

Ремонт задней бабки ижевского станка 1и611п
Токарный станок 1и611п
Вы здесь
Оглавление

Токарный станок 1и611п предназначенный для обработки различных токарных операции, в том числе нарезание метрической, модульной и дюймовых резьб.
Класс станка- П- повышенный.
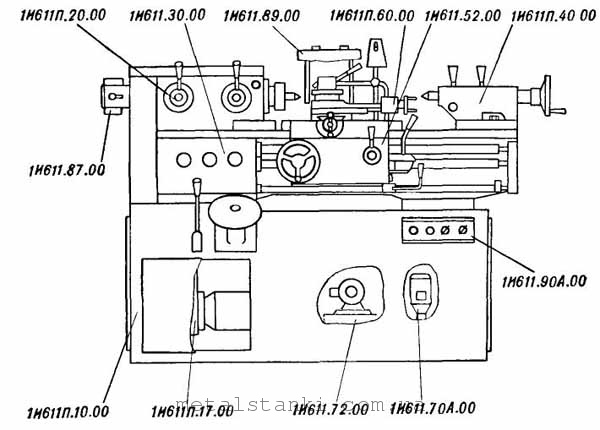
Устройство токарного станка 1и611п
- 1и611п 10.00 – станина;
- 1и611п 17.00- редуктор;
- 1и611п 20.00 –передняя бабка;
- 1и611п 30.00 коробка подач;
- 1и611п 40.00 – задняя бабка;
- 1и611п 52.00 – фартук;
- 1и611п 60.00 – суппорт;
- 1и611п 70А.00 – охлаждение;
- 1и611п 72.00 – система смазки;
- 1и611п 89.00 –защитный кожух;
- 1и611п 90А.00 — электрооборудование.
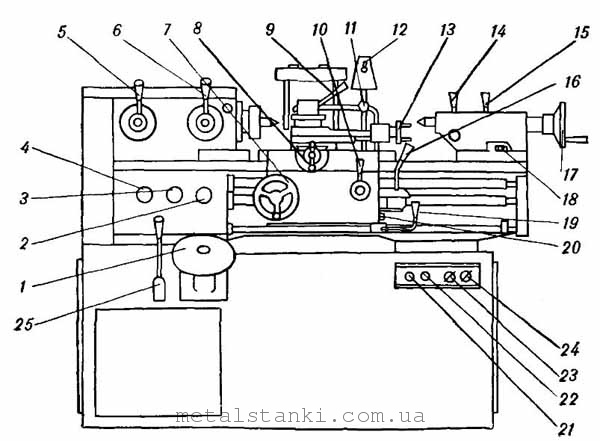
Органы управления токарного станка 1и611п
1-маховик скоростей шпинделя станка;
2, 3, 4 – ручка переключения подачи и резьб;
5-ручка переключения трензеля и звена для увеличенного шага;
6- ручка переключение перебора;
7-маховик ручной продольной подачи суппорта;
8- ручка ручной поперечной подачи каретки;
9-ручка закрепления резцедержателя;
10- ручка включения ходового винта;
11- ручка фиксации системы охлаждения;
12- включатель освещения;
13- ручка перемещения верхних салазок;
14-ручка зажима пиноли задней бабки;
15-ручка зажима задней бабки к направляющим станины;
16-ручка реверсной подачи;
17-маховик осевого перемещения пиноли;
18-гайка крепления задней бабки станка к станине;
19-ручка пуска и останова станка;
20- винт регулировки предохранительного механизма;
22- кнопка включения помпы;
23- кнопка включения охлаждения;
24-Включение в сеть;
25- ручка переключение скоростей шпинделя станка.
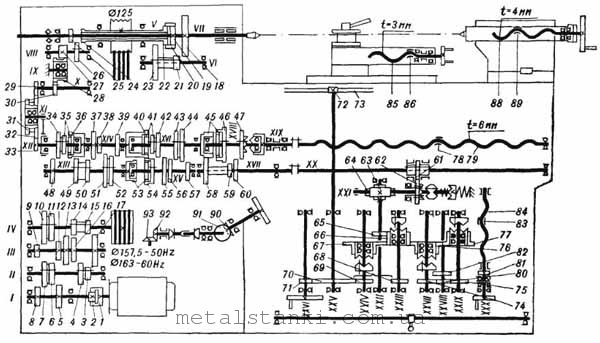
Кинематическая схема токарного станка 1и611п
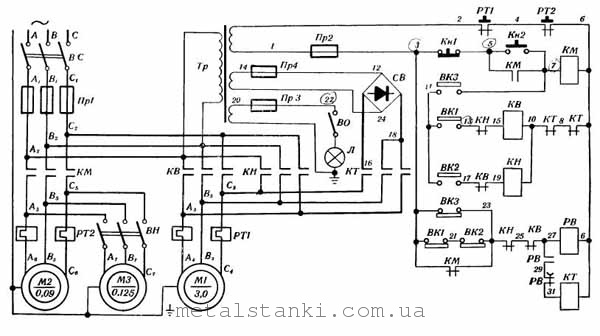
Электрическая схема токарного станка 1и611п
Станина токарно-винторезного станка 1и611п
Станина токарного станка 1и611п устанавливается на монолитной тумбе. Имеет две плоские и две призматические равнобокие направляющие. Передняя призма служит базой для монтажа передней бабки. Спереди станины расположена полка для защиты ходового винта от эмульсии и стружки. Внутри станины смонтированы электродвигатель с редуктором главного движения, а также система охлаждения и смазки. Кроме этого, внутри тумбы расположен резервуар для сбора СОЖ. Справа станины установлена панель электрооборудования.
Передняя бабка токарного станка 1и611п
Движение на шпиндель станка передается с помощью клиноременной передачи, четырьмя ремнями. Шпиндель станка имеет 12 скоростей, получает их от ведомого шкива напрямую через зубчатую муфту. На панели передней бабки расположение рукоятки переключение шестерен и зубчатой муфты. Невозможно одновременное включение перебора и зубчатой муфты.
Во избежание преждевременного износа зубьев, переключение перебора на холостом ходу не рекомендуется.
Коробка подач токарного станка 1и611п
При помощи коробки подач, возможно нарезать метрические резьбы всех основных шагов, дюймовые резьбы – с числом ниток на один дюйм от 24 до 0,5.
Производя прямые соединения ходового винта с гитарой станка, минуя механизм подач, возможно нарезать резьбы повышенной точности. Шаг подбирается сменными шестернями гитары.
Задняя бабка токарного станка 1и611п
Задняя бабка предназначена для поджатия длинной заготовки, во избежание радиального биения и несоосности. Задняя бабка закрепляется жестко к направляющим станины рукояткой через эксцентрик и тягу. Для обработки конусности, корпус задней бабки может смещаться от линии центров на 10 мм в обе стороны.
Положение пиноли фиксируется рукояткой, установленной в корпусе.
Фартук токарного станка 1и611п
Фартук токарного станка предназначен для получение продольных и поперечных перемещения суппорта как вручную, так и механически – от коробки подач.
В фартуке расположено 4 муфты, позволяющие осуществлять прямую и обратную подачу и обоих направлениях.
Блокирующее устройство исключает возможность одновременного включения винта и ходового валика.
С левой стороны фартука расположенный маховик с ценой деления 0,01 мм. Справой стороны –рукоятка для включения гайки ходового винта.
Конусная линейка
Конусная линейка токарного станка предназначена для обработки наружных и внутренних конусов, нарезание конических резьб без смещения задней бабки станка.
Кронштейн 011 прикреплен к задней части каретки суппорта. Каретка 012 с помощью тяги и кронштейна 015Б, удерживается неподвижно.
На каретке 012 имеется копирная линейка 013, которая поворачивается вокруг оси 111 на заданный угол при помощи рукоятки.
Конусность на обрабатываемой поверхности обеспечивается во время продольного перемещения каретки по направляющим станины и ползушка скользит по линейки, перемещая на указанный угол верхнюю часть суппорта.
Токарно-винторезный станок 1И611П
Полное название станка звучит следующим образом «Универсальный высокоточный токарно-винторезный станок 1И611П». Станок относится к патриархам машиностроения. Токарный станок ИЖ 1И611П разработал и выпустил Ижевский станкостроительный завод «ИжмашСтанко» еще в 1960 году. Эта модель станка относится к одной из самых популярных еще со времен СССР. Но, невзирая на то, что прошло уже больше полвека станок 1И611П и в настоящее время применяется на многих предприятиях и выполняет работы по металлу различной сложности.

