

Обработка металла на токарном станке видео
Токарная обработка металла — все о технологии токарных работ
К наиболее распространенным методикам изготовления деталей с заданными геометрическими параметрами относится токарная обработка металла. Суть данной методики, позволяющей также получать поверхность с требуемой шероховатостью, заключается в том, что с заготовки убирают лишний слой металла.

Процесс токарной обработки металла
Принципы токарной обработки
Технология токарных работ по металлу предполагает использование специальных станков и режущего инструмента (резцы, сверла, развертки и др.), посредством которого с детали снимается слой металла требуемой величины. Токарная обработка выполняется за счет сочетания двух движений: главного (вращение заготовки, закрепленной в патроне или планшайбе) и движения подачи, совершаемого инструментом при обработке деталей до заданных параметров их размера, формы и качества поверхности.
За счет того, что существует множество приемов совмещения этих движений, на токарном оборудовании работают с деталями различной конфигурации, а также осуществляют целый перечень других технологических операций, к которым относятся:
- нарезание резьбы различного типа;
- сверление отверстий, их растачивание, развертывание, зенкерование;
- отрезание части заготовки;
- вытачивание на поверхности изделия канавок различной конфигурации.

Основные виды токарных работ по металлу
Благодаря такой широкой функциональности токарного оборудования на нем можно сделать очень многое. Например, с его помощью выполняют обработку таких изделий, как:
- гайки;
- валы различных конфигураций;
- втулки;
- шкивы;
- кольца;
- муфты;
- зубчатые колеса.
Естественно, что токарная обработка предполагает получение готового изделия, которое соответствует определенным стандартам качества. Под качеством в данном случае подразумевается соблюдение требований к геометрическим размерам и форме деталей, а также степени шероховатости поверхностей и точности их взаимного расположения.
Для обеспечения контроля над качеством обработки на токарных станках применяют измерительные инструменты: на предприятиях, выпускающих свою продукцию крупными сериями, – предельные калибры; для условий единичного и мелкосерийного производства – штангенциркули, микрометры, нутрометры и другие измерительные устройства.

Измерительные инструменты, часто используемые в токарном деле
Первое, что рассматривают при обучении токарному делу, – это технология обработки металлов и принцип, по которому она осуществляется. Заключается этот принцип в том, что инструмент, врезаясь своей режущей кромкой в поверхность изделия, зажимает его. Чтобы снять слой металла, соответствующий величине такого врезания, инструменту надо преодолеть силы сцепления в металле обрабатываемой детали. В результате такого взаимодействия снимаемый слой металла формируется в стружку. Выделяют следующие разновидности металлической стружки.
Такая стружка формируется тогда, когда на высоких скоростях обрабатываются заготовки, выполненные из мягкой стали, меди, олова, свинца и их сплавов, полимерных материалов.
Образование такой стружки происходит, когда на небольшой скорости обрабатываются заготовки из маловязких и твердых материалов.
Стружка такого вида получается при обработке заготовок из материала, отличающегося невысокой пластичностью.
Формирование такой стружки свойственно для среднескоростной обработки заготовок из стали средней твердости, деталей из алюминиевых сплавов.

Виды стружки при токарной обработке
Режущий инструмент токарного станка
Эффективность, которой отличается работа на токарном станке, определяется рядом параметров: глубиной и скоростью резания, величиной продольной подачи. Чтобы обработка детали была высококачественной, необходимо организовать следующие условия:
- высокую скорость вращения заготовки, фиксируемой в патроне или планшайбе;
- устойчивость инструмента и достаточную степень его воздействия на деталь;
- максимально возможный слой металла, убираемый за проход инструмента;
- высокую устойчивость всех узлов станка и поддержание их в рабочем состоянии.
Скорость резки выбирается на основе характеристик материала, из которого сделана заготовка, типа и качества применяемого резца. В соответствии с выбранной скоростью резки выбирается частота вращения шпинделя станка, оснащенного токарным патроном или планшайбой.
При помощи различных типов резцов можно выполнять черновые или чистовые виды токарных работ, а на выбор инструмента основное влияние оказывает характер обработки. Изменяя геометрические параметры режущей части инструмента, можно регулировать величину снимаемого слоя металла. Выделяют правые резцы, которые в процессе обработки детали передвигаются от задней бабки к передней, и левые, движущиеся, соответственно, в обратном направлении.

Основные типы токарных резцов
По форме и расположению лезвия резцы классифицируются следующим образом:
- инструменты с оттянутой рабочей частью, ширина которой меньше ширины их крепежной части;
- прямые;
- отогнутые.
Различаются резцы и по цели применения:
- подрезные (обработка поверхностей, перпендикулярных оси вращения);
- проходные (точение плоских торцовых поверхностей);
- канавочные (формирование канавок);
- фасонные (получение детали с определенным профилем);
- расточные (расточка отверстий в заготовке);
- резьбовые (нарезание резьбы любых видов);
- отрезные (отрезание детали заданной длины).
Качество, точность и производительность обработки, выполняемой на токарном станке, зависят не только от правильного выбора инструмента, но и от его геометрических параметров. Именно поэтому на уроках в специальных учебных заведениях, где обучаются будущие специалисты токарного дела, очень большое внимание уделяется именно вопросам геометрии режущего инструмента.

Углы токарного резца
Основными геометрическими параметрами любого резца являются углы между его режущими кромками и направлением, в котором осуществляется подача. Такие углы режущего инструмента называют углами в плане. Среди них различают:
- главный угол – φ, измеряемый между главной режущей кромкой инструмента и направлением подачи;
- вспомогательный – φ1, расположенный, соответственно, между вспомогательной кромкой и направлением подачи;
- угол при вершине резца – ε.
Угол при вершине зависит только от того, как заточен инструмент, а вспомогательные углы можно регулировать еще и его установкой. При увеличении главного угла уменьшается угол при вершине, при этом уменьшается и часть режущей кромки, участвующей в обработке, соответственно, стойкость инструмента тоже становится меньше. Чем меньше значение этого угла, тем большая часть режущей кромки участвует как в обработке, так и в отводе тепла от зоны резания. Такие резцы являются более стойкими.
Практика показывает, что для токарной обработки не слишком жестких заготовок небольшого диаметра оптимальным является главный угол, величина которого находится в интервале 60–90 градусов. Если обрабатывать необходимо заготовку большого диаметра, то главный угол необходимо выбирать в интервале 30–45 градусов. От величины вспомогательного угла зависит прочность вершины резца, поэтому его не делают большим (как правило, он выбирается из интервала 10–30 градусов).
Особое внимание на уроках по токарному делу уделяется и тому, как правильно выбирать тип резца в зависимости от вида обработки. Так, существуют определенные правила, по которым обработку поверхностей того или иного типа выполняют с помощью резца определенной категории.
- Обычные прямые и отогнутые резцы необходимы для обработки наружных поверхностей детали.
- Упорный проходной инструмент потребуется для торцевой и цилиндрической поверхностей.
- Отрезной резец выбирают для протачивания канавок и обрезки заготовки.
- Расточные резцы применяются для обработки отверстий, просверленных ранее.
Отдельную категорию токарного инструмента составляют резцы, с помощью которых можно обрабатывать фасонные поверхности с длиной образующей линии до 40 мм. Такие резцы подразделяются на несколько основных типов:
- по конструктивным особенностям: стержневые, круглые и призматические;
- по направлению, в котором осуществляется обработка изделия: радиальные и тангенциальные.

