

Редуктор для аргонодуговой сварки
Редуктор для аргоновой сварки ар-40, ар-30, баро 50-4

 При систематических работах по сварке с применением инертного газа – аргона, часто возникает вопрос: требуется ли для этих целей специальный, аргоновый редуктор, или можно обойтись, например, кислородным, либо углекислотным. Сегодня, мы выясним все тонкости работы с редукторами для аргона.
При систематических работах по сварке с применением инертного газа – аргона, часто возникает вопрос: требуется ли для этих целей специальный, аргоновый редуктор, или можно обойтись, например, кислородным, либо углекислотным. Сегодня, мы выясним все тонкости работы с редукторами для аргона.
Особенности аргоновых редукторов
Первая из них связана с различной плотностью газов. Плотность аргона при нормальных условиях составляет 1,784 кг/м 3 , в то время как плотность кислорода – 1,301 кг/м 3 , а углекислого газа – 1,965 кг/м 3 . Соответственно, при использовании не «своего» редуктора придётся перенастраивать и ротаметр. Что рекомендуется только в специализированных мастерских, иначе показания расхода аргона будут существенно разниться от фактических.
Второе отличие связано со значениями допустимых давлений газа. Для кислородных редукторов они всегда меньше, поскольку смесь кислорода практически с любой составляющей взрывоопасна. Этот факт определяет повышенные требования к качеству запорной и присоединительной арматуры, уплотнениям и пр. Вместе с тем, добротность изготовления кислородных редукторов всегда позволяет использовать их и для аргона. Но не наоборот.
Поскольку расход аргона при сварке следует регулировать более точно, все типоразмеры аргоновых редукторов отличаются увеличенной площадью мембраны. Это особенно важно при сварке алюминия или нержавеющей стали. Увеличенная площадь мембраны:
- препятствует замерзанию газа при отрицательных внешних температурах;
- позволяет более экономично использовать аргон;
- дополнительно стабилизирует расход газа.
Различие в расходах приводит к выводу – использовать обычные регуляторы расхода при сварке аргоном нецелесообразно, поскольку при этом не обеспечивается необходимая точность. А заправка баллона аргоном обойдётся гораздо дороже, чем заправка углекислотой. Поэтому использование традиционных редукторов, понижающих давление, но не показывающих расход (а для вариантов со смесью аргона и углекислого газа, или аргона с гелием это особенно важно) в данном случае не приветствуется. Предпочтение следует отдать регуляторам расхода, в конструкции которых предусмотрены ротаметры. Ещё лучше использовать наиболее универсальный, углекислотный редуктор, с двумя ротаметрами.

Конструкции наиболее распространённых редукторов для аргона
У нас в стране наибольшее распространение получили редукторы от торговой марки REDIUS линейки АР: АР-30 и АР-40 (популярны также модификации АР-40-2 и АР-30-2, комплектуемые двумя ротаметрами: под углекислоту, и под аргон). Они представляют собой одно- или двухступенчатые редукторы, которые рассчитываются на пропускающую способность газа соответственно 30 и 40 кубометров в час. Для обеспечения надлежащей точности показаний, а также с учётом высокой плотности аргона редукторы устанавливаются строго в вертикальном положении. Климатический диапазон применения -25…+45ºС.
Незначительными конструктивными изминениями отличаются предназначенные для тех же целей аргоновые редукторы БАРО 50-4 производства Алтайского агрегатного завода.

Аргоновый редуктор (точнее – универсальный газовый регулятор расхода) представляет собой узел, составными частями которого являются:
- камера для регулирования давления;
- манометр;
- ротаметр для управления расходом аргона;
- ротаметр для управления расходом углекислоты.
Ротаметры размещаются последовательно, и снабжены отдельными запорно-присоединительными элементами. Это позволяет сварщику при необходимости отключать тот или иной ротаметр, и снижать потери давления газа при работе.

