен уверенно выдерживать вес подключаемого кабеля.
- Если в качестве сжимающего механизма выступает пружина, то её свойств должно быть достаточно для надежного контакта с рабочим изделием.
- Одну из главных ролей играет угол раскрытия клеммы, величины которого должно быть достаточно для уверенного крепления к деталям различных размеров.
Типы зажимов массы
Зажимы массы для сварочных аппаратов, в зависимости от характера фиксации, могут быть нескольких типов. Далее мы рассмотрим основные виды зажимов, а также их преимущества и недостатки.
1. Зажим массы сварочный «крокодил»
 Наиболее часто исполнители применяют для заземления зажим типа «крокодил» («прищепка»), который крепится непосредственно к детали.
Наиболее часто исполнители применяют для заземления зажим типа «крокодил» («прищепка»), который крепится непосредственно к детали.
Достоинства:
- надежность соединения с поверхностью детали;
- удобство и быстрота использования;
- минимальное сопротивление соединения;
- возможность произвести фиксацию деталей различной геометрической формы, в том числе со сложной конфигурацией;
- большая степень раскрытия.
Также следует выделить основные недостатки:
- невысокий, по сравнению с другими типами, уровень прочности некоторых компонентов — пружина;
- данный тип зажима применяется только в тех случаях, когда существует возможность крепления непосредственно к изделию.
Зажим типа «крокодил» необходимо выбирать, полагаясь на общие рекомендации. Клеммы данного вида выпускаются в трех основных модификациях: зажим массы 300А, 200А и 500А. В зависимости от модели сварочного аппарата и силы тока, которую он выдает, нужно определить оптимальную модификацию. Для проведения работ на профессиональном уровне рекомендуется приобретать зажим на 400-500А.
Полезное видео
Рекомендуем посмотреть советы, как продлить жизнь прищепки, которая шла в комплекте с аппаратом и что учесть при покупке новой.
2. Магнитная масса для сварки
Сварщики достаточно часто используют магнитный зажим массы. Данный тип обладает целым спектром достоинств:

- возможность закрепить контакт на любую поверхность или конструкцию, в том числе и на трубы;
- простота конструкции обеспечивает долговечность и бесперебойную работу;
- отсутствие пружин и других механизмов также способствует долгой эксплуатации;
- магнит на массу для сварки способен выдерживать перепады напряжения и не перегорать;
- успешно применяется в труднодоступных местах;
- большая площадь контакта гарантирует надежность крепления.
Недостатки:
- ненадежное крепление контакта на малые по площади детали, например, арматура;
- невозможность закрепления зажима на изделия из цветных металлов;
- магнит нужно периодически очищать от загрязнений, в частности от металлической стружки;
- следует избегать перегрева магнита, иначе он может размагнититься; перегрев случается, если клемма крепится на грязную поверхность.
 3. Струбцина
3. Струбцина
Зажимы массы для сварки типа струбцина применяются реже, чем два перечисленных выше вида. Данная разновидность клемм также обладает несколькими достоинствами:
- высокая степень надежности крепления, так как фиксация осуществляется с помощью винта с шестигранной головкой;
- хороший контакт с рабочим изделием обеспечивает плавный переход тока.
В качестве недостатков можно выделить достаточно сложное строение механизма и сравнительно большие габариты клеммы.
4. Центратор
В редких случаях специалисты выделяют зажим типа центратор, предназначенный для центрирования и прихватки предварительно расположенных в нужном положении труб. Также может применяться для соединения сварочных деталей.
Преимущества данного типа:
- обеспечение плотного контакта;
- гарантирует точность сварки;
- подходят для труб различных диаметров.
Недостатки:
- ограниченная сфера применения;
- высокая стоимость, по сравнению с другими типами зажимов.

Полезное видео
Рекомендуем посмотреть ролик, который содержит рекомендации, как продлить жизнь комплектной массы крокодила и какую лучше выбирать для покупки.
