

Нож из диска циркулярной пилы своими руками
Как сделать нож из диска циркулярной пилы своими руками?
Кустарный нож из пильного диска циркулярки, ножовочного полотна по древесине либо из пилы по металлу будет служить много лет вне зависимости от условий использования и хранения. Поговорим о том, каким образом изготовить нож из стальных элементов заводского изготовления, что для этого потребуется и на что необходимо обратить пристальное внимание. Также расскажем, как сделать кустарные резцы для любителей резьбы по древесине.
Рабочий инструментарий и материалы
Сырьевым материалом для создания кустарного ножика может стать любой, бывший в употреблении, либо новый режущий компонент из каленой стали. В роли полуфабриката желательно применять пильные круги по металлу, по бетону, пильные круги маятниковой торцевой и ручных пил. Приличным материалом будет бывшая в употреблении бензиновая пила. Из ее цепи возможно отковать и изготовить лезвие, которое по своим свойствам и наружному облику будет ничем не хуже легендарных дамасских клинков.
Для создания ножа из диска циркулярки своими руками станет необходимым следующее оснащение и материалы:
- углошлифовальная машина;
- наждачный станок;
- электродрель;
- линейка;
- молоток;
- наждачка;
- брусочки для затачивания;
- напильники;
- кернер;
- эпоксидка;
- проволока из меди;
- фломастер;
- емкость с водой.
Дополнительно необходимо обдумать вопрос с ручкой. Изготовленный предмет должен комфортно ложиться в ладоне.
Для создания рукояти предпочтительнее применять:
- цветные сплавы (серебро, латунь, бронза, медь);
- древесину (береза, ольха, дуб);
- оргстекло (поликарбонат, плексиглас).
Материал для рукояти должен быть цельным, без растрескиваний, гнилости и иных изъянов.
Приемы обращения с металлом
Чтобы лезвие было крепким и тугим, в ходе его создания требуется придерживаться правил обращения с железом.
- На полуфабрикате не должно иметься заметных и невыраженных дефектов. Прежде чем приступать к работе, заготовки требуется обследовать и простучать. Целостный элемент звучит звучно, а бракованный – приглушенно.
- При создании проекта и чертежа конфигурации режущего компонента требуется избегать углов. В подобных областях сталь способна переломиться. Все переходы необходимо делать гладкими, без крутых поворотов. Скосы обуха, предохранителя и рукояти необходимо сточить под углом 90 градусов.
- При вырезании и обработке нельзя допускать перегрева металла. Это ведет к снижению прочности. «Пережаренное» лезвие становится непрочным либо мягким. В процессе обработки деталь необходимо регулярно остужать, всецело окуная ее в емкость с холодной водой.
- Создавая нож из пильного диска, необходимо не забывать, что этот элемент уже прошел процедуру закалки. Заводские пилы рассчитаны на работу с очень крепкими сплавами. Если не нагреть изделие сверх меры во время вытачивания и обработки, то закаливать его не потребуется.
Хвостовую часть лезвия не нужно делать чрезмерно тонкой. Ведь конкретно на данную область ножа будет прилагаться основная нагрузка.
Изготовление ножа
Если пильный диск большой и не сильно изношен, то из него получится изготовить несколько лезвий различного предназначения. Затраченные усилия этого стоят.
Нож из круга циркулярки делается в определенном порядке.
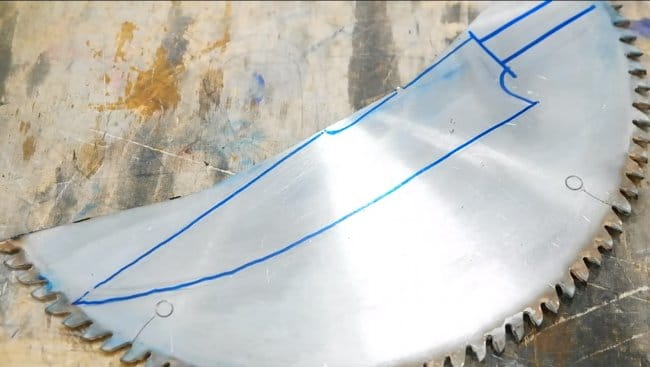
- На диск приставляется лекало, очерчиваются очертания лезвия. Поверху маркера кернером наносятся царапинки либо точечные линии. После этого картинка не исчезнет в процессе выпиливания детали и ее корректировки под необходимую конфигурацию.
- Приступаем к выпиливанию лезвия. Для этой цели стоит применить углошлифовальную машинку с диском по железу. Необходимо вырезать с запасом 2 миллиметра от черты. Это необходимо, чтобы потом сточить пережженный углошлифовальной машинкой материал. Если углошлифовальной машины под рукой нет, то вырезать черновую деталь можно посредством тисков, зубила и молотка либо ножовки по металлу.
Нож из пильного диска своими руками
Изготовление ножа – увлекательный процесс. Вы создаёте фундаментальный инструмент – один из первых когда-либо созданных человеком. Сложная часть процесса – создание клинка. Если у вас под рукой есть кузница и качественная инструментальную сталь, это здорово, но маловероятно. К счастью, есть очень хорошая альтернатива – изготовить своими руками нож из диска циркулярной пилы.

