

Назначение и классификация токарных станков
Токарные станки, назначение, классификация и область применения
Токарные станки предназначены главным образом для обработки наружных и внутренних цилиндрических, конических и фасонных поверхностей, нарезания резьбы и обработки торцовых поверхностей деталей типа тел вращения с помощью разнообразных резцов, сверл, зенкеров, разверток, метчиков и плашек.
Применение дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий) значительно расширяет технологические возможности станков данной группы.
Токарные станки могут иметь горизонтальную или вертикальную компоновку в зависимости от расположения шпинделя.
Основные параметры токарных станков — наибольший диаметр заготовки, обрабатываемой над станиной, и наибольшее расстояние между центрами. Важным параметром станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Токарные станки отечественного производства имеют цифровое обозначение моделей. Первая цифра 1 в обозначении модели показывает, что станок относится к токарной группе. Вторая цифра указывает на типы станков в группе: 1 — одношпиндельные автоматы и полуавтоматы, 2 — многошпиндельные автоматы и полуавтоматы, 3 — револьверные станки, 4 — сверлильно-отрезные, 5 — карусельные станки, 6 — токарно-винторезные станки, токарные и лоботокарные, 7 — многорезцовые, 8 — специализированные станки, 9 — разные токарные станки.
Две последние цифры определяют важнейшие технические параметры станка: высоту центров над станиной для токарно-винторезного станка, наибольший диаметр обрабатываемого прутка для токарно-револьверного и т.д. Наличие буквы после цифры указывает на модернизацию станка, т.е. на обновление конструкции. Буква (Н, П, В, А, С) в конце цифрового обозначения модели означают точность станка. Например, в обозначении токарно-винторезного станка 16К20П цифра 1 означает группу токарных станков, цифра 6 — тип станка (следовательно, к этому типу относится токарно-винторезный станок), буква К — модернизацию станка, цифра 20 — высота центров (см), буква П указывает, что станок повышенной точности.
Впервые серийный выпуск токарно-винторезных станков в нашей стране был налажен в 1929 году на Московском заводе “Красный пролетарий”. Это был ТН-20, тихоходный, маломощный станок со ступенчато-шкивным приводом для обработки деталей до 400 мм.
В 1932 году на смену пришёл ДИП-200, а с 1954г. начат выпуск станков модели 1К62 и его быстроходного исполнения 1М620. Сейчас они модернизированы. Характерными размерами токарных станков является максимальный диаметр обработки над станиной, который колеблется от 100 до 6300 мм и максимальная длина обработки (от 125 до 20000 мм).
Кинематическая структура токарных станков содержит кинематические цепи привода вращения шпинделя и привода продольной и поперечной подачи.

Реверсирование шпинделя выполняется электродвигателем, а включение и реверсирование подач — механизмами, расположенными в фартуке. токарный станок револьверный одношпиндельный
Перемещение поворотных салазок, используемое для точения конусов и пиноли задней бабки — ручное, только в крупных станках эти движения механизированы.
При токарно-винторезном использовании станка добавляется винторезная формообразующая кинематическая цепь, связывающая вращение шпинделя с продольной подачей от ходового винта. Подача при этом включается разъёмной гайкой МГ.
Реверсирование шпинделя вместе с винторезной цепью в этом случае в большинстве станков передаётся от электродвигателя специальному реверсивному механизму с фрикционными муфтами, т.к. при нарезании резьбы реверсирование требуется частое.
В современных токарных станках имеется приводная цепь быстрых перемещений, сопрягаемая с цепью рабочих подач обгонной муфтой.

1 — станина; 2 — передняя бабка с коробкой скоростей; 3 — задняя бабка; 4 — фартук; 5 — коробка подач; 6 — суппорт. У него N = 10 кВт; z = 23; n = 12,5-2000 об/мин
Токарно-винторезный станок модели 1К62, например, предназначен для обработки деталей с диаметром над станиной до 400 мм и длиной до 710, 1400 и 3000 мм.