Токарно-винторезный станок 1В625МП
Виды оборудования для токарной обработки
Из всех типов оборудования для токарной обработки наибольшее распространение и на крупных, и на мелких предприятиях получил токарно-винторезный станок. Причиной такой популярности является многофункциональность этого устройства, благодаря которой его с полным основанием можно назвать универсальным.
Перечислим основные элементы конструкции такого станка:
- две бабки – передняя и задняя (в передней бабке размещают коробку скоростей станка; шпиндель с токарным патроном (или планшайбой), на задней бабке размещены продольные салазки и пиноль оборудования);
- суппорт, в конструкции которого различают верхние и нижние салазки, поворотную плиту и резцедержатель;
- несущий элемент оборудования – станина, установленная на две тумбы, в которых размещают электродвигатели.
- коробка подач.

Токарный станок с ЧПУ
Все большее распространение получают станки, управление которыми осуществляется при помощи специальных компьютерных программ, – станки с ЧПУ. Конструкция таких станков отличается от обычной только тем, что в ней присутствует специальный блок управления.
В отдельные категории выделяют следующие виды станков токарной группы:
- токарно-револьверное оборудование, применяемое для обработки деталей сложной конфигурации;
- токарно-карусельные станки, среди которых различают одно- и двухстоечные;
- многорезцовое полуавтоматическое оборудование, которое можно встретить на предприятиях, выпускающих свою продукцию крупными сериями;
- обрабатывающие комплексы, на которых можно выполнять как токарные, так и фрезерные операции.
Без токарной обработки сегодня крайне сложно представить многие производственные отрасли. Поэтому данный вид работы с металлом продолжает развиваться, несмотря на и без того высокий уровень, позволяющий обеспечить высочайшее качество и скорость обработки.
Режимы и особенности токарной обработки металла
[Токарная обработка] – один из распространенных методов обработки металла, посредством которого обычная стальная заготовка становится подходящей деталью для механизма.
Для токарных работ используются токарные станки, инструменты и приспособления в виде резцов, которые являются многофункциональными и способны создавать детали любых геометрических форм: цилиндрических, конических, сферических из всех металлов: титана, бронзы, нержавеющей стали, чугуна, меди и др.
Токарная технология
Токарная обработка металла производится на токарном станке, имеющим сверла, резцы и иные режущие приспособления, срезающие слой металла с изделия до установленной величины. Является оптимальной для работы с деталями из нержавеющей стали.
Вращение обрабатываемой детали называется главным движением, а постоянное перемещение режущего инструмента обозначается движением подачи, обеспечивающим непрерывную резку до установленных показателей.
Возможность сочетать различные движения позволяет обтачивать на токарном устройстве детали резьбовых, конических, цилиндрических, сферических и многих других поверхностей.
Также на токарных устройствах нарезается резьба, отрезаются части деталей из разных металлов и нержавеющей стали, обрабатываются различные отверстия сверлением, развертыванием, растачиванием. Все процессы подробно представлены на видео.
Для таких видов резания обязательно нужно использовать разнообразные измерительные приспособления (штангенциркули, нутромеры и т.д.).
Эти инструменты и приспособления определяют формы и размеры, и иные параметры деталей, изготовленных из различных материалов: свинца, железа, титана, нержавеющей стали и др.
Технология токарной обработки следующая. Когда под воздействием усилия в деталь врезается кромка режущего инструмента, данная кромка отмечает зажим обрабатываемого изделия.
В это время резцом удаляется лишний слой металла, превращающийся в стружку. Принцип резания можно посмотреть на видео.
Стружка подразделяется на следующие виды:
слитая — возникает при высокоскоростной обработке олова, меди, пластмасса, мягкой стали;
элементная — образовывается при низкоскоростной обработке твердого металла, например, титана;
надлом — образовывается при обработке малопластичных заготовок;
ступенчатая — образовывается при среднескоростной обработке металлов средней твердости.
Для производительного резания нужно правильно произвести расчет режима.
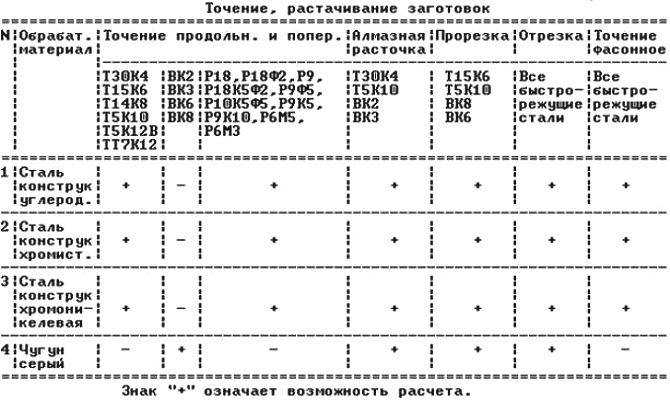
Расчет режимов производится на основе справочных и нормативных сведений, которые объединяет специальная таблица.
Таблица отображает режимы скорости резания для разных материалов: меди, чугуна, титана, латуни, нержавеющей стали и т.д. Также таблица отображает плотность и другие физические параметры материала.
Расчет режимов служит гарантией подбора оптимальных значений всех показателей и обеспечения высокоэффективного резания стали.
Любой расчет начинается с подбора глубины резания, после чего устанавливается подача и скорость.
Расчет должен выполнять строго в данной последовательности, так как скорость больше всего влияет устойчивость и износ резца.
Расчет режимов будет идеальным, если учесть геометрическую форму резца, металл изготовления резца и материал обрабатываемой заготовки.
В первую очередь, производится расчет величины шероховатости заготовки.
Исходя из данного показателя, выбирается оптимальный способ обточки поверхностей заготовки, таблица содержит данные значения.
Таблица содержит данные, указывающие на то, какой инструмент рекомендуется для резания.
Нужно иметь в виду, что таблица также содержит иллюстрации, демонстрирующие рациональные способы токарной обработки поверхностей разных металлов: олова, алюминия, титана, меди, нержавеющей стали.
Расчет глубины высчитывается показателем припуска на обточку поверхностей. На расчет величины подачи влияет уровень требуемой чистоты обточки.
Максимальные показатели выставляются для черновой обработки, минимальные – для чистовой.
Расчет скорости обработки поверхностей основывается на основе полученных значений по формулам. Допускается брать скорость, значения которой содержит таблица.
Также необходим расчет усилия резания по эмпирическим формулам, установленным для каждого типа обработки.
Преимуществами токарного резания можно назвать:
возможность производства деталей самых сложных форм: сферических, цилиндрических и др.;
возможность обработки любых металлов (и деталей из них) и сплавов: бронзы, нержавеющей стали, чугуна, титана, меди;
высокая скорость, качество и точность обработки металла и деталей;
минимальное количество отходов, так как образовавшаяся стружка может повторно переплавляться и использовать для создания деталей.
