

Прижим для строгального станка своими руками
Как сделать прижимное устройство к строгальному деревообрабатывающему станку
Для обработки деревянных поверхностей в станках устанавливаются пилы или валы специальной формы. Однако в некоторых моделях отсутствует прижимное устройство, которое обеспечивает максимальный контакт заготовки с зоной обработки. Для модификации подобный механизм можно сделать своими руками.
Виды строгальных станков

Конструкция прижимного механизма напрямую зависит от модели оборудования. Поэтому предварительно необходимо тщательно изучить техническую документацию, особенности элементов станка, их характеристики.
Наиболее распространенный вариант представляет собой силовую установку (электродвигатель), которая приводит в движение цилиндрическую ножевую головку. Ее верхняя часть находится выше уровня опорного стола. Последний может смещаться относительно режущей части в вертикальном направлении. Таким образом регулируется глубина обработки деревянной заготовки. Подобную модель можно сделать своими руками.
Кроме вышеописанного деревообрабатывающего станка для массового производства применяют следующие виды оборудования:
- рейсмусовые с одной режущей головкой;
- циклевальные. Устанавливаются на линиях по сборке мебели, дверных и оконных конструкций;
- двух, трех и четырехгранные. Обработка происходит сразу в нескольких плоскостях, что повышает производительность;
- модели с несколькими ножами.
Практически все современное оборудование имеет прижимы. Исключение составляют станки, сделанные своими руками или старые модели.
При выборе конструкции фиксатора следует обращать внимание на конфигурацию оборудования. После ее монтажа эксплуатационные и технические качества не должны ухудшиться.
Назначение прижимного устройства для станка
На первый взгляд модификация деревообрабатывающего станка необходима только для фиксации заготовки. Однако при правильном выборе схемы изготовления установленная часть может выполнять ряд других, не менее важных функций.
Во время обработки деревянных изделий можно отрегулировать их фиксацию вручную. В итоге это сказывается на качестве поверхности. В особенности это касается тонких планок, толщина которых не превышает 2-3 см. Поэтому фиксирующее устройство, сделанное своими руками, после установки на станок должно иметь следующие функции:
- плавная регулировка уровня фиксации. Осуществляется путем равномерного давления на деталь;
- качество обработки не должно зависеть от длины изделия;
- во время работы элементы оборудования не повреждают деревянную поверхность;
- безопасность. Эксплуатационные качества механизма должны отвечать современным требованиям безопасности труда.
Перед началом проектирования рекомендуется ознакомиться с аналогичными заводскими моделями. Для изготовления прижимного механизма своими руками будут применяться подручные материалы. Поэтому при выборе оптимальной конструкции необходимо руководствоваться принципом целесообразности.
Для фуговального станка специалисты не рекомендуют устанавливать устройство для фиксации. Это может отразиться на качестве изделий.
Самодельный прижим: вариант №1

Чаще всего для изготовления вышеописанной конструкции за основу берут деталь от старой стиральной машины, а в частности — валики для выжимания влаги. В некоторых случаях после небольшой модификации дополнение можно установить на оборудование.
Рама состоит из четырех опорных лап, которые соединяются между собой П-образным профилем. На нем устанавливаются фиксирующиеся валы. Профили не фиксируются на основании, а свободно передвигаются по ним. В верхней части конструкции находится фиксирующая планка, соединенная с регулировочной ручкой червячной передачей. Для амортизации можно установить пружины, которые будут частично компенсировать сильное давление при обработке неровных поверхностей.
В составе конструкции следующие компоненты.
- Винт.
- Пластина для соединения.
- Пластина, обеспечивающая надежную фиксацию.
- Опорная стойка. Для комплектации потребуется 4 штуки.
- Два валика.
- Две боковых опоры для валиков.
- Компенсационные пружины — 2 шт.
- Гайка.
- Фиксирующие оси для валиков.
С помощью верхней ручки происходит регулирование степени прижима. Недостатком подобной модели является большая массивность. Она может подойти не для всех типов станков.
Для уменьшения трудоемкости изготовления механизма для строгального станка можно использовать валики стиральной машины. Предварительно их нужно обрезать.
Самодельный прижим: вариант №2
Альтернативным вариантом изготовления прижима для станка своими руками является небольшая модификация оборудования. Она заключается в монтаже по бокам станины двух реек. В основной рабочий вал устанавливаются два подшипника, которые проходит фиксирующая ось.
Сложность может заключаться в конфигурации станины. Все модели имеют ровные края, обеспечивающие монтаж проушин. Регулировка степени зажима осуществляется с помощью пружины. Она смещается по рейкам, тем самым изменяя давление на заготовку.
- Основной рабочий вал.
- Подшипники.
- Ось с резьбой.
- Гайка.
- Пластины.
- Тяга.
- Пружины.
- Фиксация для пружин.
- Ось эллипса.
- Две пластины.
- Стопор.
- Эллипс.
- Рукоятка.
- Ось.
- Две проушины.
- Уголок.
- Болт для крепления.
Преимуществом этой системы является увеличение производительности труда. При подаче заготовки ее торцевая часть будет упираться в вал, приподнимая его. Это позволит обрабатывать несколько деталей без предварительной регулировки самодельного прижима.
В видеоролике показан пример еще одной конструкции фиксирующего механизма:
Прижимное устройство для станков
Оснащение строгального станка прижимным устройством делает обработку древесины качественной и безопасной. Заменить ручную подачу материала способна и заводская конструкция, и сделанная своими руками.
Ассортимент продукции машиностроительных заводов, выпускающих деревообрабатывающие станки, включает дополнительное оборудование, в том числе и прижимные устройства.
В процессе пиления или фрезерования используют прижим боковой. (Установленный на боковую поверхность станка, он фиксирует заготовку перед режущим инструментом относительно линейки).
Строгание требует удерживать пиломатериал плотно прилегающим к горизонтальной поверхности в непосредственной близости от движущихся ножей. Чтобы не делать это вручную, используют специальные приспособления — прижимные устройства. Они создают вертикальный гнёт, но не препятствуют движению заготовки по рабочему столу.
Прижимное устройство
Блок элементов, выполняющий прижим материала, монтируется на рабочем столе на одной или двух боковых опорах, или крепится над рабочей поверхностью — на подвесах. Давление на деталь оказывает рабочий орган устройства:
- пружинный блок (пакет листового материала или единичный лист);
- ролик (ряд роликов).
С опорами пружинный блок соединяет горизонтальный стержень — жестко закреплённая относительно станка ось вращения. Положение стержня с роликами — переменно по высоте.
Какие строгальные станки оснащают прижимным устройством
При выравнивании поверхности ручным инструментом (фуганком) заготовку фиксируют на верстаке. Нож, закреплённый в колодке, движется по её поверхности.
При машинной обработке реализуется один из принципов:
- рабочий орган движется возвратно-поступательно относительно неподвижной заготовки;
- слои древесины срезают стальные ножи, вращающиеся вокруг стационарной оси вращения, а обрабатываемый материал — прижимается к режущему механизму и продвигается (за один проход на всю свою длину).
На заметку. Скорость вращения вала выбирает мастер в зависимости от плотности древесины (для сосны — больше, для более плотных орешника, вишни — меньше).
Во втором случае нет холостого хода, что снижает энергоёмкость машинного строгания. В движение ножевой вал приводит электродвигатель.
Строгальные агрегаты различаются и способом подачи материала, а так же количеством режущих инструментов, их расположением, максимальной толщиной снимаемого слоя, наибольшей шириной строгания.
Как самостоятельная рабочая машина строгальный станок может быть:
- фуговальным (для выравнивания поверхности);
- рейсмусовым (для плоского калибрования заготовки из массивной древесины, «в толщину»).
Прижимной механизм решает задачу безопасного строгания в размер на станке фуговальном.
Рейсмусовый строгальный станок
Режущий инструмент рейсмусового станка — параллельный столу ножевой вал, строгающий верхнюю пласть заготовки. Возможно наличие второго барабана, вмонтированного в стол — для двусторонней обработки.
Пиломатериал продвигается поступательно относительно стола и осей ножевых барабанов. Средства удерживания пиломатериала — валы, а его продвижения к ножевому барабану — ведущие вальцы (подпружиненные обрезиненные ролики). Благодаря этим элементам предотвращается отброс заготовки, облегчается ручная подача и повышается качество строгания.
Внимание! Встроенное противовыбрасывающее устройство — обязательная часть рейсмусового станка согласно стандартным требованиям безопасности к его конструкции.
Фуговальный станок
Фуговальные станки рассчитаны на подачу материала вручную. Их основные части:
- рабочая поверхность из двух столов;
- ножевой вал, заглублённый между ними;
- электромотор и привод.
 Различаются фуговальные агрегаты размером рабочей поверхности, мощностью, шириной строгания, диаметром окружности резания ножевого вала, скоростью его вращения, числом резцов. Высоту снятия материала за один проход регулируют перепадом высот загрузочного и принимающего стола. Её выбирают в зависимости от размера заготовки, вида древесины, обычно она не превышает 3 мм.
Различаются фуговальные агрегаты размером рабочей поверхности, мощностью, шириной строгания, диаметром окружности резания ножевого вала, скоростью его вращения, числом резцов. Высоту снятия материала за один проход регулируют перепадом высот загрузочного и принимающего стола. Её выбирают в зависимости от размера заготовки, вида древесины, обычно она не превышает 3 мм.
После пуска двигателя барабан вращается, лезвия срезают слои древесины, которые в виде стружки выводится за пределы станка. Цикл повторяется, пока вся заготовка не перейдет с загрузочного стола на приёмный.
Работа на фуговальных станках — с открытым ножевым барабаном — сопряжена с риском соприкосновения человека с резаками и движущимися элементами. Прижимное устройстве освобождает мастера от необходимости приближать руки к резцам, закрывает всю зону строгания вне зависимости от ширины пиломатериала.
Настройка пружинного блока
Поворачивает пакет гибких прижимных элементов вокруг основной оси второй стержень — ось зажима. Он параллелен оси вращения, закреплён концами в опорах, но высоту его положения можно изменять (по дуге).
Перемещение оси зажима осуществляет мастер, вручную, перед строганием. Тем самым он регулирует силу прижатия материала пружинным блоком (в зависимости от толщины заготовки). Фиксируется заданное положение подвижного стержня ручкой (винтом-барашком).
Важно! Режущая кромка лезвий в верхнем положении должна быть вровень с рабочей поверхностью принимающего стола. Зазор между кромкой принимающей части стола и окружностью, которую описывают лезвия ножей, допустим не шире 3 мм.
Монтаж
Средства базирования заготовки на строгальном станке:
- горизонтальная поверхность (стола);
- вертикальная (направляющей боковой планки, роликов).
Относительно них ориентируются и другие детали станка, в том числе и прижимное устройство. На столе его опоры закрепляются в зоне строгания, с помощью винтов и шайб. Конструкция должна оказаться над ножевым валом, под прямыми углами к столу и боковой направляющей.
Технические характеристики моделей прижимных устройств с пружинным прижимом
Внизу фото таких устройств.