Предназначение станка
Токарный станок по металлу 1И611П разработан для выполнения работ по обработке металлов. Его назначение предусматривает работу с любыми видами металлов. Особенно его часто используют на предприятиях мелкого производства. Он может обрабатывать металлические детали с высокой точностью. Компактная конструкция станка позволяет устанавливать его в помещениях расположенных в высотных зданиях. Станок имеет вес всего 1120 кг, поэтому он нашел применение в оснащении как автомобильных, так и железнодорожных передвижных мастерских.
Скачать паспорт (инструкцию по эксплуатации) станка ИЖ 1И6111П
Токарный станок ИЖ 1И611П и его технические характеристики обеспечивают выполнение следующих работ:
- все виды токарных и фрезерных работ;
- шлифование изделий из различных материалов;
- работы с использованием концевого инструмента, который закрепляется в сверлильном патроне.
Устройство станка позволяет работать с заготовками, имеющими цилиндрическую или коническую форму. Его возможности позволяют нарезать метрические, дюймовые и модульные резьбы.
Устройство станка – основные узлы и механизмы
Паспорт и схема станка предусматривает следующие важные узлы и механизмы.
Станина
Станина является основным базовым узлом и служит основанием для установки на ней отдельных узлов и механизмов. Для станков 1И611П паспорт и технология регламентирует изготовление станины из хромоникелевого чугуна. На станине установлены направляющие, две из которых имеют призматические, а две плоские формы. Они закаляются высокочастотными токами и тщательно отшлифовываются. Сама станина монтируется на монолитной трубе. В передней части расположена полка, которая служит защитой ходового винта от попадания на него эмульсии и стружки. Во внутренней части станины расположен электродвигатель и редуктор главного хода, а также механизмы систем охлаждения и смазки. В тумбе станины размещена емкость для сбора смазочно-охлаждающей жидкости. В правой части станины смонтирована панель, на которой расположены аппараты электрического управления.
Передняя бабка.
Она предназначена для закрепления и поддержания заготовок при их обработках. Кинематическая схема станка состоит из перебора, клиновых ремней и зубчатой муфты. Внутри передней бабки располагается коробка скоростей, управление которой осуществляется рукоятками, смонтированными на ее внешней стороне. Этими рукоятками осуществляется регулировка числа оборотов шпиндельного узла.
На корпусе бабки прикреплена табличка, на которой нанесена схема положений рукоятки выбора скорости. Шпиндель 1И611П вращается в корпусе бабки. Для вращения шпинделя применяются подшипники шпинделя 1И611П. Подшипники шпинделя 1И611П могут применяться как качения, так и скольжения. На конце шпинделя закреплен патрон. С целью предотвращения преждевременного износа, подшипники шпинделя 1И611П периодически должны осматриваться и очищаться от старой смазки. Их промывают, просушивают и заполняют свежей смазкой. Промывают подшипники бензином.
Передаточный момент на шпиндель передается клиноременной передачей состоящей из четырех ремней. Шпиндель может вращаться с 12 окружными скоростями. Вращение передается от приемного шкива и зубчатой муфты.

Кинематическая схема станка 1И611
Задняя бабка
На станке ИЖ 1И611П задняя бабка предназначена для фиксации длинных деталей, если их необходимо располагать в обрабатывающем центре. В станке 1И611П задняя бабка служит также для того, чтобы на ней крепить различные инструменты и приспособления, такие как метчики, развертки, плашки, сверла и другие зенкерные инструменты. Если на станке 1И611П схема предусматривает всегда одинаковую по конструкции переднюю бабку, то задняя бабка, обычно имеет несколько модификаций. Конструкции их могут предусматривать обычные или встроенные вращающие центры. Например, вращающими центрами может комплектоваться токарный станок ИЖ 1И611П, технические характеристики которого позволяют скоростную обработку деталей. Для таких станков применяется несколько другая кинематическая схема.