Какие используются резцы?
Широкий спектр токарных работ обеспечивается разнообразием обрабатывающих инструментов. Наиболее распространенным инструментом являются резцы.
Ключевое отличие всех резцов — форма режущей кромки, влияющей на тип обработки.
Все режущие приспособления изготовлены из металлов, прочность которых превышает прочность обрабатываемого изделия: вольфрама, титана, тантала.
Также можно встретить резцы керамические и алмазные, использующиеся для обточки, требующей высокой точности.
На эффективность работы оборудования влияет глубина и скорость обработки, величина продольной подачи заготовки.
Данные параметры обеспечивают:
высокую скорость вращения шпинделя механизма и обточки детали;
высокую устойчивость устройства для рассекания;
максимально допустимое количество образовывающейся стружки.
Скорость резки зависит от вида металла, типа и качества режущего приспособления. Показатель обточки и скорость рассекания устанавливают частоту вращения шпинделя.
Токарный механизм может иметь чистовые или черновые резцы.
Геометрические размеры режущего приспособления позволяют срезать малые и большие площади слоя. По направлению движения резцы делятся на правые и левые.
По размещению лезвия и форме резцы бывают следующих видов:
оттянутые (когда ширина резца меньше ширины крепления).
По назначению режущие приспособления подразделяются на:
- резьбовые;
- расточные;
- фасонные;
- проходные;
- канавочные;
- подрезные;
- отрезные.
Эффективность токарной обработки значительно увеличивается при грамотном подборе геометрии резца, влияющей на качество и скорость обработки.
Для правильного выбора нужно знать про углы, представляющие собой углы между направлением подачи и кромками режущего инструмента.
Углы бывают следующих видов:
Угол при вершине выставляется в зависимости от расточки резца, а главный и вспомогательный – от установки резца.
При больших показателях главного угла снизится стойкость резца, так как в работе будет только небольшая часть кромки.
При низких показателях главного угла, резец будет устойчивым, что обеспечит эффективную обработку резцом.
Для тонких деталей средней жесткости главный угол выставляется в значении 60-90°, для деталей с большим сечением выставляется угол в 30-45°.
Вспомогательный угол для создания деталей должен составлять 10-30°. Большое значение угла ослабит вершину резца.
Для торцовых, сферических и цилиндрических поверхностей деталей одновременно используются упорные проходные резцы.
Для наружных поверхностей используются отогнутые и прямые резцы, отрезные резцы применяются для обточки канавок и отрезания определенных частей изделия.
Обточка фасонных поверхностей, у которых образуется линия длиной до 4 см, осуществляется фасонными резцами круглыми, стержневыми, тангенциальными и радиальными по направлению подачи.
Какое оборудование используется?
Самым востребованным оборудованием для резания поверхностей является токарно-винторезный станок, который считается широко универсальным.
Основными узлами данного оборудования являются:
передняя бабка на станке, имеющая коробку скоростей и шпиндель, и задняя бабка, оснащенная корпусом, продольной салазкой и пинолью;
суппорт – верхне- и среднеполочные, продольные нижние салазки на станке, держатель резца;
станина горизонтального плана с тумбами, в которых расположены двигатели на станке;
коробка подач на станке.
Главным критерием токарного станка считается скорость, напрямую увеличивающая производительность.
Для получения высокоточных линейных и диаметральных геометрических величин часто используются программируемые станки с ЧПУ.
Плюсами резания механизмом с ЧПУ являются:
высокая антивибрационная устойчивость;
наличие программ предварительного нагрева узлов, что снижает термическую деформацию заготовок;
отсутствие станочных приводов-зазоров в передаточных устройствах;
высокая скорость обработки;
рассекание любых металлов: чугуна, меди, титана, нержавеющей стали и др.;
обточка поверхностей любых форм: сферических, цилиндрических и т.д.
Все устройства с ЧПУ оснащены износостойкими направляющими с низкими показателями силы трения, что обеспечивает высокую точность и скорость обработки.
В устройстве с ЧПУ направляющие могут быть расположены вертикально и горизонтально.
Для максимально эффективного использования токарного устройства с ЧПУ должен быть тщательно подготовлен весь процесс и составлена программа управления.
Важным моментом является грамотное связывание системы координат механизма с ЧПУ, положение обрабатываемой заготовки и исходной точки передвижения режущего инструмента.
Основой программирования механизма с ЧПУ является движение режущего приспособления по отношению к системе координат двигателя, которая находится в состоянии покоя.
Обработка деталей механизмом с ЧПУ производится следующим образом:
Разделение процесса на 3 стадии: черновую, чистовую и дополнительную отделочную. Если есть возможность, то последние оба вида отделки нужно совместить, что увеличит производительность и снизит трудоемкость;
Соблюдение конструкторских и технологических правил для уменьшения погрешностей крепления и размещения детали;
Обеспечение полной обработки детали при минимальном количестве установок;
Рациональная работа с деталями.
Важной частью процесса резания на устройстве с ЧПУ является, так называемая, отдельная операция, подразумевающая обработку одного изделия на одном станке.
Процесс состоит из нескольких переходов, которые делятся на самостоятельные проходы.
Правильное программирование механизма с ЧПУ нуждается в разработке последовательности процесса.
Для этого нужно задать общее количество установок, количество переходов и проходов, тип обработки.
Также для резания используются такие виды станков, как токарно-револьверные, предназначенные для сложных изделий, токарно-карусельные, многорезцовые полуавтоматические, токарно-винторезные, токарно-фрезерные, лоботокарные.
Частое применение получили винторезные и карусельные станки. Отличаются карусельные станки возможностью обработки крупных заготовок, на винторезном механизме это невозможно.
В токарно-револьверном оборудовании режущие приспособления фиксируются в барабане.
Такой вид оборудования оснащается приводными блоками, расширяющими спектр работ в отличие от стандартных устройств, например сверление отверстий, нарезание резьбы, фрезеровка.
Используются подобные станки на крупных предприятиях.
С использованием токарного обрабатывающего центра выполняется токарно-фрезерная обработка в полуавтоматическом режиме.