И еще один обзорчик от опытного сварщика, в котором есть некоторые хитрости.
Популярные модели
Рассмотрим популярные сварочные зажимы массы. На рынке по продаже расходных материалов для сварки представлено большое разнообразие зажимов массы как отечественного, так и зарубежного производства. Далее мы рассмотрим наиболее востребованные модели.

Зажим массы Ergus 300А Профи, производитель — Quattro Elementi (Италия). Характеристики: тип «крокодил»; доступная цена; высокое качество; небольшой вес;поддерживает ток до 300А, что отлично подойдет для домашнего мастера.

Зажим массы Skrab 27621 300А (на картинке), производство — Италия. Является одним из наиболее оптимальных вариантов для проведения работ в домашних условиях.

Популярными клеммами заземления являются модели российского производителя «Корд». Московская компания предлагает зажимы с различным типом механизма.
Для выполнения сварочных работ в промышленных или производственных условиях рекомендуется выбирать зажим массы 500А и более.

Зажим массы Elitech 500А, производство — Китай.
Масса для сварки своими руками
Для желающих создать зажим собственными руками и сэкономить финансовые средства предлагаем ознакомиться с инструкцией.
Магнитная масса для сварки является если не наиболее распространенной, то наиболее желанной, поэтому процесс её изготовления будет показан далее.
Процесс отличается простотой, понадобится минимум инструментов, а детали могут быть под рукой.
Исполнителю понадобится: магнит; две шайбы по размеру магнита можно изготовить из листового металла; болт и гайка для зажима сварочного кабеля.
Держатель массы сварочный собирается в несколько этапов:
- у шайбы, которая будет служить контактом, сверлят отверстие, соответствующее диаметру шляпки болта;
- верхушку болта необходимо сточить до толщины шайбы;
- затем эту конструкцию сваривают и зачищают; должна получится деталь в виде гриба с ножкой из резьбы;
- магнит надевают на болт, сверху — вторую шайбу;
- в последнюю очередь на шток с резьбой крепится конец кабеля, всю конструкцию стягивают гайкой.
Такая самодельная масса для сварки будет хорошим вариантом экономии средств и подойдет для домашних мастеров. Хотя найдется и немало критиков. Что выбирать, самоделку, дешевое изделие или дорогой профессиональный инструмент, выбирайте сами.
Как сделать магнитную массу для сварочного аппарата в домашних условиях?
 Магнитная масса для сварки – это специальное приспособление, которое обеспечивает надежную фиксацию на металлических поверхностях. Это позволяет с комфортом выполнять сварочные работы на сложных поверхностях, где применение классических крокодиловых зажимов невозможно.
Магнитная масса для сварки – это специальное приспособление, которое обеспечивает надежную фиксацию на металлических поверхностях. Это позволяет с комфортом выполнять сварочные работы на сложных поверхностях, где применение классических крокодиловых зажимов невозможно.
Существует множество вариантов исполнения конструкции, которые зависят от условий выполнения работ. Строение данного устройства не отличается особой сложностью. По этой причине некоторые мастера предпочитают пользоваться самодельными магнитами для сварки.
Что такое?
Данное приспособление монтируется на рабочую плоскость обрабатываемого изделия. Благодаря активному магнитному полю достигается прочное крепление, создавая замкнутый электрический контур – основное условие для образования электрической сварочной дуги.
Инструмент пользуется особой популярностью у начинающих сварщиков – для ознакомления с принципами работа понадобится несколько минут. Опытные специалисты применяют магнитную массу для сварочного аппарата при ответственных работах – сварке труб большого диаметра или соединении несущих узлов из профильных материалов.
Конструкция магнитного контакта и его характеристики
Состоит из двух узлов:
- Держатель кабеля. К нему крепят кабель массы сварочного оборудования с помощью болтового соединения.