Преимущества и недостатки использования прижимного устройства
Достоинства строгания с прижимным устройством:
- пропадает нужда приближать руки к режущему устройству станка;
- возможна обработка тонких пиломатериалов;
- заготовка примыкает к лезвию по всей ширине с одинаковым давлением, строгание происходит на одинаковую глубину;
- устройств достаточной ширины закрывает ножевой вал целиком;
- регулировка прижимного усилия позволяет задать оптимальный угол образуемый передней гранью резца и плоскостью резания;
- обрабатываемая деталь не отрывается от подающей и принимающей поверхностей стола, не образуются сколы, задиры.
На заметку. Чем меньше угол резания при строгании, тем вероятнее появление отщепов, заколов. Слишком большой угол чреват заламыванием стружки.
Использование прижимного устройства может приводить к затратам времени: на настройку прижимов, а также на демонтаж перед обработкой детали большой толщины.
Прижимное устройство для фуговального станка своими руками
Особенно неудобно и небезопасно удерживать руками вблизи вращающегося ножевого вала узкие, тонкие рейки:
- большая часть ножей остаётся неприкрытой;
- чем меньше вес заготовки, тем сильнее ее «подбрасывают» вращающиеся ножи, тем труднее сохранять прямолинейность её движения по рабочему столу.
Для фугования пиломатериалов с малым поперечником опытный деревообработчик смастерил удобное прижимное устройство из 4 металлических деталей и 2 пластиковых:
- жёсткая пластина-основание;
- уголок (толстый, жесткий);
- стержень;
- брусок с отверстием под стержень — от торца к торцу;
- гибкие, упругие лепестки прямоугольной формы (2 штуки).
Пластина, брусок и стержень — одной длины.
Крепится прижимное устройство на планку-линейку, закреплённую на столе перпендикулярно оси вращения ножевого вала. (Линейка устанавливается на ребро и служит упором, вдоль которого движется обрабатываемая заготовка).
Внимание! Неработающая часть режущего фуговального барабана должна быть закрыта выдвижной заслонкой.
К тыльной плоскости упорной планки-линейки, вровень с её верхней кромкой крепится уголок (разъёмным или сварным соединением). К одной из плоскостей уголка заранее приварен (или жёстко прикручен) одним своим торцом металлический стержень. (Место его присоединения зависит от поперечных размеров бруска).
Располагают уголок на линейке так, чтобы стержень оказался в зоне строгания, под прямым углом к оси ножевого вала и параллельно столу.
Поперечные размеры бруска должны позволять поворачивать его вокруг стержня, уже закреплённого на линейке. При этом верхняя его грань должна оказаться вровень с верхним ребром линейки.
Одной из боковых граней брусок, приваривается к пластине-основанию — вровень с её краем. В результате основание, посредством бруска, может надеваться на стержень и принимать одно из положений:
- рабочее — горизонтально над столом, опираясь на линейку;
- «откинутое» в сторону.
К пластине, с той же стороны, что и брусок, крепятся два прямоугольных пластиковых лепестка. Гибкость прижимов позволяет заготовке продолжать движение, а упругость — прижимает её к рабочей поверхности.
В рабочем положении устройства они оказываются по другую сторону линейки — над рабочей поверхностью — и направлены вниз. Их плоскости перпендикулярны и пластине, и линейке (и, соответственно, рабочему столу).
Расположить лепестки на пластине следует так, чтобы они оказались по обе стороны от ножевого вала. При строгании деревянная заготовка направляется рукой вдоль линейки и, оказавшись над ножами, проходит под лепестками.
Внимание! Короткую заготовку (до 40 см) или узкую (до 3 см) на рабочему органу фуговального станка направляют с помощью толкателя.
Важна еще одна деталь, которая не позволит устройству подниматься во время работы, поворачиваясь вокруг стержня. Зафиксирует пластину в рабочем положении простое соединение шип-паз:
- шип — на торце бруска;
- отверстие (строго напротив шипа) — в примыкающей грани уголка.
Такое самодельное прижимное устройство для обработки тонких реек не регулируется по высоте: силу прижима определяет лишь упругость лепестков. Оно надёжно, удобно, долговечно, а при достаточной ширине закроет незадействованную часть ножей.
Прижим для фуганка своими руками
Для обработки деревянных поверхностей в станках устанавливаются пилы или валы специальной формы. Однако в некоторых моделях отсутствует прижимное устройство, которое обеспечивает максимальный контакт заготовки с зоной обработки. Для модификации подобный механизм можно сделать своими руками.
Виды строгальных станков
Конструкция прижимного механизма напрямую зависит от модели оборудования. Поэтому предварительно необходимо тщательно изучить техническую документацию, особенности элементов станка, их характеристики.
Наиболее распространенный вариант представляет собой силовую установку (электродвигатель), которая приводит в движение цилиндрическую ножевую головку. Ее верхняя часть находится выше уровня опорного стола. Последний может смещаться относительно режущей части в вертикальном направлении. Таким образом регулируется глубина обработки деревянной заготовки. Подобную модель можно сделать своими руками.
Кроме вышеописанного деревообрабатывающего станка для массового производства применяют следующие виды оборудования:
- рейсмусовые с одной режущей головкой;
- циклевальные. Устанавливаются на линиях по сборке мебели, дверных и оконных конструкций;
- двух, трех и четырехгранные. Обработка происходит сразу в нескольких плоскостях, что повышает производительность;
- модели с несколькими ножами.
Практически все современное оборудование имеет прижимы. Исключение составляют станки, сделанные своими руками или старые модели.
При выборе конструкции фиксатора следует обращать внимание на конфигурацию оборудования. После ее монтажа эксплуатационные и технические качества не должны ухудшиться.
Назначение прижимного устройства для станка
На первый взгляд модификация деревообрабатывающего станка необходима только для фиксации заготовки. Однако при правильном выборе схемы изготовления установленная часть может выполнять ряд других, не менее важных функций.
Во время обработки деревянных изделий можно отрегулировать их фиксацию вручную. В итоге это сказывается на качестве поверхности. В особенности это касается тонких планок, толщина которых не превышает 2-3 см. Поэтому фиксирующее устройство, сделанное своими руками, после установки на станок должно иметь следующие функции:
- плавная регулировка уровня фиксации. Осуществляется путем равномерного давления на деталь;
- качество обработки не должно зависеть от длины изделия;
- во время работы элементы оборудования не повреждают деревянную поверхность;
- безопасность. Эксплуатационные качества механизма должны отвечать современным требованиям безопасности труда.
Перед началом проектирования рекомендуется ознакомиться с аналогичными заводскими моделями. Для изготовления прижимного механизма своими руками будут применяться подручные материалы. Поэтому при выборе оптимальной конструкции необходимо руководствоваться принципом целесообразности.
Для фуговального станка специалисты не рекомендуют устанавливать устройство для фиксации. Это может отразиться на качестве изделий.
Самодельный прижим: вариант №1
Чаще всего для изготовления вышеописанной конструкции за основу берут деталь от старой стиральной машины, а в частности — валики для выжимания влаги. В некоторых случаях после небольшой модификации дополнение можно установить на оборудование.
Рама состоит из четырех опорных лап, которые соединяются между собой П-образным профилем. На нем устанавливаются фиксирующиеся валы. Профили не фиксируются на основании, а свободно передвигаются по ним. В верхней части конструкции находится фиксирующая планка, соединенная с регулировочной ручкой червячной передачей. Для амортизации можно установить пружины, которые будут частично компенсировать сильное давление при обработке неровных поверхностей.
В составе конструкции следующие компоненты.
- Винт.
- Пластина для соединения.
- Пластина, обеспечивающая надежную фиксацию.
- Опорная стойка. Для комплектации потребуется 4 штуки.
- Два валика.
- Две боковых опоры для валиков.
- Компенсационные пружины — 2 шт.
- Гайка.
- Фиксирующие оси для валиков.
С помощью верхней ручки происходит регулирование степени прижима. Недостатком подобной модели является большая массивность. Она может подойти не для всех типов станков.
Для уменьшения трудоемкости изготовления механизма для строгального станка можно использовать валики стиральной машины. Предварительно их нужно обрезать.