Токарно-фрезерная обработка часто используется для титана, алюминия и других сложных в обработке материалов.
Токарная обработка металла – один из популярных методов резания любых металлов: алюминия, титана, меди, олова и других, однако осуществить такую обработку можно лишь на предприятии, что обусловлено использованием станков.
Технология резания представлена на видео в нашей статье.
Режимы и особенности токарной обработки металла
[Токарная обработка] – один из распространенных методов обработки металла, посредством которого обычная стальная заготовка становится подходящей деталью для механизма.
Для токарных работ используются токарные станки, инструменты и приспособления в виде резцов, которые являются многофункциональными и способны создавать детали любых геометрических форм: цилиндрических, конических, сферических из всех металлов: титана, бронзы, нержавеющей стали, чугуна, меди и др.
Токарная технология
Токарная обработка металла производится на токарном станке, имеющим сверла, резцы и иные режущие приспособления, срезающие слой металла с изделия до установленной величины. Является оптимальной для работы с деталями из нержавеющей стали.
Вращение обрабатываемой детали называется главным движением, а постоянное перемещение режущего инструмента обозначается движением подачи, обеспечивающим непрерывную резку до установленных показателей.
Возможность сочетать различные движения позволяет обтачивать на токарном устройстве детали резьбовых, конических, цилиндрических, сферических и многих других поверхностей.
Также на токарных устройствах нарезается резьба, отрезаются части деталей из разных металлов и нержавеющей стали, обрабатываются различные отверстия сверлением, развертыванием, растачиванием. Все процессы подробно представлены на видео.
Для таких видов резания обязательно нужно использовать разнообразные измерительные приспособления (штангенциркули, нутромеры и т.д.).
Эти инструменты и приспособления определяют формы и размеры, и иные параметры деталей, изготовленных из различных материалов: свинца, железа, титана, нержавеющей стали и др.
Технология токарной обработки следующая. Когда под воздействием усилия в деталь врезается кромка режущего инструмента, данная кромка отмечает зажим обрабатываемого изделия.
В это время резцом удаляется лишний слой металла, превращающийся в стружку. Принцип резания можно посмотреть на видео.
Стружка подразделяется на следующие виды:
слитая — возникает при высокоскоростной обработке олова, меди, пластмасса, мягкой стали;
элементная — образовывается при низкоскоростной обработке твердого металла, например, титана;
надлом — образовывается при обработке малопластичных заготовок;
ступенчатая — образовывается при среднескоростной обработке металлов средней твердости.
Для производительного резания нужно правильно произвести расчет режима.
Расчет режимов производится на основе справочных и нормативных сведений, которые объединяет специальная таблица.
Таблица отображает режимы скорости резания для разных материалов: меди, чугуна, титана, латуни, нержавеющей стали и т.д. Также таблица отображает плотность и другие физические параметры материала.
Расчет режимов служит гарантией подбора оптимальных значений всех показателей и обеспечения высокоэффективного резания стали.
Любой расчет начинается с подбора глубины резания, после чего устанавливается подача и скорость.
Расчет должен выполнять строго в данной последовательности, так как скорость больше всего влияет устойчивость и износ резца.
Расчет режимов будет идеальным, если учесть геометрическую форму резца, металл изготовления резца и материал обрабатываемой заготовки.
В первую очередь, производится расчет величины шероховатости заготовки.
Исходя из данного показателя, выбирается оптимальный способ обточки поверхностей заготовки, таблица содержит данные значения.
Таблица содержит данные, указывающие на то, какой инструмент рекомендуется для резания.
Нужно иметь в виду, что таблица также содержит иллюстрации, демонстрирующие рациональные способы токарной обработки поверхностей разных металлов: олова, алюминия, титана, меди, нержавеющей стали.
Расчет глубины высчитывается показателем припуска на обточку поверхностей. На расчет величины подачи влияет уровень требуемой чистоты обточки.
Максимальные показатели выставляются для черновой обработки, минимальные – для чистовой.
Расчет скорости обработки поверхностей основывается на основе полученных значений по формулам. Допускается брать скорость, значения которой содержит таблица.
Также необходим расчет усилия резания по эмпирическим формулам, установленным для каждого типа обработки.
Преимуществами токарного резания можно назвать:
возможность производства деталей самых сложных форм: сферических, цилиндрических и др.;
возможность обработки любых металлов (и деталей из них) и сплавов: бронзы, нержавеющей стали, чугуна, титана, меди;
высокая скорость, качество и точность обработки металла и деталей;
минимальное количество отходов, так как образовавшаяся стружка может повторно переплавляться и использовать для создания деталей.
Какие используются резцы?
Широкий спектр токарных работ обеспечивается разнообразием обрабатывающих инструментов. Наиболее распространенным инструментом являются резцы.
Ключевое отличие всех резцов — форма режущей кромки, влияющей на тип обработки.
Все режущие приспособления изготовлены из металлов, прочность которых превышает прочность обрабатываемого изделия: вольфрама, титана, тантала.
Также можно встретить резцы керамические и алмазные, использующиеся для обточки, требующей высокой точности.
На эффективность работы оборудования влияет глубина и скорость обработки, величина продольной подачи заготовки.
Данные параметры обеспечивают:
высокую скорость вращения шпинделя механизма и обточки детали;
высокую устойчивость устройства для рассекания;
максимально допустимое количество образовывающейся стружки.
Скорость резки зависит от вида металла, типа и качества режущего приспособления. Показатель обточки и скорость рассекания устанавливают частоту вращения шпинделя.
Токарный механизм может иметь чистовые или черновые резцы.
Геометрические размеры режущего приспособления позволяют срезать малые и большие площади слоя. По направлению движения резцы делятся на правые и левые.
По размещению лезвия и форме резцы бывают следующих видов:
оттянутые (когда ширина резца меньше ширины крепления).
По назначению режущие приспособления подразделяются на:
- резьбовые;
- расточные;
- фасонные;
- проходные;
- канавочные;
- подрезные;
- отрезные.