- Магнитный узел. Размер магнита зависит от особенностей исполнения. Некоторый модели оснащены механизмом, который регулирует давление магнита на рабочую плоскость. Профессиональные аппараты имеют выключатели.
Части соединяют между собой жестким креплением. Основными характеристиками устройств являются:
- Габариты и вес. Зависят от производителя и конкретной модели. Средний вес составляет 1-1,2 кг.
- Сила притяжения к поверхности. Варьируется в диапазоне от 2 до 50 кг.
- Сила сварочного тока. Максимальное значение параметра измеряется в амперах. Для моделей начального уровня он не превышает 200 А. Продвинутый инструмент способен функционировать при 400-500 А.
- Тип исполнения. Выпускают специальные фиксаторы для углов с регулировкой зазора.
Достоинства и недостатки
Электросварка – наиболее распространенный способ соединения металлических изделий. От целостности электрического контура зависит качество будущего соединения.
Именно поэтому изобретение рассматриваемого устройства вызвало у специалистов нешуточный интерес.
Популярность магнитной массы для сварки обусловлена следующими преимуществами:
- Надежная фиксация позволят сварщику сосредоточиться на работе, не отвлекаясь на регулировку зажима.
- Рабочий механизм представляет собой магнит постоянного или отключаемого действия. При условии соблюдения условий эксплуатации он может служить неограниченный срок.
- Для использования держателя не нужны какие-либо расходные материалы.
- Даже компактные модели обладают пятном контакта, достаточным для надежного смыкания.
- Прибор устойчив к резким перепадам напряжения или изменению температуры.
- Магнит можно закрепить в любое место для создания комфортных условий для выполнения соединения.
Несмотря на большое количество преимуществ, имеется ряд недостатков:
- Перед применением необходимо провести подготовку поверхности. Процедура заключается в очистке от загрязнений и посторонних частиц.
- Отсутствует возможность крепления к деталям небольшого размера, например, кругу с малым сечением.
- Невозможна работа с цветными металлами, поскольку они не магнитятся.
Как пользоваться?
Технология применения устройства не отличается сложностью. В первую очередь присоединяется сварочный кабель, после чего приступают к монтажу.
Большинство агрегатов оснащено включателями, активирующими магнитное поле. В состоянии покоя магнит не будет притягиваться к поверхности.
Для ввода в эксплуатацию нужен один человек. После контакта с рабочей плоскостью необходимо активировать прибор. По окончанию этих действий зажим в рабочем режиме.
После завершения работ следует произвести вышеописанные действия в обратном порядке. Не пытайтесь отделить от детали включенное устройство – многие модели обладают достаточно большой прочностью на отрыв. Кроме того, это может вывести из строя фиксатор.
Стоит ли покупать?
Ответ на этот вопрос может дать лишь мастер, выполняющий работы. Для начинающего сварщика, который только начал профессиональную карьеру данное приспособление способно существенно облегчить жизнь.
Если специалист работает преимущественно с цветными металлами, магнитный зажим, скорее всего, не пригодится.
У опытных работников имеется набор разнообразных фиксаторов на все случаи жизни, включая и данный прибор.
Стоимость устройства достаточно велика. При наличии знаний в области электротехники можно попытаться сделать его самому. Технология и процесс изготовления будет рассмотрен ниже.
Как сделать своими руками?
Опытные мастера стараются свести все затраты, на приобретение вспомогательного и рабочего оборудования, к минимуму. Благодаря простоте конструкции для изготовления не нужно специальное оборудование или сложный инструмент.
Для сборки самодельного прибора следует подготовить следующий инвентарь:
- Магнит. Рабочая часть агрегата. Он должен обладать достаточной мощностью для надежного крепления к металлу. Для этой цели оптимально подойдут магниты из старых автомобильных динамиков, мощностью 10-15 Вт.
- Две шайбы. Их размер должен соответствовать диаметру магнита.
- Набор метизов для фиксации сварочного кабеля.