Станок мод. 1К620 является быстроходным вариантом станка мод. 1К62 с бесступенчатым регулированием частот вращения. Вместо первых двух групповых передач привода шпинделя в этом станке поставлен механический бесступенчатый вариатор с раздвижными коническими шкивами и широким клиновидным ремнём . Его диапазон регулирования Дб = 4. Четыре ступени переборной группы включая прямую передачу на шпиндель, расширяют диапазон регулирования, обеспечивая n = 12,5 … 3000 об/мин.
Управление вариатором выполняется включением электродвигателя ДУ с N=0,5 кВт, вращающего барабанный кулачок К раздвижения шкивов. От ведомого вала вариатора получает вращение таходинамо Тд , скорость вращения которого регистрируется стрелкой вольтметра В. Она показывает по четырём шкалам, соответствующим четырём механическим ступеням фактическую частоту вращения шпинделя. В станке 1К620 механизирована подача верхней поворотной части суппорта для обеспечения точения конусов. Всё остальное унифицировано со станка 1К62.
Лоботокарные станки предназначены для токарной обработки тяжёлых деталей большого диаметра, но небольшой длины. Передняя бабка лоботокарных станков монтируется на одной станине с суппортом, а у более крупных станков — на отдельном фундаменте. Заготовка крепится на планшайбе или в четырёх кулачковом патроне.
Недостатки: 1) Не удобство установки и выверки тяжёлых заготовок на вертикальной плоскости планшайбы; 2) Неблагоприятные условия работы подшипников короткого, тяжело нагруженного шпинделя. (Поэтому эти станки вытесняются карусельными.)
Преимущества: Они проще, дешевле карусельных станков и применяются в индивидуальном и мелкосерийном производстве на обдирке и при обработке не очень точных деталей.
Специализированные токарные станки. Наибольшее распространение получили следующие специализированные токарные станки: 1. Многорезцовые 2. Вальцетокарные 3. Для обработки коленчатых валов 4. Слиткообдирочные 5. Колесотокарные и осетокарные для ж/д транспорта. 6. Трубо- и муфтообрабатывающие 7. Бесцентровообдирочные 8. Резьбообрабатывающие 9. Токарно-затыловочные
Вальцетокарные станки предназначены для обработки прокатных валов с диаметром до 2 м и длинной до 8 м. Они выполняются очень жёсткими, т.к. служат для обработки как гладких, так и ручьевых сырых и закалённых валов не только продольной или криволинейной подачей по периметру ручьёв, но и поперечным врезанием очень широкого (до 250 мм) фасонного быстрорежущего резца.
Слиткообдирочные станки — для обдирки некрупных четырёх или многогранных слитков, перед их поступлением в прокатку. Они имеют возвратно-поступательное движение резца и его качение вокруг режущей точки для сохранения нормальных углов резания.
Станки для токарной обработки коленчатых валов бывают нескольких видов:а) для обработки средних коренных шеек и их щёк, с приводом от обоих крайних коренных шеек; б) для обработки в центрах обоих крайних коренных шеек, с приводом от средней обработанной коренной шейки через разъёмную шестерню; в) для обработки шатунных шеек и их щёк, с приводом от обоих крайних шеек, смещённых от оси вращения на величину их эксцентриситета; г) для одновременной обработки всех шатунных шеек и их щёк. В этом случае коленчатый вал вращается вокруг оси коренных шеек, а суппорты вращения синхронно с ним, но вокруг оси, смещённой на величину эксцентриситета шатунных шеек. Резцы при этом остаются горизонтальными. Для обработки тяжёлых коленчатых валов применяют станки, на которых заготовки закрепляют неподвижно в люнетах, а вращение, движение подач и установочные движения сообщаются охватывающим резцовым головкам. Обработка ведётся последовательно всех шеек.
Трубо- и муфтообрабатывающие станки — обрабатывают концы труб и муфт и нарезают на них соединительную коническую резьбу.