Такие редукторы позволяют также автоматически поддерживать расход аргона на определённом уровне. Например, для снижения расхода пользователь частично закрывает вентиль в камере, в результате чего снижающееся давление газа опускает нажимную пружину, которая перекрывает трубопровод. Для того чтобы исключить возможную негерметичность клапана, в аргоновых редукторах предусмотрена установка двух фильтров.
Для облегчения эксплуатации аргоновых редукторов при пониженных температурах окружающего воздуха к ротаметру можно последовательно подключить блок подогрева.
Цена двухступенчатых устройств, в зависимости от их комплектации, составляет 2000…2300 руб., в то время как одноступенчатый аргоновый регулятор модели АР-40 КР-1-м-Р1 можно приобрести всего за 1200 руб.
Правила выбора аргоновых редукторов
Приборы разрабатываются и производятся в соответствии с ГОСТ 12.2.008 и ГОСТ 13861. Основными критериями выбора аргонового редуктора считаются:
- Наибольшая пропускная способность (относительно аргона этот показатель всегда устанавливается в л/ч, а не в м 3 /ч, что необходимо учитывать применительно к шкале манометра).
- Необходимость в подогревателе.
- Максимальное давление газа в МПа.
- Номинальное давление газа в МПа.
- Возможность работы с альтернативным источником (например, с углекислотой).
В последнем случае необходимо учитывать, что рекомендуемое давление для аргона составляет 0,5…1,0 МПа, в то время, как для углекислого газа оно может достигать 2,5 МПа. В лучшем положении будут находиться владельцы универсальных редукторов типа АР-40/У-30: там в манометрах конструктивно предусмотрено калиброванное отверстие – дюза, наличие которой позволяет более точно определять расход газа. Осторожно следует подходить к выбору редуктора, если в перспективе предполагается использование аргоново-углекислотной смеси: в этом случае номинальное давление и расход возрастают на 40…50%.
Редуктор для аргоновой сварки: на что обращать внимание при выборе устройства?

При периодических сварочных работах с использованием инертного газа, такого как аргон, многие задаются вопросом – необходим ли для этого специальный аргоновый редуктор, либо можно воспользоваться другим, к примеру, углекислотным или кислородным? В сегодняшнем материале мы постараемся разобраться со всеми нюансами использования редуктора для аргона.

Особенности редуктора для аргоновой сварки
Главным нюансом при работе с аргоновым редуктором в сравнении с другими является разная плотность газов. Так, например, плотность углекислого газа при нормальных условиях составляет 1,965 кг/м 3 , у кислорода – 1,301 кг/м 3 , у аргона – 1,784 кг/м 3 . В результате при желании воспользоваться «не своим» редуктором, первым делом необходимо перенастроить ротаметр! Делать это лучше в специализированных мастерских, в противном случае показания расхода аргона не будут соответствовать действительности, причем довольно сильно.

Вторым нюансом выступает значение допустимого давления газа. В случае с кислородным редуктором этот показатель всегда ниже, так как смесь кислорода почти с любой другой смесью всегда остается взрывоопасна. Из-за данного момента требования к уплотнениям, присоединительной и запорной арматуры и прочему существенно повышаются. Тем не менее высокое качество производства кислородных редукторов дает возможность без какой-либо опаски применять их для работы с аргоном, но ни в коем случае не наоборот!

В связи с тем, что в процессе сварки расход аргона необходимо контролировать более тщательно, все аргоновые редукторы выполняются с большей площадью мембраны, что необходимо учитывать при сварке нержавеющей стали либо алюминия.
Большая площадь мембраны лучше стабилизирует расход газа, дает возможность экономичнее расходовать аргон, а также не позволяет газу замерзать при низких минусовых температурах.
Отсутствие гарантий в точности расходов газа во время сварки аргоном по причине больших различий в вымеренных и фактических показателях делает применение обычных регуляторов расхода просто нецелесообразным. К тому же заправка баллона аргоном выходит намного дороже, нежели заправка углекислотой. Учитывая все это, работа с обычными редукторами, указывающими давление, а не расход, что особенно важно при работе со смесью гелия либо углекислого газа с аргоном, не рекомендуется! Выбирать стоит регуляторы расхода, предусматривающие в своей конструкции ротаметры, а лучше обзавестись более универсальным углекислотным редуктором, укомплектованным парой ротаметров.