Алгоритм выполнения работ:
- Одна из шайб будет осуществлять контакт с рабочей плоскостью. В ней необходимо сделать отверстие, соответствующее размеру шляпки болта.
- Шляпку обрезают до толщины шайбы.
- После предварительной подготовки конструкцию соединяют сваркой. Изделие должно напоминать гриб, в котором резьбовая часть болта играет роль ножки.
- На гриб надевают магнит. С обратной стороны ставят вторую шайбу.
- На резьбу крепят сварочный наконечник, фиксирую всю конструкцию с помощью гаек.
Проверку работоспособности выполняют только в полевых условиях. Критерием качества будет правильное функционирование сварочного аппарата.
Масса для сварочного аппарата своими руками – отличный способ сэкономить, а также средство для проверки своих навыков по самодельному конструированию.
Грамотно собранное устройство прослужит ничуть не меньше заводского зажима.
Заключение
Магнитная масса – полезное изобретение, способное облегчить жизнь, как начинающему, так и опытному сварщику. Устройство обладает множеством достоинств, которые оправдывают достаточно высокую стоимость.
Необходимость в наличии данного прибора в арсенале зависит только от конкретного мастера. Обладая соответствующими навыками можно собрать магнитный зажим самостоятельно, с помощью подручных материалов.
Ремонт квартиры своими руками
Советы мастера со стажем
Подписки:
Свежие записи
Как выбрать клемму массы (для сварочного аппарата)

При покупке сварочного аппарата обычно в комплекте к нему прилагаются следующие приспособления:
- сварочный кабель к нему;
- обратный кабель,
- клемма массы.
Если приобретаемый инверторный источник питания (сегодня уже практически никто не пользуется трансформаторами для сварки) рассчитан на бытовые работы, то в большинстве случаев все эти комплектующие требуют немедленной замены. Особенно, если речь идет о китайских сварочных аппаратах, доля присутствия которых сегодня на рынке сварочной техники составляет около 98%, хотя манагеры (недобросовестные продавцы) и пытаются «впарить» их как итальянские, чешские, датские, французские и тому подобное.
Если же замена не произошла сразу, она обязательно потребуется после непродолжительного времени эксплуатации. Обычно бесплатно инвертор комплектуется электрододержателем КВ-200, который стоит 3$ (представьте по какой цене его отпускает завод-изготовитель), соответственно, это эконом-версия и экономят здесь на используемых для изготовления материалах. Это касается токоведущих частей, изготовленных, как правило, из металла с покрытием под латунь или медь, некачественной пластмассы. Для сварки время от времени в быту КВ-200 может прослужить долгое время, однако, при более интенсивных режимах (например, если вы хотите вырезать электродом в металле отверстия) или просто при продолжительной сварке он перегреется, и в прямом смысле этого слова развалится. Но со временем, даже при щадящем использовании, пружина, которая зажимает губки держака, ослабляется и не держит электрод жестко, он начинает шататься. Это действует отрицательно на стабильности дуги, сказывается на качестве сварных швов, но, самое главное, сказывается на нервах сварщика.
Кабель обычно тоже желает лучшего: короткий, вместо медной жилы используется алюминий с гальваническим покрытием.
Все то же относится и к клемме массы. При интенсивной сварке она скорее всего сгорит, со временем ослабляется пружина и, соответственно, контакт. Подобное может также происходить из-за коррозии металлических губок, которые нужно постоянно зачищать до блеска.
Как выбрать хорошую массу, если старая по каким-то причинам пришла в негодность или вы ее изначально решили не использовать (по причине некачественного исполнения)?
Выбирайте торговые марки, которые имеют уже сформировавшуюся положительную репутацию. На самом деле, вы не застрахованы от контрафактной продукции, которую неспециалисты не могут отличить от оригинальной. Покупайте в специализированных магазинах с устоявшейся репутацией.