Необходимые материалы и инструменты
В первую очередь понадобится достать само полотно для изготовления клинка.
Старые пильные диски циркулярки изготавливаются из высококачественной стали. Вы можете найти их в изобилии на свопах, гаражных распродажах. Большим преимуществом использования старой пилы является отсутствие сложных металлургических работ. Если изготавливать лезвие из диска по бетону, оно уже сразу будет обладать необходимой твёрдостью для удержания остроты и остальными характеристиками качественного ножа.
Для создания холодного оружия потребуется следующий перечень инструментов (будем пользоваться подручными средствами, имеющимися в любом гараже, если у вас есть альтернатива некоторым предметам – используйте её):
- маркер;
- ножницы;
- болгарка;
- ножовка по металлу;
- защитное снаряжение (очки, перчатки);
- шлифовальная машина;
- тиски;
- хомуты;
- ножовка по дереву;
- напильники;
- наждачная бумага;
- плоскогубцы;
- дрель и сверло;
- газовая печь и паяльная лампа;
- зажигалка.
- лезвие пилы;
- бумага или картон для эскиза;
- полотенца (тряпки);
- тушащее масло;
- деревянные заготовки для изготовления рукояти;
- заклёпки;
- эпоксидная смола;
- абразивы для заточки.
Приёмы обращения с металлом
Чтобы лезвие было крепким и тугим, в ходе его создания требуется придерживаться правил обращения с железом.
На полуфабрикате не должно быть заметных и невыраженных дефектов. Прежде чем приступать к работе, заготовки необходимо обследовать и простучать. Целостный элемент звучит звонко, а бракованный – приглушённо.
При создании проекта и чертежа конфигурации режущего компонента требуется избегать углов. В подобных областях сталь способна переломиться. Переходы необходимо делать гладкими, без крутых поворотов. Скосы обуха, предохранителя и рукояти нужно сточить под углом 90 градусов.
При вырезании и обработке нельзя допускать перегрева металла. Это ведёт к снижению прочности. «Пережаренное» лезвие становится непрочным либо мягким. В процессе обработки деталь необходимо регулярно остужать, всецело окуная её в ёмкость с холодной водой.
Создавая нож из пильного диска, необходимо не забывать, что этот элемент уже прошёл процедуру закалки. Заводские пилы рассчитаны на работу с крепкими сплавами. Если не нагреть изделие сверх меры во время вытачивания и обработки, то закаливать его не потребуется.
Нож из дисковой пилы своими руками – пошаговая инструкция
Чтобы получить желаемое изделие, необходимо следовать технологическому процессу. Самодельный нож из пильного диска, ножовки по дереву или из пилы по металлу прослужат много лет независимо от условий хранения и пользования. Рассмотрим, как сделать нож из металлических деталей фабричного производства, что для этого нужно и на что следует обратить внимание.
Создание макета
На этом этапе работ можно определиться с формой лезвия будущего клинка и формой рукояти. Макет лучше всего изготавливать из плотного картона или тонкой фанеры. Можно использовать и плотный пластик. Жёсткое лекало позволит понять, как нож из дисковой пилы будет лежать в руке, и насколько удобно им будет пользоваться. Старайтесь избегать прямых углов, так как они концентрируют на себе большую нагрузку при ударах. Старайтесь не использовать сложные формы, если вы в этом деле новичок. Найти подходящий чертёж сегодня легко с помощью интернета и потом его вырезать, не утруждаясь черчением.
Если у вас или у товарища есть нож желаемой формы и дизайн, можно просто перенести его на картон.
Вырезание и первичная обработка заготовки
С помощью маркера обрисовываем эскиз на стальном круге. Если ваш будущий нож не очень большой, можно сделать из одного круга несколько клинков. Для вырезания можно использовать как болгарку, так и ножовку по металлу. Тут всё зависит от ваших навыков и средств. Зажимаем стальной профиль в тиски и не спеша режем его, отступив несколько миллиметров от линии чертежа, чтобы предотвратить ошибки.
Полученная заготовка будет мало напоминать желаемый нож: линии будут кривыми и грубыми. Поэтому потребуется первичная обработка, которая будет включать в себя выравнивание эскиза по желаемой линии, выпиливание маленьких дополнительных элементов и придачу ему плавной формы. Делать это можно с помощью шлифовальной машинки или обычного напильника, закрепив заготовку в тисках. Можно задать будущий угол заточки лезвия тем же напильником или другим удобным способом.
Придание заготовке окончательной формы
Постепенное стачивание заготовки до намеченной маркером линии делает её уже более похожей на нормальный нож, позволяет увидеть маленькие изъяны и неточности, а также максимально приблизиться к конечной форме. Необходимо использовать разные размеры, зернистости и виды напильников для достижения результата. Чтобы не сточить лишнего, можно ещё приложить картонный эскиз и повторно обвести его. Дальше намеченной линии двигаться не надо.
И также этот этап подразумевает доводку лезвия, не заточку, не полировку, а именно доводку. Делаем это с помощью наждачной бумаги, которая должна удалить грубые следы от напильника. Эту манипуляцию необходимо провести со всем корпусом, убирая заусеницы и неровности.
Сверление хвостовика
При сверлении нужно учитывать будущий размер рукояти и диаметр заклёпок. Вымерять расстояние между ними необходимо согласно чертежу. Подбираем необходимые свёрла (будет проще работать с применением алмазного), кладём заготовку на деревянный брусок и проделываем отверстия. Видно, что на клинке появились небольшие выступы, их аккуратно выравниваем наждаком.
Формирование режущей кромки
Наносим маркером линию вдоль будущей режущей кромки лезвия. Затем, используя сверло такой же толщины, что и лезвие, делаем отметку точно посередине линии лезвия. Эта отметка будет удобной при обработке напильником режущей кромки, чтобы не сделать её с неровным наклоном.
Для формирования режущей кромки применяем напильник с крупной насечкой, переходя от кромки к обуху. После того как режущая кромка будет нормально выточена, проходим наждачной бумагой по всей площади лезвия.
Готовое лезвие
Мы получаем готовое лезвие, только оно ещё не обладает достаточной остротой, так как она будет задаваться уже после закалки, перед полировкой.
Закаливание и отпуск
Закаливание предаст металлу дополнительную твёрдость, а отпуск гибкость, такой клинок будет ничем не хуже заводского.
Подключите самую крупную конфорку на газовой плите на максимум. Этого не хватит, чтобы разогреть лезвие до 800 градусов по Цельсию, потому вдобавок применяйте паяльную лампу. Подобный разогрев размагнитит деталь. Имейте в виду, что температура закалки разная для различных видов стали.
Вслед за тем, как деталь прогреется до такой степени, что магнит перестанет к ней липнуть, подержите её в огне ещё минуту, чтобы удостовериться, что она прогрелась ровно. Обмакните деталь в подсолнечное масло, подогретое до 55⁰С, на 60 секунд.
Оботрите масло с лезвия и поместите его на один час в духовой шкаф, прогретый до 275⁰С. Деталь в процессе станет тёмной, но наждачная бумага с зернистостью 120 легко справится с этим.
Используйте все меры предосторожности: плотные перчатки, длинный держатель, очки и соблюдайте дистанцию.
Выпиливание заготовки рукояти и подготовка к склеиванию
Используя лезвие в качестве образца, наносим очертание рукоятки на деревянном бруске. Рукоять изготавливайте из любого подручного дерева, но ольха обладает большей плотностью и практически не впитывает влагу и запахи. Выпиливаем 2 симметричные части толщиной около 0,6 см.
Теперь накладываем их на хвостик для примерки. Чтобы заготовки хорошо прилегали к хвостовику, после проклейки эпоксидной смолой при помощи ровной поверхности и наждачной бумаги одну сторону у каждой из частей делаем максимально плоской. Так точно не будет пробелов после склеивания.
На этом месте определяемся с формой рукояти и наносим её примерные очертания. Затем снова переносим очертания хвостовика на деревянную часть рукояти. Выпиливаем лобзиком форму на одной из частей и затем, приложив её к другой, переносим контур на вторую. Это позволит получить одинаковые части.
Формирование верхней части рукояти
Придётся хорошо поработать наждачной бумагой и напильником, чтобы придать более точную форму рукоятке. Желательно полностью завершить верхний контур, потому что после склеивания с ним будет сложно работать и к тому же можно поцарапать лезвие. Поэтому добиваемся окончательной формы, шлифуем её и только потом переходим к следующему шагу.
Сверлим в заготовках одно отверстие под заклёпки, заранее учтя их диаметр, и вставляем в него сверло соответствующего диаметра, чтобы избежать ошибок во время проделывание второго отверстия.
Изготовление клёпок
Можно купить заклёпки, чтобы не заморачиваться. Но мы же решили изготавливать нож своими руками, а это его составляющая часть, и её мы также сделаем сами. Тут нет ничего сложного. Вырезаем стальной стержень необходимого диаметра, оставляя на 5 миллиметров больше ширины рукояти. Таких заклёпок надо две, желательно, чтобы они были нержавеющими.
Придание рукояти нужной формы
Теперь склеиваем наши половинки, предварительно обработав поверхности ацетоном. Лезвие закрываем тряпкой или бумагой, чтобы не вымазать его. Вставляем стержни так, чтобы все отверстия совпадали, выравниваем две половинки и зажимаем их специальными хомутами или тисками, оставляем сохнуть согласно инструкции.
После того как они склеились, остаётся только предать рукояти необходимую форму. Сначала стачиваем заклёпки до уровня рукоятки, затем работаем напильником и наждачной бумагой.
Шлифование и лакирование рукояти ножа
После того как ручка получила очертания будущего изделия, переходим к окончательной её шлифовке. Начиная с большой зернистости и заканчивая очень мелкой, шлифуем до тех пор, пока изделие не станет гладким и блестящим.
Уже готовую рукоять протираем ацетоном и покрываем лаком. После того как высох первый слой, наносим второй. Количество слоёв – 3-5. Лак тоже полируем наждачной бумагой с мелким зерном.
Заточка клинка
Осталось только придать уже сформированной режущей кромке бритвенную остроту, и нож можно считать готовым. Всё делаем по стандартной схеме: на глаз выставляем необходимый уровень заточки, чтобы лезвие не было слишком тонким (будет быстро тупиться), и слишком толстым (будет плохо резать). Точим от острия к обуху, начиная с крупной зернистости и заканчивая мелкой. Последний шаг – полировка очень мелким зерном и войлочным кругом или джинсой.
Если вы проделали все шаги правильно, вкладывая в работу душу, то получите качественный нож, изготовленный своими руками.
Кухонный нож из диска от циркулярки