Задняя бабка станка 1И611
Шпиндель
Шпиндель представляет собой полый вал, отверстие которого имеет коническую форму. Шпиндельный узел считается главным узлом станка, так как все основные механизмы необходимы для того, чтобы работал шпиндель. Он предназначен для закрепления в нем различных инструментов. Паспорт станка и инструкция по эксплуатации дает полный перечень применяемого инструмента и приспособлений, которые могут закрепиться в шпинделе данной модели станка. Шпиндель имеет резьбу, посредством которой на нем закрепляется планшайба.
Обработка металлов на станке возможна только при условии надежной работы шпинделя. Очень важно, чтобы подшипники шпинделя 1И611П не имели люфта и слабины. В обратном случае это может привести к тому, что резцедержатель 1И611П и инструмент, закрепленный в нем, будет дрожать, а это приведет к нарушению точности обработки.
Суппорт и фартук
Суппорт – это устройство, служащее для закрепления и перемещения различного инструмента и приспособлений, применяемых при обработке деталей. Конструкция суппорта позволяет перемещать инструмент в любом направлении. Продольное перемещение обеспечивает каретка, а поперечное — салазки. Все эти детали установлены на суппорте. На суппорте также расположен резцедержатель 1И611П, который перемещается вместе с ним. Режущий инструмент помещается в резцедержку и закрепляется сверху болтами. Резцедержатель 1И611П имеет форму цилиндра. Для установки инструмента в резцедержатель 1И611П предусмотрена боковая прорезь.
Нижнюю часть суппорта токарного станка ИЖ 1И611П занимает устройство фартука. Фартук связан с ходовым винтом и валом и обеспечивает поступательное движение суппорта. С помощью винта происходит продольное перемещение каретки суппорта. Ходовой вал придает суппорту поступательное движение при других видах обработки деталей.
На наружной стороне фартука размещена панель управления подачами. С помощью фартука осуществляются продольная и поперечная подача суппорта.
Движение суппорта может осуществляться в ручном режиме или автоматическом, коробкой передач. В фартуке размещены муфты, обеспечивающие подачу суппорта, как в прямом, так и в реверсном направлении. Для предотвращения одновременного включения винта и ходового вала, предусматривается блокировочное устройство. В фартуке смонтирован и механизм, защищающий коробку передач от перегрузок.
Коробка подач
Коробка подач является промежуточным узлом между гитарой станка и его ходовым винтом и валом. Именно ею передается крутящий момент на винт и вал. Гитара размещена в левой торцевой части коробки подач. Эти все механизмы предназначены для изменения шага при нарезании резьбы. Настройки механизма содержит руководство по эксплуатации станка (паспорт). Изменение шага подач осуществляется вручную, механическим переключателем. Рабочие положения переключателя приведены в таблице, которая размещена на наружной части станка.

Коробка подач станка
Коробка скоростей
С помощью коробки скоростей происходит регулировка вращения шпинделя. Она является связующим узлом для передачи вращения от двигателя главного хода к шпинделю. Коробка расположена во внутренней части передней бабки. Передача движения может происходить с разными вращающими моментами. Паспорт станка предусматривает трехступенчатое изменение скорости шпинделя. Для управления вращательным движением шпинделя на станке предусмотрена фрикционная муфта. Для такого управления предусмотрены две рукоятки, одна рабочая, другая ее дублирует. С помощью этих рукояток шпиндель можно запустить, остановить или сменить направление его вращения.
Электрическая схема станка
Электрическая схема станка приведена в руководстве по эксплуатации (паспорт). Жизнедеятельность станка обеспечивается тремя асинхронными электрическими двигателями: один двигатель приводит в движение главные механизмы, связанные с прямым назначением станка, а два других двигателя обеспечивают работу системы смазки и охлаждения.

Электрическая схема станка 1И611
Для работы основного привода применяется одно напряжение сети, которое согласовывается с заказчиком в процессе заказа станка. Что же касается вспомогательных электрических узлов, то их питание осуществляется следующими классами напряжений: для местного освещения применяется 36 В; для цепей управления 127 В, а для цепей торможения 60 В.
Электросхема предусматривает защиту электродвигателей от технологических нарушений, в частности от перегрузки и КЗ. На станках ранних моделей защита двигателей от КЗ осуществляется предохранителями, а на новых моделях – автоматическими выключателями с встроенными электронными блоками защиты.
От перегрузок электрические двигатели защищаются тепловыми реле, реагирующими на повышение тока статорной цепи.
Обзор эксплуатационных требований для электрооборудования:
- подшипники двигателей должны осматриваться и смазываться с периодичностью не реже 2 раз в год. Для промывки подшипников, перед заменой смазки, следует применять только бензин, желательно авиационных марок;
- электродвигатели и пусковую аппаратуру следует по графику очищать от пыли и грязи. Нельзя допускать, чтобы масло или другие агрессивные жидкости попадали на изоляцию электрооборудования. Это может привести к ее разрушению;
- не реже одного раза в 10 дней следует проверять надежность всех контактных соединений электрической схемы;
- периодически очищать сердечники электроаппаратуры от коррозии. Наличие на них коррозии приводит к сильному гудению этих аппаратов;
- в случае выключения станка системами защиты, включать его повторно можно только тогда, когда будет установлена причина отключения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Технические данные токарного станка ИЖ 1И611П
Токарный станок ИЖ 1И611П: предназначение, сфера применения. Конструктивные особенности оборудования и технические характеристики. Правила использования.
Токарный станок модели ИЖ 1И611П относится к классу оборудования высокой точности. С помощью устройства можно провести работы различного профиля, так как функционирует оно при помощи центра и патронов.
Предназначение станка
ИЖ 1И611П относится к профессиональному оборудованию. Хоть он был произведен в середине прошлого века до сих на многих предприятиях успешно пользуются этой техникой. С его помощью проводят работы по металлу:
Выполняются действия не только в центрах, и на патронах. Последние могут быть цанговые или кулачковые — принципиальной разницы нет.