Масса должна быть подобрана с учетом максимального сварочного тока вашего аппарата и уверенно удерживать вес подключаемого сварочного кабеля. Если в роли основного «сжимающего органа» в массе используется пружина, ее пружинящих свойств должно быть достаточно для обеспечения усилия, необходимого для достижения надежного контакта с изделием. Ключевую роль играет величина раскрытия клеммы, которой должно быть достаточно для уверенного крепления к изделиям различных размеров (в том числе больших).
По конструктивным особенностям и характеру фиксации клеммы заземления разделяют на несколько типов:
- Струбцина
- зажим «Прищепка»
- Магнитная клемма
Каждая имеет свои достоинства и недостатки. Струбцина гарантирует надежный «железный» контакт, потому что фиксируется она жестко при помощи винта. «Прищепка» имеет наибольшее распространение благодаря быстрой фиксации даже на изделиях сложной геометрической формы. Магнитную массу удобнее всего использовать там, где предыдущие две не работают: например, при сварке труб большого диаметра.
Выбирайте по характеру предстоящей работы, какая конструкция массы будет для вас оптимальной.
Рекомендации по выбору и эксплуатации клеммы массы типа «Прищепка» (или «Крокодил»)
Как уже было сказано, чаще всего в быту используют зажим массы, внешне похожий на обычную бытовую прищепку для фиксации белья, только многократно увеличенную. Поэтому расскажем о ней подробно в завершающей части нашей статьи.
Такая масса часто выходит из строя по причине некорректной эксплуатации. Знание того, как работает «прищепка», поможет продлить срок ее службы. Обратите внимание, на любой «прищепке» есть медная, омедненная, либо латунная шина, передающая электрический контакт от первой зажимной губки ко второй. Подключаемый металл изделия, сварку которого вы планируете осуществить, не должен касаться шины. Постоянный контакт с шиной приведет к ее порче. Варианты правильного и неправильного подключения показаны на фото.


Пружина позволяет фиксировать «прищепку» на изделии. Однако часто возникает проблема, когда контакт, который подходит с помощью провода к одной прижимной губке, проскакивает через пружину к другой. Пружина начинает нагреваться и теряет свою твердость и жесткость, как следствие, ослабевают пружинящие свойства – клемма массы приходит в полностью неработоспособное состояние.
Если хотите приобрести хорошую «прищепку» для сварки, покупайте предназначенную для профессиональных работ с запасом на 400 …500А. Какие конструктивные особенности имеют подобные изделия:
- Мощная пружина, способная обеспечить действительно надежный контакт;
- Большая степень раскрытия иногда очень выручает;
- Медная шина в таких «прищепках» размещена так, что с ней невозможен физический-электрический контакт.
Как выбрать клемму заземления. Как доработать (улучшить) или изготовить самостоятельно

Как правило, сварочный аппарат комплектуется дешевой клеммой заземления. Но качество ее таково, что в большинстве случаев она быстро выходит из строя или не подходит сварщику по каким-то другим соображениям. Необходимо идти в магазин за покупкой новой клеммы.
Как выбрать из предлагаемого ассортимента, если вы только начинаете заниматься сваркой? Что нужно для этого знать? Читайте в статье.
Из-за некачественного контакта процесс сварки будет постоянно прерываться. Поэтому зажим массы нужно выбирать, исходя из следующих соображений:
- С учетом максимального рабочего тока сварочного аппарата;
- Он должен удерживать вес подсоединяемого кабеля;
- Усилие сжатия пружины должно обеспечивать надежный контакт с изделием или медной подкладкой, на которую оно установлено;
- величина раскрытия клеммы должна гарантировать надежное крепление на конструкциях малых и больших размеров.
Клеммы массы бывают нескольких трех типов:
- струбцина;
- прищепка «Крокодил»;
- магнитный зажим.
Если в работе возникла ситуация при которой проблематично ухватиться струбциной или «крокодилом», вы легко сделаете это с помощью магнитного зажима. Магнитом вы без проблем закрепитесь на любой поверхности, будь то труба или конструкция сложной формы.