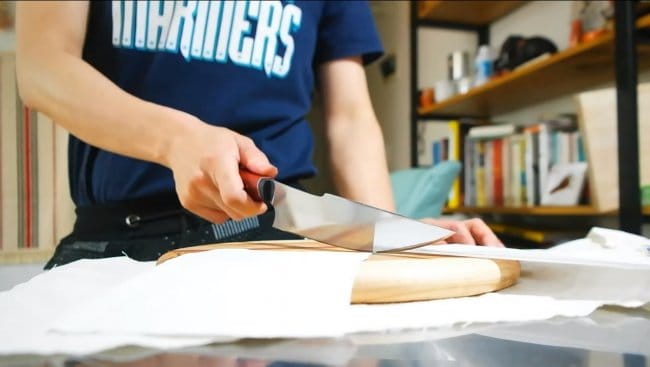
Приветствую любителей помастерить, предлагаю к рассмотрению качественный кухонный нож, которому будет рад любой повар. Исходным материалом для ножа стал диск от циркулярной пилы. Клинок прошел закалку, лезвие получилось наточить так сильно, что нож легко режет бумагу. Процесс изготовления получился не сложным, но вам предстоит много работ по шлифовке, так что будет полезно иметь ленточную шлифовальную машину. Если проект вас заинтересовал, предлагаю изучить его более детально!
Материалы и инструменты, которые использовал автор:
Список материалов:
— пильный диск (лучше старого образца);
— дерево для ручки;
— латунь, текстолит или G10 для больстера;
— латунный стержень для штифта;
— эпоксидный клей;
— кислота для травления;
— жаростойкий цемент.
Процесс изготовления ножа:
Шаг первый. Вырезаем основной профиль
Для начала нужно подобрать качественный исходный материал. Автор для таких целей использовал пильный диск. Перед изготовлением ножа важно проверить сталь на предмет закалки, так как в современных дисках сталь может быть плохой, и нож получится неудачным. Ну, а далее рисуем маркером на диске желаемый профиль ножа и вырезаем. Для резки автор использовал обычную болгарку.