Самодельный прижим: вариант №2
Альтернативным вариантом изготовления прижима для станка своими руками является небольшая модификация оборудования. Она заключается в монтаже по бокам станины двух реек. В основной рабочий вал устанавливаются два подшипника, которые проходит фиксирующая ось.
Сложность может заключаться в конфигурации станины. Все модели имеют ровные края, обеспечивающие монтаж проушин. Регулировка степени зажима осуществляется с помощью пружины. Она смещается по рейкам, тем самым изменяя давление на заготовку.
- Основной рабочий вал.
- Подшипники.
- Ось с резьбой.
- Гайка.
- Пластины.
- Тяга.
- Пружины.
- Фиксация для пружин.
- Ось эллипса.
- Две пластины.
- Стопор.
- Эллипс.
- Рукоятка.
- Ось.
- Две проушины.
- Уголок.
- Болт для крепления.
Преимуществом этой системы является увеличение производительности труда. При подаче заготовки ее торцевая часть будет упираться в вал, приподнимая его. Это позволит обрабатывать несколько деталей без предварительной регулировки самодельного прижима.
В видеоролике показан пример еще одной конструкции фиксирующего механизма:
Нужна фота или чертеж конструкции прижима заготовки на фуговальном станке
А может попробовать использовать принцип отжима белья в старых «советских» стиральных машинах. Помните, были такие два ролика и ручкой крутили.
Так я и намерен детали из этого узла использовать, а именно сам валик а над конструкцией прижима нада подумать , вместе с форумом.
А может попробовать использовать принцип отжима белья в старых «советских» стиральных машинах. Помните, были такие два ролика и ручкой крутили.
__________________
А что у вас за фуганок?
Да обыкновенный самопальный фуганок с тремя ножами. А какая разница?
Так даже лучше.Ибо крепить к заводской конструкции сложней!Мысли та уже есть?
Да мысли то есть но как-то немогу их в одну кучу сложить, может с понедельника начну делать то постараюсь сфоткать чего получилось
А можно уточнить фуганок ручной или станок фуговальный ?? Если станок то не советую ставить прижим, если хотите получить ровную поверхность. По собственному опыту знаю, когда начинал работать на фуговальном станке старался сильнее прижать заготовку к столам да побольше снять за проход, думал меньше «гонять» нужно, а после рейсмуса посмотриш иль горб или яма. Поставил потом на 1-1.5 мм, на заготовку не давиш а лиш держиш чтоб не «гуляла». После рейсмуса одно загляденье все ровное и гладкое, особенно хорошо если 3 ножа на валу, меньше заготовка прыгает.
M@STER написал :
сильнее прижать заготовку к столам да побольше снять за проход, думал меньше «гонять» нужно, а после рейсмуса посмотриш иль горб или яма. Поставил потом на 1-1.5 мм, на заготовку не давиш а лиш держиш чтоб не «гуляла»гладкое, ос. После рейсмуса одно загляденье все
Пожаловаться на это сообщение
Да дело не в усилии, допустим плоскости у заготовки с обеих сторон выпуклые (по форме элипса). Ну и как тут прижимом ровно фугануть ? А тут рукой чуть приподнял а потом чутка нажал глядиш плоскость получится.
Если Вы хотите получить ровную поверхность при фуговке — напрочь забудьте о всяких прижимах, от них только один вред, пользы ноль. Примите к сведению, что любая доска это пружина : если при фуговке её даже слегка прижать к поверхности стола а после фуговки отпустить (т.е. удалить вертикальную нагрузку) доска примет первоначальную форму (т.е. первоначальную кривизну), вот только станет тоньше на величину снятого при строжке материала.  Таким образом её можно «выравнивать» до толщины газетного листа.
Таким образом её можно «выравнивать» до толщины газетного листа. 
Для получения идеально ровной поверхности доски важны два других момента:
-очень острые ножи (в одной из мастерских, где мне довелось работать, ножи на фуганке менялись не реже одного раза в день — шло очень много дуба, бука и берёзы);
-максимально точное выставление режущих ножей по приёмной поверхности фуганка — не выше и не ниже.
Всё остальное . от лукавого. 
Начинать фуговку надо всегда «пузом к верху» — выравнивать нижнюю сторону, «пузо» убирается в рейсмусе.
«Пузо» с двух сторон = жуткая редкость, но и в этом случае — б о льшим вверх.
 Строгание древесины – непременная стадия деревообработки. Строгать можно как ручным рубанком, так и электрическим, но для более профессиональной работы лучше подойдёт фуговальный станок. Промышленный образец стоит больших денег, поэтому тут попробуем разобраться, как изготовить фуговальный станок своими руками, используя бытовой электробубанок.
Строгание древесины – непременная стадия деревообработки. Строгать можно как ручным рубанком, так и электрическим, но для более профессиональной работы лучше подойдёт фуговальный станок. Промышленный образец стоит больших денег, поэтому тут попробуем разобраться, как изготовить фуговальный станок своими руками, используя бытовой электробубанок.
Различные конструкции фуговальных станков
Конструктивно фуговальное оборудование, изготовленное в промышленных условиях, сильно отличается от станков, изготовленных самостоятельно. Отличаются они используемыми материалами, технологиями, вспомогательным оборудованием и пр. Но, это не значит, что не будет востребован для домашнего применения самодельный фуговальный станок из простого электрорубанка. Для обработки небольших деталей в малом количестве он вполне подойдёт.
Строгальные станки по дереву бывают двух основных типов:
- Односторонние станки (именно об изготовлении такого варианта пойдёт речь). На таком оборудовании за один проход можно обработать только одну поверхность. Конструктивно – это наиболее простые устройства;
- Двусторонние или двух шпиндельные. Такое устройство, одновременно, может обработать две смежные поверхности детали. Такое оборудование довольно сложно изготовить самостоятельно.
Кроме вышеперечисленных видов можно ещё добавить, что станки могу быть как стационарные, так и мобильные.
Основная идея
Да, такой самодельный фуговальный станок в отличие от серьезных промышленных образцов обладает рядом недостатков, а именно:
- Не может похвастаться высокой точностью обработки;
- Ширина обрабатываемой детали очень маленькая – всего 110 мм;
- Легкий – это недостаток, так как тяжелое массивное основание всегда придает устройству устойчивость и как следствие удобство в работе, что в итоге повышает качество результата.
- Небольшая мощность, ограниченная мощностью бытового электрорубанка;
- Материал корпуса – дерево, то есть не долговечный;
Тем не менее, у него есть и неоспоримые преимущества, которые делают его весьма полезным для достижения определенных целей и выполнения ряда задач, так как он обладает следующими достоинствами:
- Невысокая стоимость – серьезные фуговальные станки стоят десятки и сотни тысяч рублей, а этот стоимость этого самодельного фуговального станка складывается из стоимости рубанка и материалов;
- Компактность и мобильность – он с легкостью может храниться в любом месте в мастерской и быть развернут для работы в считанные минуты.
- Простота конструкции влияет на его надежность и ремонтопригодность.
- Возможность сделать необходимые размеры станка «под себя», например, можно увеличить длину рабочего стола или изменить высоту.
Подготовка необходимых аксессуаров к работе
Для изготовления своими руками фуговального станка потребуются материалы, приспособления и инструмент, а именно:
- Ручной электрорубанок. Будет использован в качестве обрабатывающего древесину инструмента. Лучше всего использовать качественный, брендовый электроинструмент Makita, или Bosh – это дополнительная гарантия производительной, долголетней работы;
- Электролобзик с пилками. Как вариант можно использовать и обычный ручной лобзик, так как он нам понадобится лишь один раз для изготовления одной детали;
- Сверлильный станок со сверлами или дрель;
- Циркулярная пила или любой другой распиловочный станок. Как вариант можно использовать простую ручную пилу;
- Электрический шуруповерт;
- Саморезы по дереву (3,5х40 или 3,5х45);
- Фанера 10-15мм, для столов и прочих мелких деталей, 18-20мм – для боковой стенки станины. Как вариант можно использовать ДСП или OSB, но это крайне не желательный вариант;
- Массив дерева, для изготовления бокового упора, толщиной примерно 15-20мм.
Это ориентировочный набор того, что может понадобиться, чтобы изготовить самодельный фуговальный станок.
Прижим для строгального станка своими руками
Прижимное приспособление для станка
Раздел: Полезные приспособления