Рекомендации, как продлить жизнь зажиму типа «Крокодил»
Главная конструктивная особенность такой сварочной массы – пружина, обеспечивающаяся быстрое закрепление на металле. Она же является «ахилесовой пятой» приспособления.
Понимание принципа работы массы типа «крокодил» позволяет продлить ей время жизни и не угробить после двух-трех работ по сварке. О чем идет речь. На любом зажиме есть полоса (омедненная или латунная), которая передает контакт от одной прижимной губки к другой. Если не следить за ее состоянием и неправильно подключать массу к металлу, она может испортиться. Часто возникающая неисправность: контакт, который подходит с помощью провода к одной прижимной губке, может проскочить через пружину к другой. Как следствие, пружина начинает греться, что приводит к потере ее твердости и пружинящих свойств (в металлургии этот процесс называется отпуском), направленных на надежное крепление зажима на поверхности металлического изделия. Из-за этого масса разрушается быстрыми темпами. Для поддержания работоспособного состояния, нужно следить за состоянием полосы: она не должна касаться металла при подсоединении. Фото наглядно демонстрируют, что имеется ввиду.


Приобретите «крокодил» для профессиональной работы. Какие положительные стороны он, как правило, имеет:
- правильна конструкция (полоса утоплена так, что ее невозможно коснуться)
- качественные материалы,
- более мощная пружина;
- больший обхват (иногда он просто не заменим).
Берите с запасом на 400 -500А.
Как улучшить клемму массы?
С этой проблемой сталкиваются, как правило, начинающие сварщики. Приобретается бюджетный инвертор ручной дуговой сварки для сварки дома: для забора, ворот, навеса и т.д. Такой инвертор, стоимостью 6-10 тыс. рублей и выше комплектуется прищепкой «Крокодил». Помимо прочих отрицательных сторон такой прищепки, о которых уже говорилось выше, она, вероятнее всего, имеет стальные губки, покрытые тонким слоем гальванической меди (чтобы создавалось впечатление, что они медные). Проверить медь это или сталь очень просто, нужно поднести магнит. Если магнитится – значит сталь. Обычно еще не магнитится пищевая нержавейка в ненагартованном состоянии, но это уже совершенно другая история (читайте статью «Как определить, какой металл»).
Чем грозят стальные губки? Будут греться – сталь гораздо худший проводник, чем медь или латунь. Чтобы это не произошло, вы можете переделать дешевую прищепку стоимостью 40-50 руб. (если, конечно, у вас в хозяйстве найдется немного меди или латуни, например, пластина или трубка, шина).
Что нужно сделать? Нужно открутить родные губки, которые держатся на болтах, и по ним, как по шаблону, сделать другие губки. Достаточно, чтобы они в сечении представляли собой русскую букву «П». Без особых усилий вы получите хороший контакт на некачественной прищепке!
Магнитная клемма для сварки своими руками
Преимущество использования магнитной клеммы сварщики могут оценить по достоинству, работая со сложными конструкциями, где обычный «крокодил» просто негде зацепить. А здесь кинул массу на поверхность обрабатываемого металла — и производишь сварочные работы.
Купить ее можно в любом магазине сварочной техники, однако будет ли она соответствовать вашим потребностям и быть настолько же надежной, как клемма, изготовленная самостоятельно? Все как-то держаки-трезубцы придумывают, некоторые делают в гараже «крокодилы», а вот магнитные массы мало кто берется изобретать… В общем, сделайте и будет чем похвастать перед друзьями -сварщиками!
- Сама клемма вырезается из листового металла 2мм и 0,5мм, а магнит взят из нерабочего динамика, также здесь применяется сегмент горячекатаного уголка 20х20х3мм в качестве прижимной пластины кабеля. Все остальные компоненты: винты,шайбы,гайки — стандартные.