Шаг третий. Скосы
Приступаем к формированию скосов на ноже, но для этого предварительно делаем разметку. Нам важно начертить вдоль лезвия линию, которая после шлифовки будет являться непосредственно самим лезвием. Провести ее можно специальной приспособой, или используя сверло того же диаметра, что и толщина заготовки. А чтобы линию было хорошо видно, закрашиваем металл маркером.
Далее можно приступать к шлифовке, в этом деле нам понадобится ленточная шлифовальная машина. Заготовку автор держит руками, а чтобы сталь не перегревалась, клинок время от времени смачиваем в воде. При работе следим за тем, чтобы скосы получились симметричными. Лезвие после работ должно иметь толщину не менее 2 мм, иначе сталь прогорит при закалке.




Шаг четвертый. Термическая обработка
Приступаем к закалке, автор решил на клинке линию хамона, с ней клинок смотрится уникально. Для получения такой линии нам понадобится жаростойкий цемент, им мы обмазываем верхнюю часть ножа. Где будет эта обмазка, там сталь потом будет отличаться по цвету.
Вот и все, теперь раскаляем клинок до красного свечения и опускаем в масло. Чтобы избежать неприятных сюрпризов типа трещин и деформаций, масло предварительно нужно подогревать. После закалки проверяем напильником клинок, царапин оставаться не должно.




После закалки обязательно производим отпуск стали, чтобы придать ей пружинные качества. В итоге клинок будет способен выдерживать большие нагрузки на изгиб, он также разломается, если его бросить на бетон. Отпускаем клинок в духовке, температура должна быть в районе 200°C. Что касается времени, то это обычно около 2-ух часов, следить нужно за тем, чтобы клинок покрылся налетом соломенного цвета, это и будет говорить об отпуске стали.
Шаг пятый. Травление
Для получения линии хамона, нам нужно произвести травление стали. Для начала клинок очень тщательно отшлифовать до блеска. Сталь также должна быть хорошо обезжирена, иначе реактив не будет вступать в реакцию со сталью. Опускаем клинок на некоторое время в кислоту и смотрим за процессом, ждем желаемого результата.
После травления обрабатываем клинок содой или другим реактивом для нейтрализации кислоты. Потом нож моется под проточной водой и вот у нас готов чудесный клинок.







Шаг шестой. Заготовка для ручки
Для изготовления ручки нам понадобится брусок из красивой породы древесины, а также материал G10 либо листовая латунь по желанию для изготовления больстера. Для начала делаем больстер, отрезаем кусок нужных размеров и проделываем щелевое отверстие под хвостовик ножа. Если фрезера нет, можно работать дрелью и плоскими напильниками.
Также щелевое отверстие нужно просверлить и в бруске, из которого потом будет делаться ручка. Можно насверлить ряд отверстий, а потом объединить их. Вот и все, теперь все эти части склеиваем на хвостовике ножа. В качестве клея используем эпоксидную смолу. Сталь нужно хорошо обезжирить для качественного склеивания. Зажимаем все это дело струбциной и оставляем сохнуть.






Шаг седьмой. Формируем ручку
Когда клей полностью высохнет, теперь можно задать нужный профиль для ручки. Обрезаем лишнее на ленточном отрезном станке или ручным лобзиком. Далее дорабатываем ручку напильниками по дереву и наждачной бумагой. Дерево нужно довести до идеально гладкого состояния, так ручка будет приятной на ощупь, а также получится выразительный рисунок древесины.
Когда ручка будет готова, пропитываем ее маслом для дерева или воском. Такая пропитка отлично будет защищать дерево от влаги, что актуально для кухонного ножа. А также масло подчеркивает натуральную красоту древесины.







Шаг восьмой. Завершение
Вот и все, нож готов, остается его наточить. Для таких целей очень удобно использовать точильные камни или ручной станок на основе точильных камней . Автор наточил нож до состояния лезвия, он легко режет бумагу. Само собой, зелень и прочие продукты такой нож будет резать превосходно.
В целом, если нож не оставлять киснуть в раковине, он будет служить довольно долго. На этом проект можно считать успешно завершенным, надеюсь, он вам понравился. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делить с нами своими идеями и самоделками!

Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Как сделать нож из пилы своими руками
Сделав нож из пилы своими руками, можно получить в свое распоряжение режущее приспособление, у которого эксплуатационные характеристики намного лучше, чем у заводских аналогов. Делая нож своими руками, ему придают именно ту форму, которая больше всего устраивает мастера. Фабричные ножи красивы, но не всегда надежны. Нет никакой гарантии, что они не подведут в самый ответственный момент.
Самодельный нож из диска, ножовки по дереву или из пилы по металлу прослужат много лет независимо от условий хранения и пользования. Рассмотрим, как сделать нож из металлических деталей фабричного производства, что для этого нужно и на что следует обратить особое внимание.
Инструменты и материалы
Сырьем для изготовления самодельного ножа может быть любая новая или старая режущая деталь из закаленной стали. В качестве заготовки лучше использовать режущие диски по металлу, полотна ручных и маятниковых пил. Неплохим вариантом является старая бензопила. Из ее цепи можно выковать и выточить клинок, по своему качеству и внешнему виду не уступающий знаменитой дамасской стали.
Для того чтобы изготовить нож своими руками, потребуется такое оборудование и материалы:
- болгарка;
- точильный станок;
- электрическая дрель;
- линейка;
- молоток;
- наждачная бумага;
- бруски для заточки;
- напильники;
- керн;
- эпоксидный клей;
- медная проволока;
- маркер;
- ведро с водой.
Отдельно нужно продумать вопрос с рукояткой. Готовое изделие должно удобно лежать в руке.
Для изготовления ручки лучше использовать:
- цветной металл (медь, бронза, латунь, серебро);
- дерево (дуб, ольха, береза);
- органическое стекло (плексиглас, поликарбонат).
Сырье для рукоятки должно быть целым, без следов трещин, гнили и прочих дефектов.
Правила работы с металлом
Для того чтобы клинок был прочным и упругим, в процессе его изготовления необходимо соблюдать правила работы с металлом. Они заключаются в следующем:
- Заготовки не должны иметь видимых и скрытых повреждений. Перед тем как сделать нож, заготовки необходимо осмотреть и простучать. Цельная деталь звучит звонко, а дефектная глухо.
- При проектировании формы клинка необходимо избегать углов. В таких местах сталь может сломаться. Все переходы должны быть плавными, без изломов. Срезы обуха, рукоятки и предохранителя должны быть сточены под прямым углом.
- При выпиливании и затачивании нельзя перегревать сталь. Это приводит к уменьшению ее прочности. Перегретый клинок становится хрупким или мягким. Во время обработки заготовку нужно постоянно охлаждать, полностью погружая ее в ведро с холодной водой.
- Делая нож из полотна пилы, нужно помнить, что это изделие уже прошло цикл закаливания. Фабричные пилы приспособлены для работы с самыми твердыми сплавами. Если не перегреть полотно в процессе вытачивания и отделки, то закаливать его не придется.
Хвостовик клинка нельзя делать слишком тонким. Именно на эту часть изделия будет приходиться самая большая нагрузка.
Изготовление ножа из полотна
Если полотно большое и не имеет сильного износа, то из него можно сделать несколько клинков разного назначения. Потраченные силы и время того стоят.
Нож из циркулярной пилы своими руками делается в такой последовательности:
- На полотно прикладывается лекало, намечаются контуры клинка. Поверх маркера керном наносятся царапины или точечные линии. Так рисунок не сотрется при выпиливании заготовки и ее подгонке под нужную форму.
- Из диска циркулярной пилы выпиливаются заготовки. Для этого лучше использовать болгарку с диском по металлу. Следует оставлять запас 2 мм от контура. Это нужно для того, чтобы убрать сожженный болгаркой материал. Если болгарки под руками нет, то выточить заготовку можно с помощью тисков, молотка и зубила или ножовки по металлу.
- На точильном станке стачивается все лишнее. На этот процесс придется потратить много времени, чтобы не перекалить сталь. Чтобы этого не допустить, заготовку нужно регулярно опускать в воду до полного остывания.
- Намечается лезвие. Здесь нужно быть внимательным, чтобы сохранить контур ножа, не спалить его и выдержать угол 20º.
- Выравниваются все прямые участки. Это удобно делать, прикладывая заготовку к боковой части точильного круга. Переходам придается округлая форма.
- Деталь очищается от заусенец. Проводится шлифовка и полировка клинка. Для этого используется несколько сменных кругов на точильном станке.
Отдельно следует остановиться на том, как делается ручка. Если используется древесина, то берется монолитный фрагмент, в котором делается продольный пропил и сквозные отверстия. После этого болванка насаживается на клинок, в нем намечаются отверстия для крепежа. Фиксация рукоятки на клинке производится с помощью заклепок или болтов с гайками. В случае с болтовым соединением шляпки метизов утапливаются в древесине и заливаются эпоксидным клеем.
Когда ручка собирается из пластика, используются 2 накладки, которые должны быть симметричными. Для придания ножу оригинальности пластиковые накладки раскрашиваются с внутренней стороны. В накладках можно делать полости, заполняемые украшениями, изделиями из цветных и драгоценных металлов, маленькими компасами и фотографиями.
После закрепления на клинке, рукоятки обтачиваются до тех пор, пока не приобретут необходимую форму и гладкость.
Нож из цепи от бензопилы
Цепи от пил изготовлены из качественного сплава, который отлично переносит длительное трение и высокую температуру. Процесс изготовления клинка длительный и трудоемкий, но в результате выходит красивый, уникальный и очень прочный нож. Для работы потребуется тяжелая наковальня, мангал и древесный уголь. Чтобы легче было обращаться с раскаленной заготовкой, необходимо приобрести кузнечные щипцы.
Изготовление клинка из цепи от бензопилы нужно проводить в такой последовательности:
- Подготовить одежду и рукавицы из плотной ткани и защитную маску. Засыпать древесный уголь в очаг и поджечь его с помощью специальной жидкости.
- Сложить заготовку из цельного куска цепи. В том месте, где будет рукоятка, можно добавить несколько отрезков от цепи. Следует помнить, что результатом работы должно стать единое монолитное изделие. Отдельно рукоятка к ножу не делается.
- Положить заготовку на угли. Обеспечить приток воздуха, чтобы поднять температуру. Дождаться, пока сталь не приобретет темно-красный цвет. В таком состоянии она становится ковкой, не теряя качественных характеристик.
- Достать раскаленную цепь из огня и уложить ее на наковальню. Несколькими сильными ударами сплющить ее так, чтобы звенья сплавились между собой, превратившись в единую монолитную деталь.
- Поэтапно, нагревая заготовку в печи и придавая ей молотом нужную форму, выковать нож, у которого обозначена рукоятка и клинок. После остывания заготовки провести ее заточку и полировку.
- Провести закаливание изделия. Для этого его нужно снова раскалить докрасна и опустить в холодную воду. После этого можно провести отделку ножа. Для этого используется кислота и гравировальная машина. Готовый клинок снова полируется и отмывается в теплом мыльном растворе.
Делаем качественный нож из пилы за два с половиной часа
Со стороны кажется, что сделать нож легко, что это лишь заточенная стальная полоса да деревянная ручка. Но когда дело доходит до практики, картина резко меняется. Главное в этом процессе — знание и опыт. Когда знаешь, все просто, когда нет опыта, все сложно.