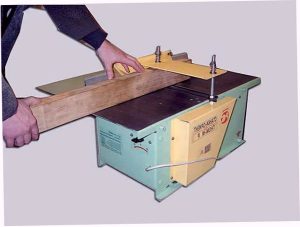
В зависимости от вида работы, на всех деревообрабатывающих станках используются дисковые пилы или строгальный вал. Но не все станки оборудованы прижимным приспособлением, позволяющим надежно фиксировать большие заготовки к строгальным ножам.
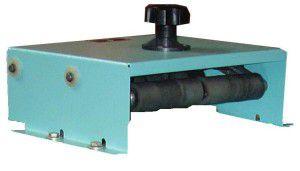
Мой вариант прижимного устройства позволяет обрабатывать доски шириной до 250 мм и брусья толщиной более 100 мм, при этом обеспечивает надежную фиксацию и максимальную безопасность работы. К тому же легко монтируется и снимается на любой деревообрабатывающий станок.
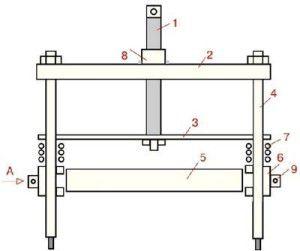
Установил прижимное приспособление на рабочем столе с помощью четырех опорных стоек 4. снизу зажав их гайками М 12 (рис. 1). На стойках вверху закрепил пластину 2 с винтом 1. который вращается в гайке 8 приваренной к пластине. На другом конце винта гайкой М 14 зафиксировал прижимную пластину3 позволяющую винту свободно вращаться, перемещая ее вверх-вниз. По краям пластины жестко закрутил болты М 12, проходщие внутри пружин 7 и сквозные отверстия о боковых опорах 6. В их проточках установил с помощью осей 9 и подшипников прижимные валики 5 .