Также возможно шлифование внутри предметов при помощи инструмента, который укрепляется в патроне.
Винторезный станок справляется с изделиями различных форм. Его используют для работы с вариантами конусной формы, цилиндрической. Резьба нарезается модульная, метрическая или дюймовая — завит от требуемых характеристик. Особенности:
- жесткость головки резьбы определяется фиксаций по принципу отсутствия зазора;
- коробка передач удобна, так как не меняются шестерни для изготовления резьбы;
- охлаждающая жидкость увеличивает срок службы оборудования;
- есть профессиональная система отвода стружки;
- есть возможность выбрать в предыдущем ходе оборудования то, с какой скоростью шпиндель будет вращаться в следуем шаге — это упрощает работу специалиста;
- есть специальное устройство, защищающее от перегрев коробку передач;
- узел шпинделя не нуждается в плановой разборке и сборке;
- верньер, которые есть отнюдь не в каждой технике, позволяет суппорту перемещаться с высокой точностью;
- винт, при помощи которого происходит выполнение резьбы, автоматически периодически смазывается, что улучшает характеристики;
- удобство управления станком из-за особым образом установленной рукоятки управления.
Станок ИЖ можно устанавливать в удобном на производстве месте. В конструкции нет узлов, которые нужно дополнительно обслуживать в процессе использования, например, переставлять шпинделя для провидения резьбы или смазывать узлы при работе. Это дает возможность установить громоздкий прибор около стенки.

Эксплуатационные характеристики
В паспорте оборудования указываются все сферы применения и эксплуатационные характеристики устройства. В частности, допустимо использовать 1И611П для обработки деталей до 12,5 сантиметров под суппортом и до 25 сантиметров под станиной. Число вращений конститутивного узла устройство минимальное 10 и достигает 2 тысяч оборотов с минуту. Конус — категория Морзе 5, что следует учитывать при выборе изделий и способе обработки. Минимальная длина в паспорте не прописывается, но можно сказать, что она составляет 1-2 сантиметра. Максимально возможная длина агрегата — до полуметра. Основные характеристики устройства:
- диаметр шпинделя — 25 миллиметров;
- диаметр прутка — 24 миллиметра;
- конец шпинделя по государственному образцу — 4;
- максимальный ход — 50 сантиметров (этим объясняется максимально возможная длина обрабатываемого изделия);
- диапазон подача продольных от 0,01 до 1,8;
- диапазон подачи поперечных от 0,005 до 0,9;
- число электрических двигателей — три;
- мощность — 3 кВт;
- гидравлическая мощность — 0,08 кВт;
- мощность охлаждения — 0,05 кВт.
Масса рассматриваемой модели станка составляет 1120 килограмм. Он относится к используемым на производственных мощностях. Не требуется дополнительного оборудования для установки — все есть в комплексе. Габариты составляют 1770 на 970 на 1300 миллиметров.
Устройство относится к классу высокоточных. Следовательно, результат работы будет идеальным. По ГОСТу 8-82 класс точности П.

Устройство станка – основные узлы и механизмы
Составные элементы станка обуславливают его высокие технические характеристики и расширенную сферу применения. Винторезная модель обладает рядом своих преимуществ из-за использования качественных и профессиональных деталей.
Станина
Станина в станке ИЖ неподвижная. Ее разборка не требуется, так как конструкция не предусматривает переключения режимов, проведение смазки во время работы. Станина противоударная, собрана из качественного, толстого и прочного металла. Она защищает от получения электрического удара сотрудника.
Передняя бабка
В центре передней бабки есть шкив на гильзе. Он заставляет вращаться узел, который соединяется с редуктором ремнями. В результате работы узла получится 12 скоростей вращения плюс столько же через перебор.
В передней бабке установлен механизм, который позволяют увеличивать шаг резьбы. Есть трензель, необходимый для передачи вращения на коробку передач. Передняя бабка с блокировочным механизмом.

Задняя бабка
Задняя бабка в модели станка относится в округленному типу. Пинол отвечает за плавность хода. Устройство обеспечивает характерный плавный переход и поддержание во время действия режущего инструментария.

Шпиндель
Размер входа равен 2,5 сантиметрам, в то время как прутка отличается в меньшей сторону на 1 мм. Частота вращения минимальная от 20, максимальная до 2 тысяч оборотов в минуту. По ГОСТу конец — 4, размер внутреннего конуса — 4 М.
Суппорт и фартук
Узел рассматриваемой модели станка, на котором сверху расположен суппорт, имеет относительно небольшие размеры в сравнении в другими видами оборудования. Внутри есть механизм, отвечающий за трансформацию вращательного движения ходового вала и ходового винта.

Коробка подач
Длина хода каретки — 50 сантиметров. Предел продольной подачи — до 1,8, поперечной — до 0,9. Отличительной особенностью является отсутствие скорости быстрых перемещений суппорта (обеих). Отметим, что пределы производимых резьб (в миллиметрах):
- метрических — 0,2 — 48;
- дюймовых — 24 — 0,5;
- модульных — 0,2 — 30.

Коробка скоростей
Редуктор из четырех осей с шестернями. При помощи фланцев он соединяется с двигателем. Натяжение ремней регулируется тумбами.
Электрическая схема станка
За подачу энергии отвечают три двигателя. Они функционируют от сети трех фаз. Обязательно наличие характерного выключателя.
Сначала включается насос, который связывает узлы. Потом уже включается рукоятка с выключателем — Вперед или Назад. Есть режимы:
- ВО — локальное освещение;
- КТ — притормаживание электродвигателя.