Недавно я выложил в интернете фотографию с семью клинками, сделанными за один день в стахановском порыве.
Александр Кудряшов в комментарии попросил рассказать, как я делаю ровные и симметричные спуски.
В ответ я пошутил: «Это просто: берешь «волшебный маркер», рисуешь ровные спуски, произносишь чудесные слова, и ровные спуски готовы».
Но шутка ли это на самом деле? Шутка, конечно, но истина где-то рядом.
Позднее я предложил приехать и на практике увидеть, как делаются правильные спуски и весь нож целиком. И это предложение было принято.
По моей задумке Александр должен был сам немного поучаствовать в изготовлении: выбрать заготовку под клинок, материал для рукояти, предпочтительную длину клинка и рукояти. С нашего эксперимента Александр должен был уехать с готовым, добротным, а главное, рабочим ножом.
Приехал Александр нарядный, в светлых штанах песочного цвета и флисовой куртке цвета койот, что совершенно не подходило для предстоящей работы. Пришлось выдать ему рабочие штаны и камуфляжную рубашку на случай, если испачкается. Все подошло идеально — мы с ним одних габаритов.
В мастерской работы пошли по заранее намеченному плану. В качестве материала для клинка была выбрана старая добрая механическая пила из быстрореза. Почему?
Это широко известная и многократно проверенная сталь промышленной закалки. Да, она трудна в обработке, но благодаря красностойкости (способности длительное время выдерживать нагрев без уменьшения твердости) не требует охлаждения.

фото: Кудряшова Александра
Толщина мехпилы 2 мм, этого достаточно для большинства рабочих ножевых задач. Ножи из мехпил легки, хорошо держат заточку и, что немаловажно, полностью легальны: малая толщина клинка отметает любые подозрения на причастность к холодному оружию.
Вообще марок быстрорежущих сталей много, но производитель не всегда указывает конкретную марку, зачастую ограничиваясь клеймом HSS (high speed steel). Новые пилы попадаются редко и стоят дороже.

фото: Кудряшова Александра
Для ножедела новизна мехпилы не имеет никакого значения, поэтому для изготовления ножа можно использовать как новую пилу, так и изрядно поработавшую и даже сломанную. Результат будет мало напоминать исходный материал. Из недостатков можно отметить склонность стали к выкрашиванию при боковой нагрузке и ее подверженность коррозии.
Александр выбрал подходящее полотно мехпилы из быстрореза (HSS made in USSR). Я обрезал лишнее и на наждаке сделал контур будущего ножа, затем обработал заготовку крацовкой — вращающейся стальной щеткой, придав ей благородный черный блеск, и окрасил клинковую часть с двух сторон синим широким маркером, предназначенным для складских работ.

фото: Кудряшова Александра
По краске маркера штангенциркулем разметил линии будущих спусков, уделив особое внимание синхронности их выхода на обух. Полученные линии обвел «волшебным маркером» с серебристой краской, которая есть не что иное, как алюминиевая пудра в полимерной связующей.
Почему именно им? Очень просто. Эта краска выдерживает высокие температуры, хорошо ложится на металл и прочно держится. Краски обычных цветных маркеров при обработке металла выгорают, стираются, осыпаются. А серебрянка держится. Вот и все волшебство.

фото: Кудряшова Александра
Клинок я установил на специальную приспособу для выведения спусков (удешевленный вариант приспособы от Chapay, сделанный самостоятельно из стального уголка). Отметил маркером место, где будут начинаться спуски, и зафиксировал ручными тисками.
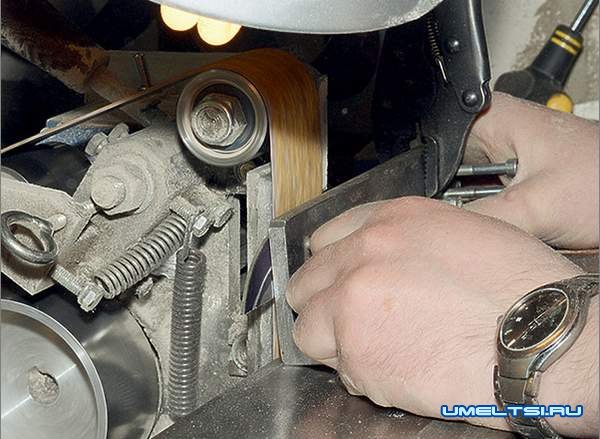
Черновой съем металла я выполнял желтым кубитроном II от 3M с зерном Р24 на станке с абразивной лентой (на гриндере). Для равномерности я начинал съем металла от отметки маркером у будущей рукояти и двигался к острию с равномерным несильным нажимом.

фото: Кудряшова Александра
При этом очень важно ровно, параллельно, без перекосов прикладывать к ленте будущий клинок. Я дал Александру немного постоять у станка на начальном этапе, используя специальные приспособления. Вывод спусков — процесс, требующий опыта.
Немного не дойдя до серебристых линий «волшебного маркера», я сменил ленту на абразив Р60 и начал выравнивать линию спусков. Сделал несколько движений от острия к рукояти, создавая прямой угол у начала спусков. Потом уже началась работа над риской спусков.