Прижимное приспособление фиксирую на строгальном столе так, чтобы ножи располагались посредине. Доску (брус) кладу на стол и, постепенно закручивая винт, достигаю требуемого нажатия. Проталкиваю ее впереди, не давая выйти из-под прижимного приспособления, запускаю следующую доску. Тем самым заготовка прижимается с одинаковым усилием по всей длине.
Деревообрабатывающие станки своими руками
Мы расскажем Вам о том как своими руками, используя доступные инструменты и материалы, сделать относительно простые деревообрабатывающие станки и приспособления к ним, а также об основных операциях по технической обработке древесины.
В напутствие хотелось бы дать Вам несколько советов и пожеланий: встав на путь технического творчества, вооружитесь терпением и настойчивостью соизмеряйте свои желания с имеющимися возможностями пользуйтесь простыми техническими приемами, доступными инструментами и материалами не опускайте руки при первых неудачах. Успех обязательно придет к вам!

Данная статья — продолжение публикаций об универсальном деревообрабатывающем станке. Развитие темы посвящено приспособлению, обеспечивающему более качественную работу съемного рубанка.
Прижимное устройство, несмотря на простоту конструкции, надежное и эффективное. Во-первых, позволяет работать без помощника с любыми по длине заготовками. Во-вторых, обеспечивает постоянное давление, вследствие чего строганый материал получается ровным от начала до конца.
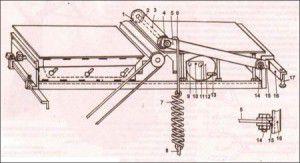
Принцип устройства. В прижимной вал запрессованы два подшипника, насаженные на ось, которая закреплена в пластине с одной стороны гайкой, с другой буртиком. К уголку стола приварены две проушины, в которых с помощью болта зафиксирован второй конец пластины. В качестве пружины вполне подойдет дверная, а тяга должна быть такой длины, чтобы пружина не цеплялась за раму.
При обработке очень толстых заготовок, чтобы они не упирались в прижимной вал, его необходимо приподнимать. Подъемный механизм в виде эллипса на оси зафиксирован между двух пластин. При подъеме тягу лучше снимать.
Анатолий ФОМИНЦЕВ, г. Кимовск Тульской обл.
Рис. Общий вид устройства
1 — прижимной вал (труба d 60-80 мм), 2 — подшипник (2 шт.), 3 — ось с резьбой на конце, 4 — гайка, 5—пластина 450x50x12 мм, 6 — тяга, 7 — пружина, 8 — крепление пружины, 9 — ось эллипса, 10 — пластина (2 шт.), 11 — стопор, 12 — эллипс, 13 — рукоятка, 14—болт-ось М14, 15 — проушина (2 шт.), 16 — уголок, 17 — болт крепления

В зависимости от вида работы, на всех деревообрабатывающих станках используются дисковые пилы или строгальный вал. Но не все станки оборудованы прижимным приспособлением, позволяющим надежно фиксировать большие заготовки к строгальным ножам.
Мой вариант прижимного устройства позволяет обрабатывать доски шириной до 250 мм и брусья толщиной более 100 мм, при этом обеспечивает надежную фиксацию и максимальную безопасность работы. К тому же легко монтируется и снимается на любой деревообрабатывающий станок.

Прижимное приспособление фиксирую на строгальном столе так, чтобы ножи располагались посредине. Доску (брус) кладу на стол и, постепенно закручивая винт, достигаю требуемого нажатия. Проталкиваю ее впереди, не давая выйти из-под прижимного приспособления, запускаю следующую доску. Тем самым заготовка прижимается с одинаковым усилием по всей длине.

Строгальный станок представляет собой специальный деревообрабатывающий и металлообрабатывающий инструмент, предназначенный для снятия слоя материала, удаления неровностей, дефектов с поверхности и пр. В быту чаще всего используют простые строгальные устройства по дереву, в то время как на производствах широко применяют агрегаты по металлу в разных исполнениях.
Этапы обработки

Чтобы обработать запчасти необходимо грамотно подобрать устройство и разобраться в нюансах его эксплуатации. Другой вариант — собрать самодельный агрегат.
- Предварительная подготовка. Прежде чем запустить станок, вам следует подготовить заготовку. В зависимости от типа обрабатываемого материала, подготовка может включать в себя различные моменты. Потому тут следует действовать исключительно на основе планируемых работ. Главное сделать все качественно, чтобы поперечно строгальный станок 7е35 или его аналоги выполнили четко поставленные перед ними задачи.
- Проверка устройства. Каждый станок имеет различные запчасти, детали, ножевые валы, прижимное устройство, электромоторы. Каждая из этих деталей нуждается в тщательной проверке состояния. Устройство тестируется перед каждой рабочей сменой. Бытовой и промышленный строгальный агрегат одинаково распространены на это правило. Это необходимо для того, чтобы ножевые валы эффективно смогли сделать свою работу, прижимное устройство надежно удерживало запчасти, а управление не давало сбоев.
- Строгание. Далее наступает непосредственно эта строгания. Запчасти подаются на рабочий стол, прижимное устройство фиксирует их по мере необходимости. Тут учитываются размеры заготовок и их соответствие параметрам рабочей поверхности, ножей и пр. Самый простой вариант станка предусматривает подачу заготовок своими руками. Основные промышленные модели позволяют частично автоматизировать процессы, что дает возможность оператору минимизировать количество операций.
Два в одном