Эффективность токарной обработки значительно увеличивается при грамотном подборе геометрии резца, влияющей на качество и скорость обработки.
Для правильного выбора нужно знать про углы, представляющие собой углы между направлением подачи и кромками режущего инструмента.
Углы бывают следующих видов:
Угол при вершине выставляется в зависимости от расточки резца, а главный и вспомогательный – от установки резца.
При больших показателях главного угла снизится стойкость резца, так как в работе будет только небольшая часть кромки.
При низких показателях главного угла, резец будет устойчивым, что обеспечит эффективную обработку резцом.
Для тонких деталей средней жесткости главный угол выставляется в значении 60-90°, для деталей с большим сечением выставляется угол в 30-45°.
Вспомогательный угол для создания деталей должен составлять 10-30°. Большое значение угла ослабит вершину резца.
Для торцовых, сферических и цилиндрических поверхностей деталей одновременно используются упорные проходные резцы.
Для наружных поверхностей используются отогнутые и прямые резцы, отрезные резцы применяются для обточки канавок и отрезания определенных частей изделия.
Обточка фасонных поверхностей, у которых образуется линия длиной до 4 см, осуществляется фасонными резцами круглыми, стержневыми, тангенциальными и радиальными по направлению подачи.
Какое оборудование используется?
Самым востребованным оборудованием для резания поверхностей является токарно-винторезный станок, который считается широко универсальным.
Основными узлами данного оборудования являются:
передняя бабка на станке, имеющая коробку скоростей и шпиндель, и задняя бабка, оснащенная корпусом, продольной салазкой и пинолью;
суппорт – верхне- и среднеполочные, продольные нижние салазки на станке, держатель резца;
станина горизонтального плана с тумбами, в которых расположены двигатели на станке;
коробка подач на станке.
Главным критерием токарного станка считается скорость, напрямую увеличивающая производительность.
Для получения высокоточных линейных и диаметральных геометрических величин часто используются программируемые станки с ЧПУ.
Плюсами резания механизмом с ЧПУ являются:
высокая антивибрационная устойчивость;
наличие программ предварительного нагрева узлов, что снижает термическую деформацию заготовок;
отсутствие станочных приводов-зазоров в передаточных устройствах;
высокая скорость обработки;
рассекание любых металлов: чугуна, меди, титана, нержавеющей стали и др.;
обточка поверхностей любых форм: сферических, цилиндрических и т.д.
Все устройства с ЧПУ оснащены износостойкими направляющими с низкими показателями силы трения, что обеспечивает высокую точность и скорость обработки.
В устройстве с ЧПУ направляющие могут быть расположены вертикально и горизонтально.
Для максимально эффективного использования токарного устройства с ЧПУ должен быть тщательно подготовлен весь процесс и составлена программа управления.
Важным моментом является грамотное связывание системы координат механизма с ЧПУ, положение обрабатываемой заготовки и исходной точки передвижения режущего инструмента.
Основой программирования механизма с ЧПУ является движение режущего приспособления по отношению к системе координат двигателя, которая находится в состоянии покоя.
Обработка деталей механизмом с ЧПУ производится следующим образом:
Разделение процесса на 3 стадии: черновую, чистовую и дополнительную отделочную. Если есть возможность, то последние оба вида отделки нужно совместить, что увеличит производительность и снизит трудоемкость;
Соблюдение конструкторских и технологических правил для уменьшения погрешностей крепления и размещения детали;
Обеспечение полной обработки детали при минимальном количестве установок;
Рациональная работа с деталями.
Важной частью процесса резания на устройстве с ЧПУ является, так называемая, отдельная операция, подразумевающая обработку одного изделия на одном станке.
Процесс состоит из нескольких переходов, которые делятся на самостоятельные проходы.
Правильное программирование механизма с ЧПУ нуждается в разработке последовательности процесса.
Для этого нужно задать общее количество установок, количество переходов и проходов, тип обработки.
Также для резания используются такие виды станков, как токарно-револьверные, предназначенные для сложных изделий, токарно-карусельные, многорезцовые полуавтоматические, токарно-винторезные, токарно-фрезерные, лоботокарные.
Частое применение получили винторезные и карусельные станки. Отличаются карусельные станки возможностью обработки крупных заготовок, на винторезном механизме это невозможно.
В токарно-револьверном оборудовании режущие приспособления фиксируются в барабане.
Такой вид оборудования оснащается приводными блоками, расширяющими спектр работ в отличие от стандартных устройств, например сверление отверстий, нарезание резьбы, фрезеровка.
Используются подобные станки на крупных предприятиях.
С использованием токарного обрабатывающего центра выполняется токарно-фрезерная обработка в полуавтоматическом режиме.
Токарно-фрезерная обработка часто используется для титана, алюминия и других сложных в обработке материалов.
Токарная обработка металла – один из популярных методов резания любых металлов: алюминия, титана, меди, олова и других, однако осуществить такую обработку можно лишь на предприятии, что обусловлено использованием станков.
Технология резания представлена на видео в нашей статье.
Токарные работы по металлу: особенности процесса и видео
 Широко известным и востребованным способом производства металлических деталей и изделий различного назначения является токарная обработка металла. Во время такого процесса на токарном станке с изделий удаляется лишний слой, и на выходе получается нужной формы деталь с шероховатой поверхностью и требуемыми размерами. Управляемое при помощи компьютерно-интегрированных устройств современное оборудование позволяет существенно повысить качество получаемых изделий.
Широко известным и востребованным способом производства металлических деталей и изделий различного назначения является токарная обработка металла. Во время такого процесса на токарном станке с изделий удаляется лишний слой, и на выходе получается нужной формы деталь с шероховатой поверхностью и требуемыми размерами. Управляемое при помощи компьютерно-интегрированных устройств современное оборудование позволяет существенно повысить качество получаемых изделий.
Общие сведенья о токарной обработке металла