- Подключение можно осуществить на кабель массы сварочного аппарата, заменив стандартный «крокодил», а можно отдельно укомплектовать данный тип массы байонетным соединителем и кабелем сечением 1х16мм.
Делаем сварочные аппараты своими руками
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.

Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
-
Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.
 Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста. -
Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.
 После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
- Полуавтомат. Это продвинутый вариант выпрямителя, с устройством механической подачи сварочной проволоки в зону работ. Сварка производится в среде инертного газа, для выполнения работы требуется газовый баллон.Преимущества: качественный шов, нет необходимости в специальной подготовке мастера. Недостатки: требуется дополнительное оборудование (газовый баллон), высокая стоимость.
- Инвертор. На сегодняшний день самый распространенный сварочник среди любителей. В качестве преобразователя напряжения используется инверторный блок питания с ШИМ управлением. Эта технология на сегодняшний день стала доступной, что положительно сказывается на стоимости. Преимущества: работать с аппаратом может даже начинающий сварщик, компактные размеры, малый вес. Недостатки: не слишком высокая надежность, сложность в ремонте.
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
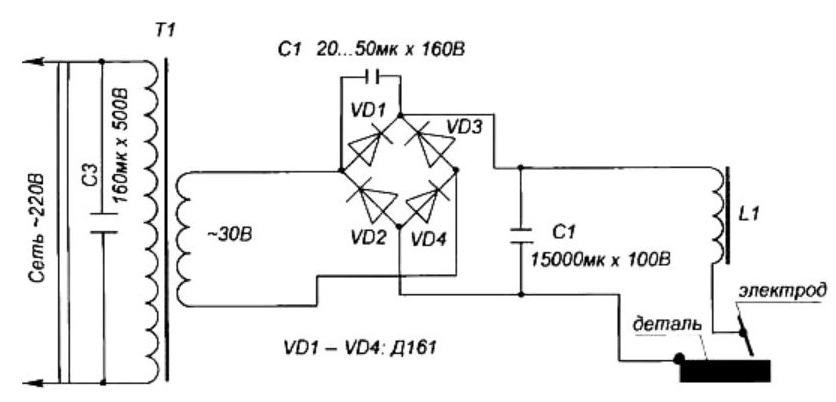
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
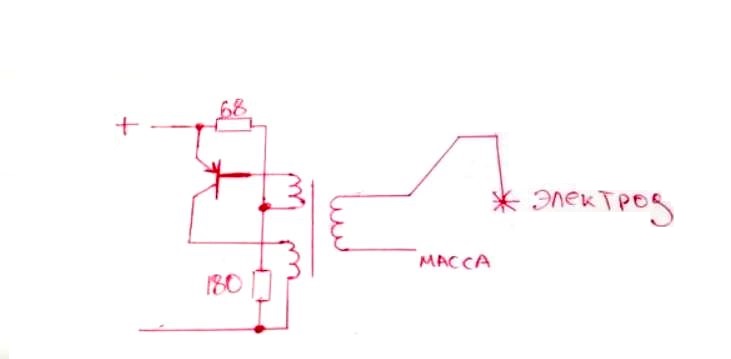
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.

В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.

Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
Как сделать магнитную массу для сварки
Часто дополнительные приспособления к сварочному аппарату либо плохого качества и ломаются, либо же могут отсутствовать вообще. Магнитная масса для сварки — это удобное приспособление, позволяющее закрепить ее на свариваемых деталях, и хорошая альтернатива стандартным прищепкам.
Из чего состоит такой контакт, какие положительные качества у него имеются и как его изготовить самостоятельно. Об этом дальше в статье.
Магнит или зажим
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие).
Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
В чем его преимущества перед стандартным зажимом-прищепкой? 
- Это возможность закрепить контакт практически на любые поверхности без особых хлопот.
- Простая конструкция практически вечна в использовании, не сломается, так как нет никаких пружинок и механизмов.
- Такая масса отлично выдерживает перепады напряжения и нагрузку, вследствие чего не перегорает.