Особенности дополнительных деталей
На левом торце есть деталь гитара. Менять шестерни не нужно. Достаточно изначально установить сменные, которые работают без использования КП.
Есть электродвигатели гидростанции с мощностью 0,08 кВт. Они отвечают ха охлаждение устройства во время работы.
Как работать со станком
Внимание стоит обратить на технику безопасности. Изначально включается насос, а уже потом после смазывания деталей происходит включение электрической сети. Невыполнение этого правила грозит замыканием и небезопасно для специалиста.
Время работы не указано в паспорте. Станок относится к профессиональный виду, потому может работать бесперебойно несколько часов. Главное следить за тем, чтоб происходила смазка деталей.
1И611П — универсальное оборудование для промышленных целей. Но встречается оно в домашних мастерских. Выбирая устройство внимательно проверяйте его технические характеристики на практике самостоятельно.
Технические данные токарного станка ИЖ 1И611П
Токарный станок ИЖ 1И611П: предназначение, сфера применения. Конструктивные особенности оборудования и технические характеристики. Правила использования.
Токарный станок модели ИЖ 1И611П относится к классу оборудования высокой точности. С помощью устройства можно провести работы различного профиля, так как функционирует оно при помощи центра и патронов.
Предназначение станка
ИЖ 1И611П относится к профессиональному оборудованию. Хоть он был произведен в середине прошлого века до сих на многих предприятиях успешно пользуются этой техникой. С его помощью проводят работы по металлу:
Выполняются действия не только в центрах, и на патронах. Последние могут быть цанговые или кулачковые — принципиальной разницы нет.
Также возможно шлифование внутри предметов при помощи инструмента, который укрепляется в патроне.
Винторезный станок справляется с изделиями различных форм. Его используют для работы с вариантами конусной формы, цилиндрической. Резьба нарезается модульная, метрическая или дюймовая — завит от требуемых характеристик. Особенности:
- жесткость головки резьбы определяется фиксаций по принципу отсутствия зазора;
- коробка передач удобна, так как не меняются шестерни для изготовления резьбы;
- охлаждающая жидкость увеличивает срок службы оборудования;
- есть профессиональная система отвода стружки;
- есть возможность выбрать в предыдущем ходе оборудования то, с какой скоростью шпиндель будет вращаться в следуем шаге — это упрощает работу специалиста;
- есть специальное устройство, защищающее от перегрев коробку передач;
- узел шпинделя не нуждается в плановой разборке и сборке;
- верньер, которые есть отнюдь не в каждой технике, позволяет суппорту перемещаться с высокой точностью;
- винт, при помощи которого происходит выполнение резьбы, автоматически периодически смазывается, что улучшает характеристики;
- удобство управления станком из-за особым образом установленной рукоятки управления.
Станок ИЖ можно устанавливать в удобном на производстве месте. В конструкции нет узлов, которые нужно дополнительно обслуживать в процессе использования, например, переставлять шпинделя для провидения резьбы или смазывать узлы при работе. Это дает возможность установить громоздкий прибор около стенки.
Эксплуатационные характеристики
В паспорте оборудования указываются все сферы применения и эксплуатационные характеристики устройства. В частности, допустимо использовать 1И611П для обработки деталей до 12,5 сантиметров под суппортом и до 25 сантиметров под станиной. Число вращений конститутивного узла устройство минимальное 10 и достигает 2 тысяч оборотов с минуту. Конус — категория Морзе 5, что следует учитывать при выборе изделий и способе обработки. Минимальная длина в паспорте не прописывается, но можно сказать, что она составляет 1-2 сантиметра. Максимально возможная длина агрегата — до полуметра. Основные характеристики устройства:
- диаметр шпинделя — 25 миллиметров;
- диаметр прутка — 24 миллиметра;
- конец шпинделя по государственному образцу — 4;
- максимальный ход — 50 сантиметров (этим объясняется максимально возможная длина обрабатываемого изделия);
- диапазон подача продольных от 0,01 до 1,8;
- диапазон подачи поперечных от 0,005 до 0,9;
- число электрических двигателей — три;
- мощность — 3 кВт;
- гидравлическая мощность — 0,08 кВт;
- мощность охлаждения — 0,05 кВт.
Масса рассматриваемой модели станка составляет 1120 килограмм. Он относится к используемым на производственных мощностях. Не требуется дополнительного оборудования для установки — все есть в комплексе. Габариты составляют 1770 на 970 на 1300 миллиметров.
Устройство относится к классу высокоточных. Следовательно, результат работы будет идеальным. По ГОСТу 8-82 класс точности П.
Устройство станка – основные узлы и механизмы
Составные элементы станка обуславливают его высокие технические характеристики и расширенную сферу применения. Винторезная модель обладает рядом своих преимуществ из-за использования качественных и профессиональных деталей.
Станина
Станина в станке ИЖ неподвижная. Ее разборка не требуется, так как конструкция не предусматривает переключения режимов, проведение смазки во время работы. Станина противоударная, собрана из качественного, толстого и прочного металла. Она защищает от получения электрического удара сотрудника.
Передняя бабка
В центре передней бабки есть шкив на гильзе. Он заставляет вращаться узел, который соединяется с редуктором ремнями. В результате работы узла получится 12 скоростей вращения плюс столько же через перебор.
В передней бабке установлен механизм, который позволяют увеличивать шаг резьбы. Есть трензель, необходимый для передачи вращения на коробку передач. Передняя бабка с блокировочным механизмом.
Задняя бабка
Задняя бабка в модели станка относится в округленному типу. Пинол отвечает за плавность хода. Устройство обеспечивает характерный плавный переход и поддержание во время действия режущего инструментария.
Шпиндель
Размер входа равен 2,5 сантиметрам, в то время как прутка отличается в меньшей сторону на 1 мм. Частота вращения минимальная от 20, максимальная до 2 тысяч оборотов в минуту. По ГОСТу конец — 4, размер внутреннего конуса — 4 М.
Суппорт и фартук
Узел рассматриваемой модели станка, на котором сверху расположен суппорт, имеет относительно небольшие размеры в сравнении в другими видами оборудования. Внутри есть механизм, отвечающий за трансформацию вращательного движения ходового вала и ходового винта.
Коробка подач
Длина хода каретки — 50 сантиметров. Предел продольной подачи — до 1,8, поперечной — до 0,9. Отличительной особенностью является отсутствие скорости быстрых перемещений суппорта (обеих). Отметим, что пределы производимых резьб (в миллиметрах):
- метрических — 0,2 — 48;
- дюймовых — 24 — 0,5;
- модульных — 0,2 — 30.
Коробка скоростей
Редуктор из четырех осей с шестернями. При помощи фланцев он соединяется с двигателем. Натяжение ремней регулируется тумбами.
Электрическая схема станка
За подачу энергии отвечают три двигателя. Они функционируют от сети трех фаз. Обязательно наличие характерного выключателя.
Сначала включается насос, который связывает узлы. Потом уже включается рукоятка с выключателем — Вперед или Назад. Есть режимы:
- ВО — локальное освещение;
- КТ — притормаживание электродвигателя.
Особенности дополнительных деталей
На левом торце есть деталь гитара. Менять шестерни не нужно. Достаточно изначально установить сменные, которые работают без использования КП.
Есть электродвигатели гидростанции с мощностью 0,08 кВт. Они отвечают ха охлаждение устройства во время работы.
Как работать со станком
Внимание стоит обратить на технику безопасности. Изначально включается насос, а уже потом после смазывания деталей происходит включение электрической сети. Невыполнение этого правила грозит замыканием и небезопасно для специалиста.
Время работы не указано в паспорте. Станок относится к профессиональный виду, потому может работать бесперебойно несколько часов. Главное следить за тем, чтоб происходила смазка деталей.
1И611П — универсальное оборудование для промышленных целей. Но встречается оно в домашних мастерских. Выбирая устройство внимательно проверяйте его технические характеристики на практике самостоятельно.
Токарный станок ИЖ 1И611П
Невзирая на то, что с момента выпуска первого экземпляра токарного станка ИЖ 1И611П прошло порядка 50 лет, оборудование не утратило своей актуальности и широко используется в цехах предприятий промышленности. Факторами, определяющими долголетие модели, являются надежность, точность металлообработки, разнообразие выполняемых операций.