Процедура обработки металла производится на специальных токарных станках при помощи различных режущих инструментов. Заготовка устанавливается в шпиндель устройства, работа которого начинается после включения электродвигателя.
Обрабатываемая деталь начинает вращаться с большой скоростью и резцом, сверлом или другим режущим инструментом с нее по всей поверхности снимается небольшой слой металла.
С помощью постоянного перемещения инструмента происходит непрерывность резки детали до необходимых размеров и форм. Более подробный процесс токарной обработки детали можно посмотреть по видео ролику.
Станки позволяют производить эффективную обработку различных заготовок, получив в результате коническую, резьбовую, цилиндрическую, фасонную или другую поверхность. С помощью токарных работ могут быть выполнены:
Кроме этого, на токарном станке можно:
- Вытачивать канавки.
- Отрезать различные части изделий.
- Делать обработку разных отверстий при помощи зенкерования, развертывания, сверления, растачивания.
- Нарезать резьбу.
В процессе выполнения работ следует обязательно пользоваться различным измерительным инструментом, которым определяются размеры, формы и варианты расположения заготовок. При единичном и мелкосерийном производстве для этого применяются нутромеры, штангенциркули, микрометры. На больших предприятиях пользуются предельными калибрами.
Преимущества токарной обработки металлов
Такой процесс считается универсальной технологией и применяется для изготовления различных изделий из сплавов и металлов. На станке, оснащенном резцами специально назначения, можно обрабатывать даже особо твердые материалы.
Основные достоинства технологии:
-
 Высокая чистота поверхности получаемых изделий.
Высокая чистота поверхности получаемых изделий. - Точность обработки.
- Возможность получения за один рабочий цикл изделия со сложной конфигурацией.
- Полученная после обработки детали стружка переплавляется и может использоваться повторно.
- При применении специального оборудования есть возможность производства крупногабаритных деталей.
Кроме этого, с помощью токарного оборудования можно организовать серийное производство изделий различного назначения.
Особенности токарной обработки. Видео примеры
Сущность процесса обработки металла заключается в следующем:
-
 движения станка выполняются по четким направлениям;
движения станка выполняются по четким направлениям; - шпиндель устройства вместе с заготовкой вращается вдоль оси Z , которая в работе является отправной точкой;
- прямая ось Х должна быть строго перпендикулярна оси Z ;
- располагаться резцы должны в плоскости Х Z ;
- расстояние до резца должно регулироваться при накладке оборудования.
В современных токарных станках существует третья координата, которая равна углу главного шпинделя. Этот показатель можно задавать и корректировать с помощью программного обеспечения.
Виды токарных станков
Самым популярным устройством для обработки металла является токарно-винторезный станок, который является широкоуниверсальным. Его применяют на крупных предприятиях, а также в единичном и мелкосерийном производстве.
Кроме этого, существуют другие виды токарных станков:
- Токарно-винторезные.
- Полуавтоматические многорезцовые устройства для серийных и крупносерийных производств.
- Токарно-карусельные двух- или одностоечные.
- Токарно-револьверные станки, предназначенные для работы со сложными изделиями.
- Современные токарно-фрезерные комплексы.
Для получения деталей с особо точными диаметральными и линейными геометрическими параметрами применяются программируемые станки. По своей конструкции они почти не отличаются от универсальных.
Режущий инструмент для токарных станков
Эффективность работы оборудования зависит от скорости резки, величины продольной подачи обрабатываемой детали, глубины резанья. С помощью этих показателей можно достичь:
- максимально допустимого объема стружки;
- устойчивости инструмента и требуемого уровня его воздействия на заготовку;
- необходимой обработки детали;
- повышенного вращения шпинделя.
Конкретная скорость резки зависит от типа обрабатываемого материала, а также от вида и качества используемых резцов.
Режущие инструменты для токарных станков могут быть черновыми и чистовыми. Их выбор и применение зависит от характера обработки. По направлению движения они делятся на правые и левые. Различные геометрические размеры резцов позволяют работать с любой площадью слоя, которую следует срезать.
По своему назначению режущие инструменты могут быть:
-
 отрезными;
отрезными; - резьбовыми;
- расточными;
- фасонными;
- канавочными;
- проходными;
- подрезными.
Для обработки цилиндрической поверхности и торцовой плоскости используются проходные упорные режущие инструменты. Отрезные резцы применяются для отрезания частей изделия и протачивания канавок. Обычные прямые и отогнутые оптимальны при обработке наружных поверхностей металлических деталей. С помощью расточных резцов растачиваются ранее просверленные отверстия.
По форме резца и расположению лезвия резцы подразделяются на отогнутые, прямые и оттянутые. Ширина оттянутых резцов ниже ширины крепежной части.
Большое значение на качество резки деталей оказывает геометрия используемого резца. При грамотно подобранных углах между кромками резца и направлением подачи повышается производительность обработки. Первый угол зависит от установки инструмента, второй от его заточки.
Для больших по сечению изделий обычно выбирается угол в 30-45 градусов, а для тонких нежестких деталей – 60-90 градусов. Вспомогательный угол должен быть в 10-30 градусов.
Стоит заметить, что независимо от того, какого вида будет использован станок, основная роль при токарной обработке принадлежит режущему инструменту. Но с каким бы оборудованием и инструментом ни работал токарь, его рабочее место должно быть четко организовано и полностью укомплектовано.
Работа На Токарном Станке По Металлу Для Начинающих
ТОКАРКА ДЛЯ НАЧИНАЮЩИХ / С ЧЕГО НАЧАТЬ?
Ссылка на канал Алима — https://www.youtube.com/channel/UCeWUl-lrslU6GQ2bek6w0BQ Канал моего сына с нашими путешествиями .
1-2 — «Управление токарным станком»
Из курса «Токарное мастерство» , об общих правилах управления промышленными универсальными токарными станк.
Токарный станок для чайников — устройство
ДАЁШЬ ТОКАРНЫЙ В МАССЫ . Основные узлы токарного станка. Общеобразовательное видео простым языком. Буду.
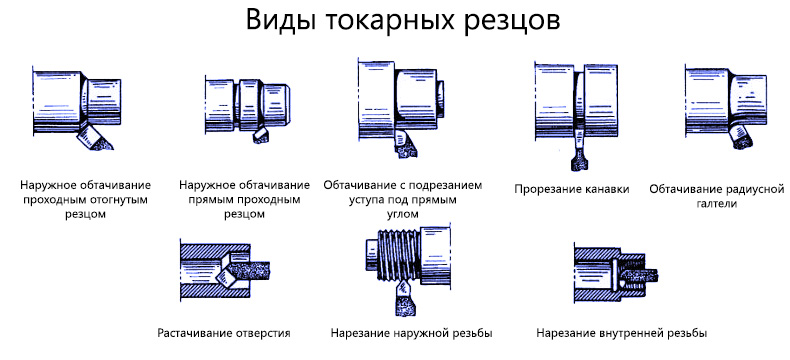
Учебное видео про токарные работы
В данном видео показывается примеры разных резцов, токарной обработки.
Токарные резцы для чайников
Дабы не упасть в грязь лицом перед продавцами на рынке,барахолке,магазине — запомните название токарных.