Типовое устройство станка
Правильно будет сделать выбор в пользу комбинированных устройств. При наличии такого оборудования как поперечно строгальный станок, вопрос покупки оборудования несколько упрощается. Одновременно с этим важно учитывать, какие детали вы собираетесь обрабатывать, в каком количестве и с какой целью.
В некоторых мастерских действительно достаточно одного фуговального станка. Тот же поперечно строгальный станок 7307 прекрасно справляется со своими основными задачами.
Но чем будет предпочтительнее выбрать модель СДСР 1700?
- А тем, что СДСР представляет собой фуговально-рейсмусовый станок;
- СДСР 1700 отличается тем, что делится на две части;
- Верхняя часть станка фуговальная;
- Нижняя часть — рейсмусовая;
- Чтобы переоборудовать устройство в рейсмус, просто откидываются верхние строгальные детали;
- Установка переоснащается за считанные минуты, при этом использовать специальные инструменты для этих целей не нужно;
- Покупка комбинированного оборудования обходится дешевле, чем приобретение двух специализированных устройств. При этом вы получаете качественные ножевые валы, прижим, прочие необходимые для обработки деталей запчасти;
- Одно комбинированное устройство имеет компактные размеры. Его размеры не требуют наличия большого свободного пространства внутри мастерской;
- Одновременно с этим, прежде чем сделать выбор в пользу комбинированного устройства, следует знать его недостаток. Узлы комбинированного оборудования не позволяют обрабатывать детали, запчасти с той же точностью, что узкоспециализированные станки. При условии, что вам требуется сделать различные детали, запчасти в большом количестве за короткий срок, рекомендуется выбрать узкоспециализированное строгальное устройство.
Лучше выбрать лозострогальный, двухсторонний, двухстоечный, бытовой или самодельный станок, собранный своими руками? Правильно ответить здесь вы можете только сами, поскольку от вас зависит, какое оборудование сможет справиться с теми задачами, поставленными перед ним.
Строгальные ножи на 250 мм, ножевые валы высокой эффективности, прижимное устройство, автоматизированное управление, двухстоечный агрегат, электромотор — все это малая часть вопросов, которые следует изучать перед покупкой.
Рассмотрим основные разновидности оборудования для строгания заготовок. Здесь ножи на 250 мм или иных размеров выполняют единую функцию — снимают верхний слой обрабатываемых деталей. При этом размеры ножей могут быть более 250 мм, ножевые валы оснащаться вспомогательными устройствами, а управление бывает ручным или автоматизированным.
Все станки можно разделить на две основные группы:
- Поперечные. Здесь главное движение станка сообщается инструменту, то есть валу ножей;
- Продольные. Здесь главное движение сообщается детали, которую обрабатывают ножи станка. 250 мм они или более 250 мм, зависит уже от конкретной модели оборудования.
В зависимости от типа обработки, выделяют несколько вариантов исполнения строгальных станков.
- Рейсмусовый. Его применяют для того, чтобы обработать заготовку методом плоского строгания после работы фуговального оборудования. Это позволяет выверить размеры, с помощью ножей на 250 мм добиться нужного уровня гладкости поверхности.
- Фуговальный. Его основная задача — выполнить прямолинейное строгание.
- Калевочный. Если вам требуются ножи и станок, который придаст заготовке завершенную форму, тогда стоит приобрести или собрать самодельный калевочный агрегат.
- Двухсторонний станок. Основная особенность в том, что такой агрегат имеет ножи, которые обрабатывают заготовку одновременно с двух сторон. Можно изготовить самодельный агрегат такого типа, но чтобы сделать это правильно, потребуется чертеж, эффективные ножевые валы и определенный опыт.
- Четырехсторонний. Приобретать четырехсторонний строгальный станок для бытового применения не всегда актуально. Данное оборудование отличается тем, что обрабатывает заготовки одновременно с двух сторон.
- Комбинированный. Он сочетает в себе функции строгального и рейсмусового оборудования, заменяя два разных станка.
Собрать самодельный строгальный агрегат — вопрос, который требует детального изучения. Вы можете приобрести ножи на 250 мм, оснастить станок электромотором и собрать полностью схему. Либо пойти другим путем, заменив самодельный агрегат на заводское поперечно-строгальное устройство типа 7б35.
Самодельный станок имеет ряд нюансов, поскольку требует установить эффективное прижимное устройство, а прижим должен правильно взаимодействовать с ножевым валом, рабочим столом. Если допустить ошибки на этапе проектирования или сборки, это обернется серьезными последствиями в виде низкого качества обработки и зря потраченного времени. Потому во многих случаях заводское оборудование является предпочтительнее самодельных строгальных станков.
Рейсмусовый станок своими руками
Рейсмусовые станки по дереву являются разновидностью строгально-фуговальных, и предназначены для точного изготовления «в размер» досок с определённым поперечным сечением. В отличие от строгального деревообрабатывающего оборудования такие агрегаты оснащаются устройствами прижима и подачи, а также могут одновременно обрабатывать несколько заготовок. Универсальность современных рейсмусовых станков повышается, если в комплект инструмента входят не только плоские, но и фигурные ножи.

Классификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин -1 , ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Устройство и принцип действия
Типовой рейсмусовый станок по дереву может успешно заменить две единицы оборудования: механический приводной фуганок и строгальный станок (поперечный – для коротких изделий, или продольный – для длинных).

Самодельный рейсмусовый станок
Наиболее простая схема рейсмусового станка (с односторонней подачей исходного материала) включает в себя следующие узлы:
- Приводной электродвигатель.
- Передачу. Она может быть стандартной клиноременной, зубчатой, с вариатором, а также со сменными шкивами (последний вариант отличается минимальными значениями передаваемой мощности, а потому применяется лишь в маломощном оборудовании).
- Ножевой вал. Может иметь несколько инструментов с разной конфигурацией. Особо удачными считаются спиральные ножи, которые при своей работе издают минимальный шум.
- узел верхнего направления, который, в свою очередь, состоит из пары вальцев – переднего и заднего. Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;
- узла прижима, который предотвращает заклинивание стружки и возможное трещинообразование материала. Конструктивно прижим можно сделать в виде когтевых захватов, внедряющихся в древесину, а можно и в виде массивного металлического элемента, снабжённого подпружиненными зубьями;
- узла нижнего направления, облегчающего подачу заготовки в рабочее пространство;
- стола с приспособлениями для регулировки технологических зазоров между вальцами верхнего и нижнего прижимов;
- станины, на которой располагаются все остальные элементы рабочей схемы станка.

Принцип работы рейсмусового станка
Агрегаты с устройством двухсторонней подачи отличаются тем, что снабжаются дополнительным узлом выдвижения ножевого вала. В связи с этим заменить инструмент для его переустановки с одного типоразмера на другой (либо с целью последующей заточки) значительно легче.