Назначение станка
Оборудование применяется для производства широкого спектра работ с заготовками из любых металлов. Токарно-винторезный станок ИЖ 1И611П позволяет выполнять такие операции:
- фрезеровку;
- шлифовку поверхностей, в том числе и внутренних;
- точение в центрах, в патронах с зажимными элементами цангового либо кулачкового типа;
- обработку металла резанием.
Технические возможности 1И611П позволяют выполнять любые операции с цилиндрическими и конусообразными деталями (за исключением обработки давлением), нарезку винтовой, модульной или дюймовой резьбы повышенной точности. Оборудование отличается компактными размерами (1,77х1,3х0,97 м) и обладает массой 1120 кг, что допускает его использование не только на крупных предприятиях, но и в передвижных железнодорожных и автомобильных ремонтных мастерских, цехах, расположенных в высотных зданиях. Универсальность применения и надежность станка обусловлены следующими особенностями конструкции:
- крепление головы резца осуществляется без зазоров, что позволяет добиться исключительной жесткости узла;
- отсутствие потребности в замене шестерни гитары при необходимости изменения типа резьбы;
- размещение емкости с охлаждающей эмульсией и электрооборудования в отдельном контейнере;
- система отведения стружки в специальный стружкосборник.
Технические характеристики
Характеристики станка токарного по металлу 1И611П предусматривают возможность работы с деталями и болванками длиной до 500 мм с максимальным диаметром:
- до 250 мм — над станиной;
- до 125 мм – над суппортом.
Вращение шпиндельного модуля осуществляется с частотой 20-2000 об/мин в прямом направлении. В шпинделе имеется отверстие диаметром 25 мм, посадочный конус по шкале конусности отвечает категории Морзе 5. Подачи выполняются суппортом в пределах:
- поперечные – от 0,005 до 0,9 мм на каждый оборот;
- продольные – 0,01-1,8 мм/об.
Максимальное расстояние передвижения каретки составляет 500 мм, причем суппорт не приспособлен к быстрым перемещениям. Основные компоненты в электрической схеме – трехфазные электродвигатели:
- смазочного насоса – мощностью 0,08 кВт;
- насоса жидкостного охлаждения – 0,125 кВт;
- главного привода – 3 кВт.
Конструкция, важнейшие узлы и элементы
Станина
Базовый элемент, отлитый из чугуна, на котором размещаются ключевые узлы и механизмы. Станина поставлена на массивную подставку и имеет четыре направляющие: по паре плоских и призматической формы. В качестве основания передней бабки используется фронтальная призма.
С лицевой стороны установлена полка, предназначенная для ограждения ходового винта от жидкого охладителя и отходов металлообработки. Внутри размещен редуктор главного хода и электрический двигатель, элементы систем охлаждения и смазки. В тумбе установлен сосуд для использованных смазочных и охлаждающих материалов. Органы электрического управления станком находятся на правой панели.
Передняя бабка
Узел, использующийся для фиксации и удержания детали в процессе ее обработки. По центру передней бабки располагается шкив, соединяющийся с редуктором четырьмя приводными ремнями. Кинематическая схема также включает в себя зубчатую муфту и перебор. Переключение шестерней перебора и муфты осуществляется при помощи смонтированных с внешней стороны рукояток. Специальный блокировочный механизм предотвращает синхронный запуск муфты и перебора.