Точные размеры на токарном
Простой способ попадать в точные размеры посадок на токарном станке для начинающих токарей.
Как работать на токарном станке по металлу. Мастер класс по изготовлению винта ДВС
Мастер класс по изготовлению из стального болта M16 — винта для восстановления фаз газораспределения в двига.
Работа на токарном станке 1К62Б
Как нарезать резьбу на токарном станке
Как нарезать резьбу на токарном станке, подробный разбор нарезки резьбы на токарном станке по металлу.
Основы работы на токарном станке по дереву
И хотя я понимаю что в данном видео сверх программы школьных уроков труда матеряла нет.Я все таки надеюсь.
1К62 небольшой обзор
Как сделать Куб в Кубе из металла | How to Make a Cube In a Cube
Как сделать куб в кубе на токарном станке из одного куска металла на токарном станке без фиксации внутренне.
выкрутасы на токарном станке
нестандартное решение обработки отверстия .расточная головка в деле.
Подбор режимов резания
Несколько слов о подборе подач,на какие ощущения следует ориентироваться.
Выгодна ли токарка. Стоит ли покупать токарный станок.
УЦИ можно приобрести здесь http://ali.ski/3ef4G Частотник http://ali.ski/v6I5q Быстрорез http://ali.ski/1FTAxZ Центровки http://ali.ski/YcE2b5.
Токарный станок для начинающих Где искать и какой выбрать
Заходи с компьютера на skladchina.biz, регистрируйтесь и ты сможешь совместно приобретать курсы с другими людьми.
Токарка от начинающего.
Обзавелся оснасткой для задней бабки и немного токарки. Токарный резец и 10 пластин — http://ali.pub/2oxq5n Обратные.
Как фрезеровать на токарном станке
Мой канал/ My chanel https://www.youtube.com/channel/UCRMxcpgVb1Lo4r5tiRQkjkA Желающим поддержать канал http://www.donationalerts.ru/r/bruns .
Для начинающихся токарей.
Для тех кто пожелает помочь https://qiwi.me/66426d4c-dcd0-47af-ad5a-4aab83c42ae Некоторая помощь начинающим свою токарную .
Точим а не скоблим на токарном станке по дереву ножку для табуретки
Видео урок по работе на токарном станке по дереву для начинающих и не только. Как правильно разметить и.
СЕКРЕТНЫЙ ПРОЦЕСС обработки металла
Очередное видео о жизни мастерской по металлообработке в одесских гаражах. Желаю всем приятного просмотра.
ТОКАРНЫЙ СТАНОК ТВ-4 приносит пользу
https://www.youtube.com/user/Anzor7950/featured?sub_confirmation=1 Первая работа для нашего трудяги ТВ-4 и первая рабочая стружка вдохнови.
Расчёт стоимости токарных работ.
УЦИ можно приобрести здесь http://ali.ski/3ef4G Частотник http://ali.ski/v6I5q Быстрорез http://ali.ski/1FTAxZ Центровки http://ali.ski/YcE2b5.
Урок №1. Устройство и принцип работы токарного станка с ЧПУ (CNC).
Преподаватель курса «Практика» рассказывает об устройстве токарного станка ЧПУ и демонстрирует его работу.
Бесплатный урок профессионала на токарном станке ЧПУ!
Первая токарная работа | Точим вазу из сосны
Друзья, наконец у меня добрались руки до токарки и пусть моя первая работа сделана не на моем самодельном.
Возможности токарного станка Metal Master MML1830V и его техническое обслуживание
Возможности станка Metal Master MML1830V. Делаем съем с металла 2 мм на сторону с заготовки длинной 150 мм и диаметром.
Бюджетные Резцы для токарного станка по дереву и Токарный станок
Купил токарный станок и недорогие резцы. Пробный запуск. Первые поделки Видео немного подрезано, так как.
Токарный станок ТВ-4. Обзор рычагов управления.
Обзор рычагов управления токарного станка ТВ-4. Сканы орининальной таблички: 1: http://jpegshare.net/54/f4/54f4089c45af1654773a5a9ac9.
Органы управления токарного станка 1М61 .
Токарный станок 1М61 1969 года выпуска . Производство станкостроительный завод имени Дзержинского город.
Мастер класс от бывшего токаря, по просьбе подписчиков (3 серия)
Токарка по просьбе зрителей 3 серия. Доработка. Токарный станок ТВ16. Токарку на заказ не делаю. Мой канал.
Простенькая работа на токарном станке.
Скоро будет интересней.
5-2 Использование лимбов
Содержание 5-2 : 00:34 Введение 02:05 Устройство типовых станочных лимбов 03:48 Назначение шкалы лимба 07:12 Измерител.
Как нарезать резьбу на токарном станке 1к62
Сайт Жеки Мастера http://tokarka42.ru/ Пытаюсь рассказать как настроить станок токарно-винторезный 1к62 для нарезани.
Обработка древесины на токарном станке по металлу
Покажу как зажать часть ветки яблони в токарном станке по металлу.
5-1 Установка резцов
00:37 О сопутствующей терминологии и условиях установки резца по высоте. 03:06 Допустимые отклонения установо.
Обзор JET BD 6 токарный станок по металлу
Купить станок токарный JET BD-6 50001010M: https://clck.ru/FmvZT JET BD-6 — токарный станок по металлу для частной мастерской.
Чистовая обработка
Заточка резца под чистовую обработку — результат чистая зеркальная поверхность детали.
Работа на токарном станке по металлу.
Подпишись на канал , будет еще море видео на разные темы такие как сталк, угар с друзьями , интервью у одного.
Токарный Станок 1А616 — Второе Дыхание
Приступил к вводу в эксплуатацию токарного станка 1А616 Масса станка 1500 кг Диаметр заготовки над станиной.
САМЫЙ ДОСТУПНЫЙ ТОКАРНЫЙ СТАНОК
Обзор токарного станка Procraft VMM800 Аналог станка в Китае с бесплатной доставкой и растаможкой: http://ali.pub/3vvg9g.
Запуск токарного станка / первая стружка — токарная дичь !))
Запустил токарный станок, наконец-то свершилось — первая стружка, как и ожидалось , это была токарная дичь.
Токарный станок ТВ 4, первые изделия.
ТВ-4 Первые изделия для начала работы.
Работа в центрах ШКИВ
Очередное видео о жизни мастерской по металлообработке в одесских гаражах. Желаю всем приятного просмотра.
Оснастка малогабаритного токарного станка по металлу
Что необходимо иметь из инструмента что бы использовать максимально маленький хоббийный станочек https://technor.
Токарные работы. Навивка пружин .
Особо говорить не чего , простейшая работа , хотя и есть свои небольшие тонкости и хитрости . По цене пока.
JET BD-8VS НАСТОЛЬНЫЙ ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ | обзор + тест
Обновленная серия токарных станков плавной регулировкой вращения шпинделя. посмотрим на его возможности.
Почему фреза? или Как обрабатывать пластины на токарном станке 1к62
Группа https://vk.com/tokarka42 Сайт Токарка http://tokarka42.ru/
Как выбрать токарный станок по металлу. Подробная инструкция.
Как выбрать токарный станок по металлу. Подробная инструкция. Как выбрать универсальный токарно-винторезн.
Отрезной резец, который режет на любом самодельном токарном станке по металлу
Вы увидите конструкцию отрезного резца, который режет на любом токарном станке по металлу, сделанного свои.