Устройство аргонового редуктора
В нашей стране большой популярностью пользуются редукторы серии AP от компании REDIUS, среди них модели АР-30-2, АР-40-2, АР-40 и АР-30. Кстати, первые две версии оснащаются сразу парой ротаметров – под аргон и углекислоту. Устройства выполнены в виде 1 и 2-ступенчатых редукторов с пропускной способностью в 30 и 40 куб/ч.
Учитывая большую плотность аргона, а также с целью обеспечения соответствующей точности показаний, редукторы размещаются в строго вертикальном положении. Работа допускается в температурном диапазоне от -25 до + 45 градусов.

Аргоновый редуктор БАРО 50-4 применяется для аналогичных целей, но имеет ряд несущественных различий в конструкции.
Универсальный газовый регулятор расхода или попросту аргоновый редуктор изготавливается в виде специального узла, основными компонентами которого являются:
- Ротаметр, позволяющий управлять расходом углекислоты.
- Камера для корректировки значений давления.
- Ротаметр для управления расходом аргона.
- Манометр.
Все ротаметры оснащаются раздельными запорно-присоединительными механизмами и устанавливаются последовательно. Такая конструкция дает возможность сварщику при работе выключать какой-либо ротаметр, уменьшая таким образом потери давления газа.

Кроме этого, подобные модели позволяют удерживать требуемый уровень расхода аргона в автоматическом режиме. К примеру, работник слегка прикрывает вентиль в камере для уменьшения расхода газа, в результате чего нажимная пружина, перекрывающая трубопровод, опускается.
Присутствие двух фильтров в аргоновых редукторах полностью исключает риск пропуска клапана.
Исходя из комплектации, стоимость 2-ступенчатых моделей может меняться в районе 2-2,3 тысяч рублей. В это же время стоимость одноступенчатого устройства, например, АР-40 КР-1-м-Р1 составляет всего 1200 рублей.

При сильных минусовых температурах значительно упростить эксплуатацию аргонового редуктора можно за счет блока подогрева, подключенного последовательно к основному блоку.
На что обращать внимание при выборе?
Устройства разрабатываются, проектируются и собираются в соответствии с ГОСТ 13861 и ГОСТ 12.2.008. При выборе редуктора обращать внимание следует на следующие вещи:
- Возможность работы с иным типом источника, к примеру, с углекислотой;
- Максимальная пропускная способность. При этом в зависимости от источника подбирается и шкала манометра, где для аргона необходимо выбирать не м 3 /ч, а л/ч;
- Номинальное и максимальное давление газа (МПа);
- Необходимость в подогреве.
Важно не забывать, что для углекислотного газа нормативное давление составляет 2,5 Мпа, в то время как для аргона 0,5-1,0 Мпа.
Куда проще покупателям универсальных редукторов АР-40/У-30, где в конструкции манометров имеется дюза — специальное калиброванное отверстие, предназначенное для более точного определения расхода газа.
Если вы планируете пользоваться аргоново-углекислотной смесью, то стоит с осторожностью выбирать редуктор, так как расход с номинальным давлением в таком случае увеличатся на 40-50 процентов.
Распространенные заблуждения при выборе редуктора для сварочных работ (аргон, углекислота)