Внутри рассматриваемого элемента станка размещена коробки подач и скоростей, служащие для регулирования оборотов шпинделя (всего 12 вариантов). На корпусе узла также имеется рукоять для переключения трензеля и звена перемены шага резьбы.
Задняя бабка
Элемент конструкции, использующийся для подтягивания и крепления деталей и болванок значительной длины в целях обеспечения соосности и недопущения радиального биения, фиксации плашек, разметчиков, разверток и прочих зенкерных инструментов. Задняя бабка крепится к направляющим станины посредством эксцентрика. Для обработки конических деталей корпус может быть смещен в ту или иную сторону от центральной оси на 10 мм.
Перемещение пиноли и ее фиксация осуществляется посредством рукоятки. Устройство задней бабки может предусматривать наличие как обычного, так и встроенного вращающегося центра, которым комплектуются токарные станки ИЖ 1И611П, чьи технические характеристики допускают скоростную металлообработку. В агрегатах такой модификации используется иная кинематическая схема и, соответственно, чертежи задней бабки станка токарного 1И611П отличаются.
Шпиндель
Основной элемент агрегата, представляющий собой пустотелый вал с конической прорезью, применяющийся для крепления металлообрабатывающего инструмента и приспособлений. Крепление планшайбы на шпинделе осуществляется при помощи резьбового соединения.
Совет: Полный список используемого инструмента приводится в техпаспорте и инструкции по работе с токарным станком ИЖ 1И611П.
Качественная и безопасная металлообработка выполняется лишь при надежном креплении шпинделя. Люфты и наличие слабины в подшипниках могут вызвать дрожание резцедержателя, что существенно снизит точность выполняемых операций.
Суппорт и фартук
Суппорт представляет собой специальное устройство, необходимое для крепления и передвижения рабочего инструмента, использующихся в процессе обработки деталей. Продольное перемещение элемента осуществляется при помощи каретки, поперечное – посредством салазок. На суппорте также размещен резцедержатель цилиндрической формы, перемещающийся совместно с ним.
Инструмент для обработки резанием устанавливается в резцедержателе через боковое отверстие и крепится сверху с помощью болтов. Внизу суппорта расположен фартук, соединенный с ходовым винтом и валом и обеспечивающий поступательное движение всего узла. Продольное передвижение каретки осуществляется при вращении винта. Поступательное движение суппорта при иных способах металлообработки выполняется через ходовой вал. Приведение суппорта в движение производится вручную либо автоматически, через коробку передач.
С внешней стороны фартука имеется панель, с помощью которой осуществляется управление подачей суппорта, а также муфты, осуществляющие прямую либо реверсную подачу. Для исключения совместной работы ходового вала и винта предусмотрено наличие блокировочного механизма. Для недопущения сверхнормативной нагрузки на коробку подач в фартуке предусмотрен механизм остановки, обеспечивающий дополнительную жесткость упора при точении на токарном станке ИЖ 1И611П.
Коробка подач
Элемент является соединительным звеном между гитарой, расположенный в торце слева, и ходовым валом и винтом, через который выполняется передача крутящего момента при нарезке резьбы.

Полная спецификация коробки токарного станка ИЖ 1И611П и регулировка механизмов представлены в руководстве по эксплуатации. Смена шага подачи выполняется вручную посредством механического тумблера. Рабочие положения переключателя указаны на схеме, расположенной на внешней части корпуса агрегата. Подобрать необходимый шаг можно лишь сменой шестерней гитары.
Коробка скоростей
С помощью коробки скоростей регулируется скорость вращения шпинделя. Механизм коробки предусматривает трехступенчатое изменение скорости и передачи движения с различными вращающими моментами. Регулирование вращательных движений шпинделя выполняется посредством фрикционной муфты с двумя рукоятками – рабочей и дублирующей. При помощи рукояток можно произвести запуск шпинделя, остановку либо изменение направления его вращения.
Система управления
Для безопасной и эффективной эксплуатации необходимо ознакомиться с основными характеристиками, приведенными в техническом паспорте, тщательно изучить систему управления токарно-винторезным станком.
Следует знать такие нюансы:
- смазка ходового винта осуществляется автоматически;
- скорость вращения шпинделя подбирается перед началом обработки заготовки;
- ремни привода можно заменить без разборки шпиндельного узла;
- перед выполнением фрезерования необходимо установить соответствующий механизм на поперечной каретке суппорта, для повышения точности перемещения можно использовать верньер;
- особенностью системы управления суппортом является реализация мнемонического принципа – суппорт перемещается в ту сторону, в которую отклоняется рукоятка;
- с тыльной стороны станка отсутствуют какие-либо рычаги и узлы, что значительно облегчает расположение оборудования в стесненных условиях.
Описание, технические характеристики, схемы токарного станка ИЖ 1И611П
Токарный станок 1И611П позволяет обрабатывать детали как в патронах, так и в центрах. Он больше пятидесяти лет эффективно применяется на множестве производств. Данный аппарат стал настолько популярен благодаря тому, что он надежен, универсален, способен осуществлять высокоточное обрабатывание деталей.

Предназначение
Невзирая на тот факт, что 1И611П станок был изготовлен еще в шестидесятых годах прошлого столетия, его эксплуатационные показатели дают возможность применять для выполнения разнообразных операций. На станке возможно производить работы, связанные с обрабатыванием металлических деталей, например:
- точение в кулачках, цангах, центрах;
- фрезерование;
- шлифовка внешних и внутренних участков;
- обработка концевым инструментом, зафиксированным в патроне для сверления.
Параметры станочного устройства данной модели дают возможность осуществлять обработку деталей, имеющих форму цилиндра, конуса, выполнять нарезку разнообразной резьбы: метрической, дюймовой, модульной.
Особенности
Область использования любого станка зависит от его особенностей конструкции. Данный станочный агрегат располагает такими основными особенностями:
- Множество скоростей и подач. Это предоставляет возможность рабочему подбирать оптимальный способ обрабатывания определенной детали.
- Можно осуществлять фрезерование, обрабатывание концевым инструментом, шлифовку (как внутри, так и снаружи детали).
- Коробка подач конструктивно похожа на агрегат, которым оборудуются фрезеровочные аппараты. Кроме того, имеется рукоятка смены скоростей, обеспечивающая удобство работы.
- Передняя бабка располагает углами, которые закруглены. Это типично для аппаратов, которые производились в шестидесятые годы в СССР.
- Направляющие аппарата достаточно прочны, предельно точны и долговечны. Обусловлено это тщательным их шлифованием при производстве устройства. Кроме того, станок оснащен независимым смазочным комплексом, питаемым от электрической гидростанции. Он обеспечивает смазывание направляющих.
- Вмонтированная коробка скоростей дает возможность нарезать резьбу разного вида. Рабочему не нужно каждый раз менять шестеренки.
- Преселективность коробки скоростей позволяет быстро и мягко переключать режимы.
- Конструктивно аппарат устроен так, что обслуживать его заднюю часть нет нужды. В особенности это удобно для производственных помещений, имеющих небольшую площадь.
- Имеется емкость с электрическим оснащением и контейнером для охлаждающе-смазочной жидкости.
- В станок встроен контейнер для опилок металла. Если необходимо, его можно быстро опустошить.
- Есть предохранитель, который препятствует перегрузкам механизма подач.
- Аппарат оснащен верньером, предоставляющим возможность устанавливать с высокой точностью, насколько поперечно сместился суппортный элемент.
- Скоростями устройства можно управлять мнемонически.
- Головка резца закрепляется без промежутков, это обеспечивает высокую точность обработки.
- Ходовой винт автоматически смазывается при формировании нарезки.
- Узел шпинделя устроен так, что нет нужды демонтировать его при смене приводных ремней.