100 СПОСОБОВ РАЗБИТЬ ЯЙЦО !

Реакция Конора МакГрегора на бой Абубакара Нурмагомедова с Дэвидом Завадой / Обзор UFC Москва

ТЫ БЫ НИКОГДА ТАКОЕ НЕ ЗАГУГЛИЛ

AKSHOW2 / Встреча С БУЗОВОЙ? / Что с Сёмой. / 4 серия

АМКАЛ против Сборной ГЕРМАНИИ! / Первый выезд в ЕВРОПУ!

24 ЧАСА В ЛЕСУ -В ПОИСКАХ ЕДЫ (ВЫЖИВАНИЕ)

13 НИШТЯКОВ С ALIEXPRESS!)

ДОБРАЯ VS ЗЛАЯ ДЕВУШКА | СКЕТЧ

Нет жизни без тебя (Фильм 2019) Мелодрама @ Русские сериалы

Highlights FC Barcelona vs RC Celta (4-1)

Обзор UFC Moscow: Магомедшарипов-Каттар, Волков-Харди | FightSpace

✅Можно ли жить в Припяти? Радиации Чернобыля уже нет? Смотри до конца, там самая пуля

ЛИЗЗКА КРАФТИТ С КРАСТЕРОМ

ПОВТОРЯЕМ БЕШЕНЫЕ ЧЕЛЛЕНДЖИ ИЗ ТИК ТОКА // СТОЛЯРОВ и МАЕВА

ТУТ НЕ МЕСТО ЧУЖИМ. КОМНАТА ОБЪЕКТ АГРЕССИВЕН В ЗАБРОШКЕ 2
Хотите хорошо провести время за просмотром видео? На нашем видео портале вы найдете видеоролики на любой вкус, смешные видео, видео о животных, видео трансляции и многое другое
Токарная обработка – популярный способ эффективной обработки металла
Токарная обработка представляет собой одну из востребованных методик обработки металлических изделий, которая предполагает удаление с них лишнего слоя. При этом на выходе деталь имеет требуемые размеры, форму и шероховатость поверхности.
1 Токарная обработка металла – общие сведения
Процедура выполняется на специальных станках, которые при помощи сверл, резцов и иных режущих приспособлений срезают на заданную величину металлический слой с заготовки. Вращение детали, подвергаемой обработке, принято именовать главным движением. А движением подачи называют постоянное перемещение инструмента, которое обеспечивает непрерывность резки изделия до запланированных параметров.
За счет того что оборудование для токарных работ может выполнять различные сочетания указанных движений, на нем есть возможность производить эффективную обработку фасонных, цилиндрических, резьбовых, конических и прочих поверхностей.

К таковым, в частности, относят:
Также токарные станки позволяют выполнять:
- нарезание резьбы;
- обработку растачиванием, сверлением, развертыванием и зенкерованием разных отверстий;
- отрезание частей деталей;
- вытачивание канавок.
При подобных видах обработки металлических изделий обязательным является использование разнообразного измерительного инструмента (предельные калибры для предприятий, занятых массовым производством или микрометры, штангенциркули, нутромеры для мелкосерийного и единичного производства). С его помощью определяются формы и размеры, а также и варианты взаиморасположения разных поверхностей обрабатываемой заготовки.

Сущность технологии обработки металлов на токарном оборудовании заключается в следующем. При врезке в деталь кромки режущего инструмента отмечается зажим изделия этой самой кромкой. При этом инструмент преодолевает силы сцепления внутри заготовки, удаляет лишний металлический слой, который превращается в мелкую стружку. Она может быть разных типов:
- слитая: образовывается при обработке оловянных, медных, пластмассовых, свинцовых заготовок и изделий из мягких марок стали на высоких скоростях;
- элементная: формируется при обработке на малых скоростях маловязких и твердых деталей;
- надлом: стружка, характерная для резки малопластичных заготовок;
- ступенчатая: появляется при обработке на средней скорости средней по твердости стали, сплавов алюминия, изделий из алюминиевых листов.
2 Обработка на токарных станках – виды используемых резцов
Эффективность работы токарных установок зависит от глубины резания, величины продольной подачи изделия для обработки и скорости резки. Именно эти показатели дают возможность достичь:
- повышенного темпа вращения шпинделя станка и непосредственно обработки заготовки;
- достаточную устойчивость инструмента для резки и требуемый уровень его воздействия на деталь;
- максимально допустимый объем стружки, которая образовывается в процессе обработки;
- поддержания поверхности станка в состоянии, необходимом для выполнения токарных работ.
Конкретная скорость резки определяется видом обрабатываемого материала, типом используемых резцов и их качеством. Показатель обточки изделий и скорость резки того или иного станка устанавливают частоту, с которой вращается его шпиндель. Плотность и прочие физические параметры деталей можно узнать из соответствующих таблиц и спецификаций изделий.
Резцы для токарных станков могут быть чистовыми и черновыми. Конкретный их вид определяется характером обработки. Геометрические размеры резцов (точнее – их режущей части) дают возможность работать с малой и большой площадью слоя, поддающегося срезанию. По направлению движения резцы делят на левые и правые. Вторые движутся при работе станка к передней его бабке от задней (то есть, справа налево), первые, соответственно, наоборот – слева направо.

По расположению лезвия и форме резцы подразделяют на:
- оттянутые (у них ширина крепежной части выше ширины резцов);
- прямые;
- отогнутые.
По назначению резцы классифицируют на:
- подрезные;
- проходные;
- канавочные;
- фасонные;
- расточные;
- резьбовые;
- отрезные.
Геометрия конкретного резца оказывает существенное влияние на качество резания и его точность. Производительность обработки на токарных станках повышается в том случае, когда токарь грамотно подбирает геометрию резца. Для этого ему необходимо знать, что означает понятие «углы в плане». Под таковыми понимают углы между направлением подачи и кромками резца:
- вспомогательный – φ1;
- главный – φ;
- при вершине – ε.

Последний угол зависит от заточки резца, первые два – еще и от его установки. Если главный угол имеет большое значение, стойкость резца уменьшается из-за того, что фактически действует лишь малая часть кромки. При малом его значении резец является более стойким, теплота при обработке отводится более эффективно. Для нежестких тонких изделий обычно выбирают главный угол равный 60–90 градусам, для больших по сечению деталей – 30–45 градусов.
Показатель вспомогательного угла, как правило, равняется 10–30°. Большие его значения не имеют смысла, так как вершина резца будет значительно ослабляться. Для обработки (одновременно) торцовой плоскости и цилиндрической поверхности обычно применяют упорные проходные резцы. Отогнутые и обычные прямые оптимальны для наружных поверхностей заготовки, отрезные – для протачивания канавок и отрезания определенных частей детали, расточные (упорные или сквозные) – для растачивания ранее просверленных с использованием разных видов сверл отверстий.
А вот обработка фасонных поверхностей, у которых образующая линия имеет длину до 40 мм, производится при помощи фасонных резцов:
- круглых, стержневых и призматических по конструкции;
- тангенциальных и радиальных по движению (его направлению) подачи.
3 Токарное оборудование – виды станков
Распространенным станком, применяемым в настоящее время на многих предприятиях страны, является токарно-винторезный станок. По своим функциональным возможностям такая установка признается широкоуниверсальной, поэтому использовать ее можно не только на крупных предприятиях, но и в мелкосерийном, а также единичном производстве.

К основным узлам таких станков для токарной обработки причисляют:
- переднюю и заднюю бабку: в передней находится коробка скоростей и шпиндель, в задней – корпус, продольные салазки, пиноль;
- суппорт (верхне- и среднеполочные, продольные нижние салазки, держатель резца);
- станину горизонтального плана с тумбами, в которых размещаются двигатели;
- коробку подач.
Для обработки заготовок с целью получения особо точных линейных и диаметральных геометрических параметров чаще всего применяют программируемые станки (с ЧПУ), которые от универсальных по своей конструкции мало чем отличаются.

Другие виды станков:
- токарно-револьверные (предназначены для работы со сложными изделиями);
- токарно-карусельные (двух- и одностоечные);
- многорезцовые полуавтоматические для крупносерийных и серийных производств;
- токарно-винторезные;
- современные обрабатывающие токарно-фрезерные комплексы.