Устройство рейсмусового станка
Работает рейсмусовый станок так. Крутящий момент от электродвигателя через передачи сообщается ножевому валу. Подлежащая обработке доска заводится в зазор и прижимается вначале к нижним, а потом – к верхним прижимным вальцам. При этом заготовка захватывается рифлёным валком, и подаётся к инструменту. Перед врезанием полуфабрикат зажимается между верхним и нижним направляющим устройством, что обеспечивает надёжную фиксацию материала при его обработке. Прижимное устройство обеспечивает своевременный отвод стружки из-под вращающегося инструмента. В момент схода заготовки с заднего направляющего вальца, в передний задаётся следующее изделие, после чего процесс повторяется.
Самодельный станок-рейсмус в собственной мастерской: выбор параметров
На рынке имеется значительное количество разнообразных моделей рассматриваемого оборудования, как от отечественных производителей (Корвет, Энкор, Красный Металлист и пр.) так и импортного производства. В последних вариантах преобладают сомнительные китайские бренды, которые не отличаются надёжностью в работе, а, кроме того, часто имеют заниженные, против паспортных, параметры. В таких случаях, а также, если предлагаемые станки не вписываются в имеющиеся размеры площади, есть смысл изготовить рейсмус своими руками.
Сразу стоит отметить, что ряд узлов и деталей лучше приобретать, нежели попытаться сделать своими руками. Это, в первую очередь, касается самого ножевого вала вместе с подшипниками крепления: самодельные варианты не будут отличаться необходимой точностью сопряжения, в результате чего деталь будет сильно перегреваться при нагрузке.
При выборе схемы станка руководствуются имеющимися чертежами (можно найти в Интернете), но перед этим стоит уточнить ряд элементов устройства. Например, если в одном агрегате есть необходимость совместить фуганок и рейсмус, то целесообразно сделать оборудование с двухсторонним приводом. Тогда с одной стороны устройства можно производить предварительное прострагивание заготовки, а с другой стороны – вести окончательную обработку дерева «в размер».
Также надо определиться с наибольшей длиной ножевого вала: самодельный станок с валом более 500 мм может потерять жёсткость при работе на твёрдых сортах дерева: груши, граба, дуба. В результате по поверхности доски могут пойти волнообразные гребни высотой до 1 мм, что потребует дальнейшей обработки полуфабриката. Посадочные размеры и диаметр необходимо сделать такими, чтобы на самодельном оборудовании можно было получать плинтусные, багетные профили, а также другие декоративные элементы из дерева.
При выборе конструкции следует в полной мере предусмотреть и меры безопасности при последующей эксплуатации агрегата. Самодельный рейсмусовый станок Станки своими руками должен иметь надёжное ограждение рабочей зоны стола, а также исключать вероятность обратного хода доски при чрезмерной величине зазора, а также её разрушение во время обработки.
Анализируя имеющиеся чертежи самодельных устройств, стоит иметь в виду, что наличие в столе двух нижних прижимов снизит усилие задачи доски в рабочее пространство, поскольку заготовка будет перемещаться по гладкой поверхности валка, а не по столу.
Производство и сборка
Изготовление станка начинают со станины. Для этих целей целесообразно использовать трубчатый стальной прокат с поперечным сечением не менее 60×40 мм: труба отличается повышенной жёсткостью и моментом сопротивления, что положительно скажется на точности операций, производимых на самодельном агрегате. Элементы конструкции соединяют сваркой. Её можно заменить сборным вариантом, но он менее предпочтителен — сборка стола и станины с применением уголка и соединительных шпилек диаметром от М30 вынудит часто проверять их затяжку.
Для подающих роликов можно использовать валки от старой стиральной машины: их обрезиненная поверхность вполне справится с поставленными задачами. Вальцы растачивают под диаметр имеющихся подшипников, учитывая требуемое значение диапазона регулировки. В самодельных рейсмусовых станках этот процесс можно сделать и вручную, вращением рукоятки.
Для изготовления стола самодельного агрегата подойдёт широкая шлифованная доска из лиственницы или дуба. Древесина хорошо гасит возникающие вибрации, но для повышения антикоррозионных показателей, и с точки зрения пожарной безопасности её стоит пропитать огнестойкими составами или креозотом. Соединение стола со станиной может быть болтовым.

3d модель самодельного рейсмуса
При выборе двигателя следует соотнести максимально необходимый крутящий момент с потребностями обработки. Как правило, достаточно электродвигателя мощностью 5…6 кВт, с числом оборотов до 3500…4000 в минуту.
Для обеспечения безопасности самодельный станок должен быть ограждён съёмным кожухом. Его можно сделать из тонколистовой стали (толщиной 0,6…0,8 мм).
Необходимые комплектующие – подшипники, ножи, шкивы, крепёжные изделия — подбираются в соответствии со спецификацией к чертежам самодельного рейсмус- станка.
При сборке самодельного станка необходимо:
- обеспечить максимальную ровность поверхности стола;
- отбалансировать все вращающиеся части в статическом и динамическом режимах;
- предусмотреть удобную регулировку положения стола;
- проверить надёжность устройства ограждения подвижных элементов.
Самодельный рейсмусовый станок проверяется на холостом ходу. Если все узлы работают верно, проверяют агрегат на рабочем режиме, после чего окрашивают все неподвижные части атмосферостойкой краской.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как правильно поставить прижим на фуговальный станок
Как сделать прижимное устройство к строгальному деревообрабатывающему станку
Для обработки деревянных поверхностей в станках устанавливаются пилы или валы специальной формы. Однако в некоторых моделях отсутствует прижимное устройство, которое обеспечивает максимальный контакт заготовки с зоной обработки. Для модификации подобный механизм можно сделать своими руками.
Виды строгальных станков

Конструкция прижимного механизма напрямую зависит от модели оборудования. Поэтому предварительно необходимо тщательно изучить техническую документацию, особенности элементов станка, их характеристики.
Наиболее распространенный вариант представляет собой силовую установку (электродвигатель), которая приводит в движение цилиндрическую ножевую головку. Ее верхняя часть находится выше уровня опорного стола. Последний может смещаться относительно режущей части в вертикальном направлении. Таким образом регулируется глубина обработки деревянной заготовки. Подобную модель можно сделать своими руками.
Кроме вышеописанного деревообрабатывающего станка для массового производства применяют следующие виды оборудования:
- рейсмусовые с одной режущей головкой;
- циклевальные. Устанавливаются на линиях по сборке мебели, дверных и оконных конструкций;
- двух, трех и четырехгранные. Обработка происходит сразу в нескольких плоскостях, что повышает производительность;
- модели с несколькими ножами.
Практически все современное оборудование имеет прижимы. Исключение составляют станки, сделанные своими руками или старые модели.
При выборе конструкции фиксатора следует обращать внимание на конфигурацию оборудования. После ее монтажа эксплуатационные и технические качества не должны ухудшиться.
Назначение прижимного устройства для станка