Рекомендуем изучить видео обзор по рукояткам управления:
Эксплуатационные характеристики
Наличие соответствующих технических характеристик 1И611П позволяет проводить обработку заготовки диаметром до 250 мм над станиной, до 125 мм – над суппортом. Максимальная длина элемента, который возможно обрабатывать, равняется 500 мм. Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
- класс точности – П;
- максимальный диаметр детали над основанием – 25 см;
- максимальный диаметр детали над суппортом – 12,5 см;
- максимальная длина детали – 50 см.
- радиус сквозного отверстия – 1,25 см;
- максимальный радиус прутка – 1,2 см;
- частота прямого кручения – 20-2000 оборотов в минуту;
- величина внутреннего конуса – Морзе 4.
- максимальная длина хода каретки – 50 см;
- пределы продольных рабочих подач – 0,001-0,18 см/об;
- пределы поперечных рабочих подач – 0,0005-0,09 см/об;
- пределы шагов создаваемых метрических нарезок – 0,02-4,8 см;
- пределы шагов создаваемых дюймовых нарезок – 0,05-2,4 см;
- пределы шагов создаваемых модульных нарезок – 0,02-3 см.
- число электромоторов – 3;
- мощность электромотора основного привода – 3000 Вт;
- вид электромотора основного привода – АОЛ2-32-4;
- мощность электромотора гидростанции – 80 Вт;
- вид электромотора гидростанции – АОЛ-012-4;
- мощность электродвижка охлаждающего насосного устройства – 50 Вт;
- вид охлаждающего насосного устройства – ПА-22.
Токарный станок ИЖ 1И611П имеет такие габариты – 177 x 97 x 130 см. Весит устройство 1,12 т.
Подобные параметры геометрии и веса дают возможность применять этот станочный аппарат для оборудования маленьких мастерских, производственных цехов, ремонтных отделений. Главное назначение станка – выполнять получистовую и чистовую обработку деталей на единичном и мелкосерийном производстве.

Конструкция
В 1И611П есть 4 основных конструктивных узла:
1. Передняя бабка. В середине ее располагается шкив, посаженный на гильзу. Этот шкив, который заставляет вращаться узел шпинделя, соединен с редуктором с помощью четырех клиновых ремней. От приемного шкива узел шпинделя принимает двенадцать режимов кручения через муфту с зубцами. Еще двенадцать подач передается посредством перебора. Подключение муфты с зубцами, перебора выполняется посредством особой рукояти, располагающейся с правого бока передней бабки. Для того чтобы перебор и муфта никогда одновременно не заработали, передняя бабка оснащена узлом блокировки. Также она оборудована агрегатом, который увеличивает шаг создаваемой нарезки, и трензелем, передающим кручение на гитару.

Редуктор. От него зависит частота кручения узла шпинделя. Заключает в себе четыре оси, на которых установлены шестеренки различного размера. Редукторным приводом является основной электродвижок станка, который соединен с редуктором посредством фланцев. Благодаря плоским направляющим редуктор передвигается по тумбе. Он фиксируется на ней посредством болтов. Ременное натяжение возможно изменять. За переключение режимов вращения отвечает преселективный агрегат, который управляется специальным маховиком.

Гитара. Монтируется на левой стороне коробки подач. Для формирования большей части видов нарезки заменять шестеренки гитары не нужно. Если нужно создать нарезку увеличенной точности, монтируют сменные шестеренки, дающие возможность обрабатывать детали, не используя коробку подач. Для того чтобы правильно установить показатели гитары, необходимо изучить паспорт оборудования.

Коробка подач. Данная часть аппарата конструктивно закрыта. Характеристики коробки подач предоставляют все возможности создавать метрическую нарезку с шагом 0,02-4,8 см без применения комплекта сменных шестеренок.

Подробный разбор устройства в видео:
Электрическое оснащение
Изучая схемы 1И611П, стоит упомянуть об электрооборудовании аппарата. От него зависит функционирование станка. Основными компонентами электрической схемы считаются 3 электрических мотора, отвечающих за основное перемещение, смазывание деталей устройства, подачу охладителя.
Все моторы асинхронного типа питаются от электросети тремя фазами. Электрическое оснащение подключается к электроснабжению при помощи пакетного выключателя.
Запуск движка, включающего насос для подачи смазки к частям станка, осуществляется посредством магнитного пускателя. Лишь после запуска мотора и насосного устройства можно запускать движок основного перемещения. Для этого применяется рукоять валика, который связан с конечным выключателем. Рукоять возможно установить в положение «Вперед» либо «Назад».

Электромотор насосного привода охлаждающей системы возможно запустить, если работает смазочный комплекс. Движок запускается посредством выключателя с маркировкой «ВН». В электрической схеме 1И611П предусмотрено 2 выключателя. «ВО» позволяет локально освещать область обрабатывания, «КТ» – притормаживать основной электродвижок при переключении редукторных шестеренок.
1И611П представляет собой распространенный на вторичном рынке аппарат. Это недорогой станок, посредством которого возможно производить множество токарных работ. Прекрасные характеристики эксплуатации, отличная надежность, точность обрабатывания – ключевые достоинства данного оборудования.