Генри Форд в свое время говорил: «Нет плохих автомобилей, есть люди, которые неправильно сделали свой выбор». Поговорим сегодня о том, как выбрать редуктор для полуавтоматической или автоматической сварки в среде защитных газов и сделать этот выбор правильно.
Заблуждение №1
Состоит в том, что многие сварщики выбирают редуктор УР-6-6. Чем он плох? Изначально он разрабатывался для пищевой промышленности еще в советское время, т.е. он использовался для газирования воды, всевозможных напитков, при консервации колбас, мяса, креветок и других продуктов. Сегодня же существует целая линейка редукторов, которые предназначены непосредственно для сварки в среде защитных газов, например:
- Универсальный АР-40/У-30
- На аргон АР-40-2
- На углекислоту У-30
 Или их аналоги.
Или их аналоги.
Основной особенностью этих редукторов, в отличие от УР-6-6, является наличие на манометре низкого давления градуировки в л/мин для каждого рода газа. Это очень удобно для работы, вам уже не нужно будет, как на УР-6 настраивать расход на глаз, приблизительно или смотреть по таблицам.
Заблуждение №2
Когда выбирают для регулярного использования при сварке в среде защитных газов малогабаритный редуктор, который не предназначен для ежедневного использования и стопроцентной загрузки. «Малогабаритки», если их использовать в промышленности, будут недолговечны. При постоянной работе используйте редукторы большого габарита с более качественным редуцирующим узлом, который способен выдержать длительные механические и температурные нагрузки, более точно поддерживать заданное давление и расход, соответственно, потери газа в таком редукторе будут меньшими.
Заблуждение №3
Многие сварщики думают, что редукторы с ротаметром являются более экономичными, чем с манометрическим указанием расхода. На самом деле это не так. Расход одинаковый. Отличие состоит только в том, что расход ротаметром измеряется и показывается в реальном времени, а редуктор с манометром показывает расход косвенно, т.е. в соответствии с расходной шайбой и рассчитанной шкалой в л/мин, нанесенной на манометр низкого давления.
Заблуждение №4
Некоторые сварщики думают, что редукторы с двумя ротаметрами предназначены для подключения двух сварочных постов. На самом деле они используются для сварки химически активных материалов, таких как титан, ведь при сварке титана защиту сварного шва нужно обеспечить с двух сторон. Пригодится такая защита и при сварке ответственных узлов из нержавейки. К первому ротаметру подключается горелка, через которую подается газ для защиты сварочной ванны, ко второму – рукав по которому газ поступает к обратной стороне шва.
Заблуждение №5
Применение (с целью экономия средств) вместо специализированного редуктора, допустим, редуктора кислородного или пищевого назначения. Этого делать нельзя, так как последние устройства не предназначены для сварки в среде защитных газов. Особенно при работе в среде углекислого газа они будут постоянно замерзать и выходить из строя, что грозит потерей углекислоты или аргона, которые достаточно дорогостоящие. Поэтому вместо экономии вы потеряете.
Заблуждение №6
Не использовать подогреватели при работе с углекислотой. Диоксид углерода имеет высокий коэффициент расширения, поэтому в процессе его испарения из баллона и редуцирования температура на редуцирующем клапане может понижаться до – 60 градусов. Влага, которой достаточно много в этом газе, кристаллизуется, что может привести к выходу из строя редуктора, что в свою очередь повлечет или прекращение подачи газа, или его самотек. Все это отразится на качестве сварных швов.
Применяйте при работе с углекислотой подогреватели. Они бывают:
- Проточного типа
- Встроенные на входной штуцер
- Встроенные (этот тип мы не рекомендуем покупать)
Заблуждение №7
Купив редуктор с ротаметром, некоторые сварщики пытаются снять корпус и регулировать задающий винт или клапан. Этого делать не нужно. Все уже настроено производителем. Ваша задача установить регулирующее устройство на баллон и подключить к сварочному аппарату.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Редуктор для сварочной смеси
Время чтения: 3 минуты
Редуктор для сварки просто необходим, если вы используете в своей работе газовые баллоны. Это простое компактное устройство призвано снижать давление и следить за его показателями. Существует несколько разновидностей редукторов, каждый из которых предназначен для определенного типа газа.

В этой статье мы кратко, но понятно объясним, что такое газовые редукторы, какими они бывают и как их выбрать для своих задач.
Общая информация
В общем представлении, редуктор — это устройство, понижающее давление в газовом баллоне. Он устанавливается прямо на баллон и необходим при каждом использовании сварочного полуавтомата, если вы вообще варите в среде защитного или инертного газа. Зачастую используется два баллона, на каждый из которых необходимо установить свой редуктор.