фото: Кудряшова Александра
Для этого оказалось достаточно работы на абразивах Р80 и Р120. Применять для очень твердых быстрорежущих сталей абразивы Р180 и мельче неоправданно. Это не кубитрон II, и по таким тугим сталям абразивы работают плохо и недолго. При этом важно, чтобы финишная обработка клинка была выполнена на одной ленте, иначе стороны будут выглядеть по-разному.
Нож из быстрореза не требует постоянного охлаждения в процессе обработки, и это один из приятных моментов в его изготовлении. Само собой, нож не стоит перегревать, потому как повышенная температура стали приводит к быстрому забиванию абразива липкими частичками металла — к засаливанию.

фото: Кудряшова Александра
Избыточный прижим металла к абразиву нежелателен по той же причине. Ленту, забитую металлом, которая уже не «грызет», а «лижет», можно освежить. Для этого надо убрать забитые металлом, зализанные вершинки абразива и освободить зерна, лежащие глубже.
Сделать это просто. Нужно взять быстрорезное полотно мехпилы и легко, как напильником, провести им наискосок, навстречу движущейся ленте на месте изгиба (на контактном ролике). Это действие не придаст абразиву первозданную агрессивность, но освежит его и позволит поработать еще.

фото: Кудряшова Александра
После того как первая сторона была выведена в чистовое состояние, я перевернул клинок на приспособе на другую сторону, зафиксировал его и занялся второй стороной. Ее делать всегда труднее, ведь нужно, чтобы она была такой же, как первая.
Кроме того, заготовка видна хуже, больше греется, а контакт с массивной приспособой, выполняющей функцию теплообменника, уже не такой плотный. Однако клинок был готов.

фото: Кудряшова Александра
На войлочном круге с полировальной пастой я исправил следы побежалости металла. Еще раз хочу напомнить, что это была быстрорежущая сталь, твердость которой от нагрева не страдает.
Разметив фломастером места для двух отверстий на хвостовике, я просверлил их шестимиллиметровым перьевым сверлом для кафеля. Надо сказать, что на первом из этих отверстий сверло исчерпало свой ресурс (это было примерно 50-е его отверстие).

фото: Кудряшова Александра
Без малейшего расстройства я достал из блистера другое дешевое перьевое сверло, досверлил незаконченное первое отверстие и секунд за 40 просверлил второе. Потом сверлом большего диаметра с твердосплавной напайкой снял фаски с отверстий.
А дальше был обед. Подкрепившись рамёном с курицей, приготовленным красавицей-женой, мы приступили к изготовлению рукояти. Для рукояти Александр выбрал палисандр.

фото: Кудряшова Александра
Я обрезал заготовку на ленточной пиле под заданные габариты, приложил к ней хвостовик и просверлил обычным сверлом первое отверстие в деревянной заготовке. Вставил в отверстие шестимиллиметровый штифт, насадил на него отверстие хвостовика и просверлил второе. Отметил маркером, где в рукояти будет край хвостовика, и занялся разметкой для будущей прорези под хвостовик. Пропил под хвостовик выполнил на ленточной пиле.
Я знаю, что конкретное полотно делает пропил шириной 1,5 мм. Мне же был нужен пропил под хвостовик толщиной 2 мм, поэтому я левее заготовки вставил сложенный вдвое лист картона суммарной толщиной 0,5 мм и допилил прорезь до требуемой ширины.

фото: Кудряшова Александра
После этого я занялся приданием заготовке формы рукояти. По замыслу это была прямая рукоять универсального ножа, представляющая в сечении восьмигранник. У меня это был уже не первый нож с восьмигранной рукоятью, которая выглядит строго, но ухватиста, очень удобна и не проворачивается в руке.
Все работы я выполнял на гриндере, используя ленты для дерева. Задал нужные грани и занялся выведением риски с уменьшением зерна абразива. В конце уже вручную выгладил все абразивом скотч брайт, похожим на жесткую плоскую мочалку.

фото: Кудряшова Александра
И вот пришло время монтажа. Измерив толщину рукояти в местах монтажа, я прибавил по 2 миллиметра и отрезал маленьким труборезом кусочки трубочки заданной длины. Хвостовик клинка вставил в прорезь рукояти. Он шел с натягом, так что даже пришлось задействовать ручной реечный пресс (до 600 кг).
Прессом же аккуратно вдавил трубочки в рукоять через хвостовик насквозь. Потом занялся непосредственно развальцовкой.

фото: Кудряшова Александра
Достал набор блестящих шариков от подшипников разного диаметра, положил один маленький шарик на нижнюю площадку пресса, а второй на верхний срез одной из трубочек и растянул края трубочки. Так же поступил и со второй трубочкой.
Выполнял я эту операцию с постепенным увеличением диаметра шариков. Теперь оставалось сделать чистовые операции по развальцовке ювелирным молотком с полированным бойком.

фото: Кудряшова Александра
Банка с натуральным пчелиным воском уже разогрелась на водяной бане. Рукоять ножа отправилась в воск на пропитку и последующее остывание. Пчелиный воск — это натуральный пищевой полимер. Дерево, пропитанное им, не принимает влагу и не скользит в руке.
У меня на кухне все ножи обработаны воском, и им ничего не делается. В воске на водяной бане нож можно держать сколько угодно — хоть час, хоть два, а можно и пять минут.