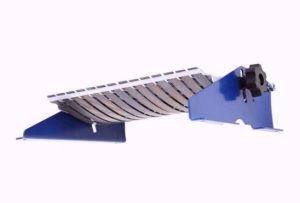
Заводское прижимное устройство
На первый взгляд модификация деревообрабатывающего станка необходима только для фиксации заготовки. Однако при правильном выборе схемы изготовления установленная часть может выполнять ряд других, не менее важных функций.
Во время обработки деревянных изделий можно отрегулировать их фиксацию вручную. В итоге это сказывается на качестве поверхности. В особенности это касается тонких планок, толщина которых не превышает 2-3 см. Поэтому фиксирующее устройство, сделанное своими руками, после установки на станок должно иметь следующие функции:
- плавная регулировка уровня фиксации. Осуществляется путем равномерного давления на деталь;
- качество обработки не должно зависеть от длины изделия;
- во время работы элементы оборудования не повреждают деревянную поверхность;
- безопасность. Эксплуатационные качества механизма должны отвечать современным требованиям безопасности труда.
Перед началом проектирования рекомендуется ознакомиться с аналогичными заводскими моделями. Для изготовления прижимного механизма своими руками будут применяться подручные материалы. Поэтому при выборе оптимальной конструкции необходимо руководствоваться принципом целесообразности.
Для фуговального станка специалисты не рекомендуют устанавливать устройство для фиксации. Это может отразиться на качестве изделий.
Самодельный прижим: вариант №1

Самодельное прижимное устройство
Чаще всего для изготовления вышеописанной конструкции за основу берут деталь от старой стиральной машины, а в частности — валики для выжимания влаги. В некоторых случаях после небольшой модификации дополнение можно установить на оборудование.
Рама состоит из четырех опорных лап, которые соединяются между собой П-образным профилем. На нем устанавливаются фиксирующиеся валы. Профили не фиксируются на основании, а свободно передвигаются по ним. В верхней части конструкции находится фиксирующая планка, соединенная с регулировочной ручкой червячной передачей. Для амортизации можно установить пружины, которые будут частично компенсировать сильное давление при обработке неровных поверхностей.

Чертеж прижимного устройства
В составе конструкции следующие компоненты.
- Винт.
- Пластина для соединения.
- Пластина, обеспечивающая надежную фиксацию.
- Опорная стойка. Для комплектации потребуется 4 штуки.
- Два валика.
- Две боковых опоры для валиков.
- Компенсационные пружины — 2 шт.
- Гайка.
- Фиксирующие оси для валиков.
С помощью верхней ручки происходит регулирование степени прижима. Недостатком подобной модели является большая массивность. Она может подойти не для всех типов станков.
Для уменьшения трудоемкости изготовления механизма для строгального станка можно использовать валики стиральной машины. Предварительно их нужно обрезать.
Самодельный прижим: вариант №2

Альтернативное прижимное устройство
Альтернативным вариантом изготовления прижима для станка своими руками является небольшая модификация оборудования. Она заключается в монтаже по бокам станины двух реек. В основной рабочий вал устанавливаются два подшипника, которые проходит фиксирующая ось.
Сложность может заключаться в конфигурации станины. Все модели имеют ровные края, обеспечивающие монтаж проушин. Регулировка степени зажима осуществляется с помощью пружины. Она смещается по рейкам, тем самым изменяя давление на заготовку.
- Основной рабочий вал.
- Подшипники.
- Ось с резьбой.
- Гайка.
- Пластины.
- Тяга.
- Пружины.
- Фиксация для пружин.
- Ось эллипса.
- Две пластины.
- Стопор.
- Эллипс.
- Рукоятка.
- Ось.
- Две проушины.
- Уголок.
- Болт для крепления.
Преимуществом этой системы является увеличение производительности труда. При подаче заготовки ее торцевая часть будет упираться в вал, приподнимая его. Это позволит обрабатывать несколько деталей без предварительной регулировки самодельного прижима.
В видеоролике показан пример еще одной конструкции фиксирующего механизма:
Чертежи и фото самодельных устройств






прижимы для фуговального станка

Столярка. Приспособления. Прижим на станок

Как правильно настроить Фуговальный станок

Фуговальный станок из рубанка STATUS PL82SP

Установка фуговальных ножей. Фильм второй.Setup of jointing

Станок JET JPT 10B. Обзор. Рейсмус и фуганок в одном флаконе

Заточка ножей для деревообрабатывающего станка

обзор фуговально рейсмусного станка DeWalt 27300

Фуговально-рейсмусный станок первая стружка

Комбинированный станок JET JKM-300

Самодельный фуговальный станок. Строгальный станок

Фуговально рейсмусовый станок JPT-10B JET

Как сделать рейсмус из бытового строгального станка

Возможности бытового деревообрабатывающего станка. Machine

Станок фуговальный СФ-4 с автоподатчиком

Станок резки и прифуговки шпона FH 2 Mayer


Фуговальный станок с прижимным роликом. Часть 2

Фуговальный станок Д300. Устновил шкивы, запускаю

Самодельный деревообрабатывающий станок руками мастера

Фуговально-рейсмусовый станок Proma HP-250

Циркулярка фуганок. Уход за станком. Про смазывание столов

Комбинированный фуговально-рейсмусовый станок по дереву
Работа на фуговальных станках
Опубликовано admin Ноя 15, 2010 в Строгальные станки
Работа на фуговальных станках. Главная задача обработки на фуговальном станке — получение совершенно плоской и прямой пласти и одной боковой кромки в таком виде, чтобы они были под прямым углом друг к другу. При дальнейшей обработке на рейсмусовых, строгально-калевочных, шипорезных и других станках эти поверхности являются базовыми — от их правильности и точности зависит качество деталей. Следует отметить, что если заготовка имеет кривизну пласти и кромки, то после обработки на рейсмусовых и строгально-калевочных станках эти дефекты остаются в готовой детали, а на шипорезных, сверлильно-пазовальных и других станках это приводит к перекосам шипов, отверстий и гнезд, что дает в результате изделия низкого качества.
Схема фуговального станка приведена на рисунке

Рис. 1. Схема работы фуговального станка: 1 — ножевой вал, 2 — нож, 3 — выступ лезвия над губкой, 4 — прижимная планка (с губкой), 5 — накладные планки, 6 — задняя плита стола станка, 7 — направляющая линейка, 8 — обрабатываемая заготовка, 9 — передняя плита стола станка, 10 — болт для крепления ножей
Перед работой на фуговальном станке надо осмотреть заготовку, а обработку вести с вогнутой стороны, направляя ее на ножевой вал таким образом, чтобы не получалось задира волокон от встречного косослоя. Подавать заготовки на ножевой вал нужно равномерно, без толчков.
Кривые заготовки обрабатывать не следует, так как все равно не получится качественной детали. Строгание заготовки надо вести до образования чистой поверхности без непрострожки. Качество строжки на фуговальном станке проверяют так: складывают фугованные заготовки обработанными кромками или пластями, если между ними нет зазоров (просветов), то обработка считается достаточной.
При работе на станке необходимо соблюдать правила по технике безопасности, так как открытый вращающийся вал очень опасен; ножевой вал должен быть снабжен ограждением веерного типа, открывающимся лишь при проходе заготовки и автоматически закрывающимся после обработки заготовки. Короткие заготовки надо обрабатывать, применяя прижимную колодку. Станок следует настраивать таким образом, чтобы зазоры между лезвиями ножей и плитами были минимальными; кроме того, поверхность плит должна быть горизонтальной.

Рис. 2. Приспособления для безопасной работы на фуговальных станках: а — ограждение веерного типа, б — прижимная колодка; 1 — колодка, 2 — рукоятка, 3 — заготовка