Для каждого типа газа предусмотрен свой редуктор. Для вашего удобства приспособление помечают определенным цветом, который указывает на предназначение редуктора. Если редуктор помечен черным цветом с желтой надписью, значит предназначен для углекислоты (он же CO2 редуктор). Если фон голубой, а надпись черная, значит для кислорода. Белая маркировка и красная подпись — ацетилен. А черная маркировка с синей или белой надписью предназначена для ацетилена или аргона соответственно.
Еще один способ распознать нужный вам редуктор — запомнить цвет баллона. Ведь его так же маркируют с помощью цвета. К примеру, черный баллон зачастую используется для аргона, голубой баллон — для кислорода. И так по аналогии с остальными цветами.
Выбор редуктора
Выбирая редуктор для полуавтоматической или любой другой сварки необходимо учитывать несколько параметров. И начать стоит с условий работы. Что именно вы собираетесь варить? И как часто?
Домашним сварщикам, использующим газ для работы в редких случаях и для непродолжительной сварки, может подойти любой редуктор, у которого такая же резьба, что и у баллона. Здесь уже не важны технические характеристики и стоимость.
Если вы выполняете простые сварочные работы (сборка мангала или мелкий ремонт), то обычный углекислотный редуктор справится со своей задачей, даже если будет установлен на баллон с кислородом. Но учитывайте, что это решение одноразовое и после сварки вам придется выбросить приспособление.
Говоря о моделях, отметим крайне популярный и хорошо зарекомендовавший себя редуктор УР 6-6. Он предназначен для сварки с углекислотой. Стоит недорого, на «борту» два полноценных манометра. Один манометр предназначен для отслеживания показателей давления, а второй — для демонстрации расхода газа.
Профессионалы уверяют, что аргонный редуктор можно использовать с кислородным баллоном, и наоборот. Если вы занимаетесь домашней сваркой, то можете проверить это утверждение. Но наш опыт показал, что при использовании кислородного редуктора с баллоном аргона давление может упасть вплоть до критической точки. Так что используйте приборы по назначению.
Если вам нужен универсальный редуктор для нескольких типов газа, то присмотритесь к модели АР-40/У-30. Он предназначен для аргона и углекислоты. Без проблем выдерживает перепады температур и давления.
Это относительно бюджетные модели. Если позволяют финансы, то обратите внимание на модели не с манометрами, а с ротаметром. Это приспособление очень точно показывает расход газа без задержек и с минимальными погрешностями. Но это выбор скорее для профессионала.
Вместо заключения
Не важно, что вы используете: CO2 для сварки или любой другой газ. Вам в любом случае понадобится редуктор. Благодаря ему можно не только снизить давление в баллоне, но и быстро рассчитать расход газа. Если вы не готовы тратить много при покупке редуктора, то приобретайте простые классические модели с манометрами. Ну а если вы планируете выполнять продолжительную профессиональную сварку, то редуктор с ротаметром — это ваш выбор. А какие редукторы используете вы при сварке с применением газа? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
Собираем своими руками аргоновую сварку из инвертора
Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.
К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Общая информация
Аргонно дуговая сварка во многом очень схожа с ручной дуговой сваркой, вот только дополнительно применяется защитный газ аргон и присадочная проволока. Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Суть аргонодуговой сварки проста. Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Эту задачу решает осциллятор. Он ионизирует газ и тем самым позволяет дуге зажечься в парах аргона.
После того, как дуга стабилизировалась, можно подавать в сварочную ванну присадочный материал . Это можно делать вручную или с помощью подающего механизма. Дуга плавит металл, а вот присадочная проволока позволяет сформировать сварной валик. Проволока плавится вместе с металлом и смешивается с ним.
Далее мы расскажем, что вам понадобится для сборки аргонной сварки своими руками.
Сборка самодельного аргонового аппарата
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.
Про источник тока
Аргонныйаппарат собирается на основе какого-либо источника тока. Мы выбрали для этих целей обычный сварочный инвертор. Конечно, можно использовать трансформатор или выпрямитель, но инвертор предпочтительнее.