- Большая площадь контакта обеспечивает надежное замыкание.
Но есть и свои недостатки у такого вида крепления контактов. Главный недостаток — это то, что магнитная масса для сварки будет плохо устанавливаться на маленькие по площади детали, например, пруток или арматуру. Вторым отрицательным свойством будет невозможность закрепления на свариваемые части из цветных металлов: алюминия, меди и прочих. Также со временем магнит будет загрязняться металлической стружкой и его периодически нужно очищать.
Без учета двух последних факторов, это довольно удобное приспособление, которое можно даже изготовить своими руками без лишних затрат.
Конструкция магнитного контакта
Само устройство состоит из двух частей. 
- Контакт. Это точка, где к держателю закрепляется кабель массы.
- Магнит. Может быть разнообразных форм и размеров.
Эти две части соединяются между собой креплением. Вес магнитная масса для сварки будет иметь в зависимости от размеров. Например, магнитная клемма для сварки от компании ESAB весит около 850 грамм.
Главное в такой конструкции — простота, за счет которой обеспечивается надежность функционирования и бесперебойная работа.
Самостоятельное изготовление
Конечно, такой крепеж сварочной массы можно просто приобрести. Производители, которые изготавливают сварочное оборудование, выпускают и дополнительные приспособления в виде креплений. Но это лишние финансовые потери, такой контакт можно изготовить самостоятельно.
Изготовление магнитного контакта для сварочного кабеля своими руками довольно простое. Понадобится минимум инструментов, а детали могут быть под рукой.
Что для этого нужно: 
- Во-первых, магнит. Это главная деталь всего устройства, которая обеспечит надежность крепления. Чаще всего можно увидеть самоделки, сделанные из магнита от автомобильных динамиков.
- Во-вторых, две шайбы по размеру магнита. Если использовать автомобильный динамик, то на одну из шайб можно наварить болт для дальнейшей сборки.
- В третьих, болт и гайка для зажима кабеля.
Сборку всей системы проводят таким образом:
- Шайбы можно изготовить из листового металла, по размеру магнита. Если это динамик, то он обычно имеет круглую форму. Соответственно и шайбы должны быть такими же.
- У нижней (та, что будет служить непосредственно контактом) сверлят отверстие по диаметру шляпки болта.
- Саму верхушку болта нужно сточить до толщины шайбы.
- Теперь эту конструкцию сваривают и зачищают. Должна получиться деталь в виде гриба с ножкой из резьбы.
- Магнит надевают на болт, а сверху — вторую шайбу.
- Теперь на шток с резьбой крепят конец кабеля массы и всю конструкцию стягивают гайкой.
Так с простейшего материала собирается элементарная масса для сварки на магните. Ее бесперебойная работа будет доказательством правильной сборки. Размеры такого контакта будут зависеть от габаритов магнита. Круглые массы заводского изготовления обычно имеют диаметр около 50-60 миллиметров.
Для опытного сварщика, знающего принцип работы массы на сварочном аппарате, изготовить требуемое крепление не составит труда. Самым примитивным контактом может стать закрепленный к кабелю кусок прутка, который закрепляют к заготовке парой точек сварки. Но, конечно, такое приспособление очень неудобно в использовании.
Также можно сделать самостоятельно и магнитный держатель для электродов. Что тоже уже зависит от личных предпочтений в удобстве работы.
Самодельная клемма на магните хороший вариант экономии средств. Хотя использовать такое крепление или нет — это уже смотрят на личные удобства в работе. Если сварка используется редко (как обычно в быту), то можно попросту обойтись стандартным зажимом.
Что Вы думаете по поводу удобства такого приспособления? Насколько целесообразно покупать или изготовить такую клемму массы? И стоит ли приобретать такое крепление заводского изготовления, если можно сделать его самостоятельно в своей мастерской? Возможно, у Вас иметься личный опыт по использованию, тогда просим поделиться им в блоке комментариев и принять участие в обсуждении.