фото: Кудряшова Александра
Дерево рукояти ножа или приклада ружья всегда хорошо время от времени освежать баллистолом или маслом — льняным, растительным. Альтернативой горячему воску будут натуральные масла, составы на основе латекса, силиконовое масло, специальные масла для дерева (когда-то в Икее продавались), лаки.
У каждого варианта свои плюсы и минусы. Так, недостаток воска состоит в том, что он нежелателен для ножей, при сборке которых применялся клей (он обычно плохо переносит повышенную температуру).

фото: Кудряшова Александра
Натуральные масла долго полимеризуются (навсегда). Баллистол при регулярном применении дает приятную ровную поверхность.
Силиконовые масла не полимеризуются, но хорошо входят в дерево и влагостойки. Лаки выполняют исключительно поверхностную защиту. После остывания воска я снял его излишки с рукояти, отполировал на войлочном круге, а потом вручную бумажной салфеткой.

фото: Кудряшова Александра
Осталось последнее — заточка. Оставлять клинок просто сведенным в ноль нельзя — выкрошится, и это проверено. Нужно сделать небольшой подвод.
Его я делал на российских алмазных брусках (в сторону уменьшения размера зерна), предварительно смочив и натерев их кусочком мыла. Мыльная вода лучше прилипает к камням и лучше смазывает.

фото: Кудряшова Александра
Финишную доводку без нажима кромкой вперед я выполнил с мыльной водой на сланце Green brazilian. Все! Нож бреет. Взяв хорошо высушенное в мастерской тестовое березовое полено (лет 5–6 лежало), я проверил на нем лихим строганием остроту и стойкость режущей кромки, удобство и управляемость ножа.

фото: Кудряшова Александра
Итог: нож склонен злобно зарываться в дерево, режет бодро, в руке удобен, срез дерева блестит, как полированный, а кромка цела и не блестит. В общем, нож можно спокойно отдавать в работу.

фото: Кудряшова Александра
Приятно видеть детский блеск в глазах здорового мужика, разглядывающего новую полезную игрушечку, родившуюся при нем!
Нож своими руками в домашней мастерской

Чтобы нож был удобен для пользования он должен сидеть в руке как влитой. Если рукоятка комфортна – нож будет практичным, любимым инструментом на протяжении долгого времени. Однако такие готовые ножи иногда приходится долго и долго искать. В подобных случаях стоит выбрать другое решение – сделать нож самостоятельно. Та вы сможете учесть особенности ладони, длину и форму рукоятки и самого клинка. Для производства ножа нужно использовать закаленную сталь. Этому требованию вполне подходит материал, из которого делают такой инструмент как пила.
Варианты изготовления ножа

Самодельный нож можно выполнить из разнообразных металлических деталей, которые уже не подходят для применения по прямому назначению из-за того, что они пришли в негодность.
Это могут быть следующие предметы:
• изношенные мотоциклетные шатуны подойдут для изготовления набора ножей с разной длиной лезвия;
• баллонные ключи, в которых отломлен один конец;
• костыли, используемые для укладки рельс;
• диски для циркулярной пилы с различной толщиной и диаметром;
• ножовочное полотно маятниковой пилы, на котором имеются повреждения.

Если вы обладает определенными навыками в ковке, то можете изготовить нож из таких материалов как толстый металлический трос или цепь домашних агрегатов. В этом случае отличным вариантом является бензопила. Ее цепь обладает хорошей прочностью, из нее получится нож, подобный до дамасских клинков.
Если циркулярная пила отличается большим диаметром диска, и минимальными повреждениями, то его может хватить для двух самодельных ножей. Диски выполнены из очень прочного металла, поскольку пила изначально рассчитана на длительную работу с цепями.
Описание хода работ по изготовлению ножа
Материалом производства клинка выбрана механическая пила из быстрореза.

Причиной такого выбора стала та особенность, что для изготовления этой пилы применяется надежная сталь промышленной закалки. Ее трудно обрабатывать, но из-за того, что она красностойка – может подолгу выдерживать нагрев, не теряя в твердости – ее не нужно охлаждать.

Механическая пила имеет толщину 2 мм – это оптимальный показатель для клинка. Недостатком можно назвать то, что при боковых нагрузках сталь может крошиться, а также ее слабая защищенность от коррозии.

Лишнее было обрезано, и с помощью наждака сделан контур будущего клинка.

С помощью штангенциркуля размечены линии будущих спусков, внимательно проверена синхронность их выхода на обух.

Клинок установлен на специальное приспособление для выведения спусков. Черновой съем металла выполнен желтым кубитроном II от 3М с зерном Р24 на станке с абразивной лентой (гриндер).
Затем лента была заменена абразивом Р60, мастер перешел к выравниванию линии спусков – дальше Р80, Р120. Нож из быстрореза не нужно постоянно охлаждать при обработке, что значительно облегчает рабочий процесс.
Прижимать лишний раз металл к абразиву не желательно.
С помощью войлочного круга с полировальной пастой были исправлены следы побежалости сплава. Следует напомнить, что мы делаем нож из быстрорежущей стали, которая не теряет свойств от нагрева.

После нанесения фломастером разметки в местах для двух отверстий на хвостовике, эти отверстия были проделаны с помощью шестимиллиметрового перьевого сверла для кафеля.

Следующий шаг – изготовления рукоятки. Заготовка обрезана на ленточной пиле под заданные габариты, к заготовке приложен хвостовик, обычным сверлом просверлено первое отверстие в деревянной заготовке.



По идее это была рукоятка прямой формы универсального клинка, которая в сечении представляется восьмигранником. Вся работа делалась на гриндере, с использованием лент для дерева.

Дальше переходим к монтажу. После измерения толщины рукояти в местах крепления, было прибавлено по 2 миллиметра и с помощью маленького трубореза отрезаны куски трубки требуемой длины. Хвостовик клинка вставлен в прорезь рукоятки.

Прессом трубочки аккуратно вдавлены в рукоять, насквозь через хвостовик, и развальцованы.