Однако, учтите, что из инвертора сделать аргонный аппарат сложнее. Если вы возьмете обычный инвертор и подключите к нему осциллятор, то аппарат все равно не сможет работать как аргонный. Он просто выйдет из строя. Так что вам придется немного переделать инвертор, добавив к основной схеме так называемый блок защиты. Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Есть еще один вариант. Внимательно осмотрите ваш инвертор. Возможно в нем есть встроенная функция TIG. Если это действительно так, то считайте вам повезло. Инвертор не нужно переделывать. Достаточно подсоединить к нему газовый баллон, горелку и можно варить. Такие инвертор зачастую предназначены для ММА сварки, но оснащены осциллятором и блоком защиты. Поэтому производитель дает возможность использовать аппарат для TIG.
Про осциллятор и блок защиты
Предположим, что у вас обычный инвертор без функции TIG, и из него вам нужно собрать аргонную сварку своими руками. В таком случае вам придется отдельно сделать осциллятор и блок защиты. Ниже приведена удобная схема.
На ней показан как блок, так и осциллятор. Если вы не знаете, как применить эту схему, посмотрите видео ниже.
Про горелку и газ
Теперь о второстепенных компонентах. Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.
Вы можете самостоятельно собрать аргонную горелку дома, купив все детали в интернете. Но по нашему опыту это пустая трата времени и сил. Лучше купите заводскую, она стоит не так уж дорого.
В качестве газа нужно использовать аргон. Он поставляется в баллонах черного или серого цвета, так что не перепутаете. Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Что касается емкости, то для сварки в домашних условиях вам будет достаточно баллона 10 л. Он достаточно легкий и компактный, его можно без проблем привезти на дачу или в гаражный кооператив. Для дома лучше не покупать большие баллоны по 50 литров. Вам будет трудно его перемещать.
Про редуктор и шланг
Также вам понадобится специальный газовый редуктор . Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.
Отдельно обращайте внимание на шланг. Мы рекомендуем сразу купить готовый и не мучиться с самостоятельной сборкой. Самодельный шланг, скорее всего, будет неудобным и вы потеряете много времени на поиск и установку специальных разъемов для подключения шланга к баллону и горелке.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно. Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне. С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Теперь вам нужно включить осциллятор с блоком защиты и поднести горелку к металлу. Предварительно на металл присоединяется масса. Держите горелку близко к поверхности металла. При включении появится сварочная дуга. Далее вам нужно опять включить подачу газа, одновременно отводя горелку чуть дальше.
Вот и все. Аппарат настроен и готов к работе.
Вместо заключения
Как видите, аргоно дуговая сварка своими руками собирается довольно просто. Для его сборки вам понадобятся детали, которые можно купить с рук или поискать у себя в гараже. Самодельный аппарат обладает множеством достоинств. Он прост в применении, стоит недорого и ремонтопригодный. К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
Конечно, не стоит требовать слишком многого от самодельного аргонного аппарата. Он точно не подойдет для регулярной профессиональной сварки. А вот для работы на дому его можно смело использовать.
Что нужно для аргоновой сварки
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице «Аргонная сварка» существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную «Ручную аргонно-дуговую сварку с неплавящимся электродом»
Вот краткий список того что нам потребуется для сварки.
- Баллон
- Редуктор
- Шланг высокого давления
- Аппарат для сварки неплавящимся электродом
- Электроды вольфрамовые
- Присадочная проволока
- Инструменты для подготовки металла к сварке
- Спецодежда и средства защиты
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.

А теперь давайте рассмотрим как эти баллоны маркируются.

И так же нужно знать какие данные наносят на баллоны и что там набито.
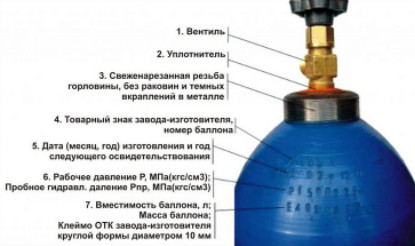
Данные на каждом баллоне могут отличатся.
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.

Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром

его чаще используют под аргон, но и под углекислоту он тоже предназначен. Теперь мы знаем какой редуктор использовать.
Шланг высокого давления
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами. Например аппарат может выглядеть вот так.

Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.

Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.


Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.

Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Спецодежда для сварки.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.

Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.