Безцентровообдирочные валотокарные станки предназначены для обработки длинных валов и обдирки прутков для последующей их обработки на револьверных станках и токарных автоматах. Обработка не вращающегося вала ведётся двумя вращающимися резцовыми головками — обдирочной и чистовой. Подача прутка выполняется роликами. Концы обрабатываемого вала поддерживаются тележками.
Назначение и классификация станков токарной группы. Структурная схема токарного станка
На станках токарной группы обрабатывают детали типа валов, дисков и втулок. Осуществляется обтачивание наружных цилиндрических поверхностей, торцов и уступов, прорезание канавок (тела вращения), отрезка, растачивание отверстий (цилиндрических, конических и фасонных), обтачивание конических и фасонных поверхностей, сверление, зенкерование, развертывание отверстий, нарезание наружной и внутренней резьбы резцом, нарезание резьбы метчиком и плашкой, вихревое нарезание резьбы, накатывание рифленых поверхностей.
Главным движением, определяющим скорость резания, является вращение шпинделя, несущего заготовку. Движением, определяющим величины продольных и поперечных подач, является движение суппорта, в котором закрепляют резцы, а при обработке концевым инструментом движение подачи получает задняя бабка станка.
Токарные станки, делятся на универсальные и специализированные.
Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий.
На специализированных станках выполняют более узкий круг операций, например обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п.
Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
КЛАССИФИКАЦИЯ ТОКАРНЫХ СТАНКОВ.
1. Автоматы и Полуавтоматы. (Одношпиндельные).
2. Автоматы и Полуавтоматы. (Многошпиндельные).
Токарные автоматы и полуавтоматы используют в массовом и крупносерийном производствах для обработки заготовок сложной формы — из прутка и штучных заготовок. Зажим прутка осуществляют цанговыми патронами, а штучных заготовок (большие по размерам, литье, поковки) — универсальными кулачковыми патронами. Детали на этих станках обрабатывают многими инструментами, которые устанавливают на суппорте револьверной головки и в специальных приспособлениях (сверлильных, резьбонарезных и др.).
Высокая производительность этих станков достигается полной автоматизацией рабочих и холостых ходов и их частичным совмещением, и многостаночным обслуживанием.
Токарно-револьверные станки применяют в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнять все основные токарные операции.
4. Сверлильно-отрезные станки.
5. Токарно-карусельные станки.
Токарно-карусельные станки применяют для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины. На этих станках можно выполнять почти все токарные операции.
Горизонтальное расположение плоскости круглого стола (планшайбы), на котором закрепляется заготовка, значительно облегчает ее установку и выверку. Кроме того, шпиндель разгружен от изгибающих сил, что обеспечивает более высокую точность обработки деталей.
6. Токарно-лобовые станки:
Для обработки коротких заготовок большого диаметра и небольшой длины в единичном производстве применяют токарно-лобовые станки. При сравнительно небольшой длине они имеют планшайбу большого диаметра. Задней бабки станки не имеют.
7. Токарные многорезцовые станки предназначены для обработки деталей типа ступенчатых валиков.
8. Специализированные станки.
188.64.169.166 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Токарные станки. Классификация, технические характеристики станков
1. Назначение и классификация токарных станков
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения из металлов.
Основными технологическими операциями, выполняемыми на токарных станках, являются точение цилиндрических, конических, фасонных, а также торцевых поверхностей заготовок, вращающихся соосно оси шпинделя, и нарезание резьбы.
Функциональные возможности токарных станков могут быть существенно расширены благодаря использованию на токарном оборудовании специальных приспособлений, позволяющих производить фрезерование, сверление, шлифование и некоторые другие виды обработки.
Основу токарной группы составляют токарные автоматы и полуавтоматы, токарно-винторезные, токарно-револьверные, токарно-карусельные, лоботокарные станки.
Для наружной и внутренней обработки поверхностей единичных и малых групп заготовок, включая нарезание резьбы, используют различные модели токарно-винторезных станков.
Для обработки малых и больших групп заготовок сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента, предназначены токарно-револьверные станки.
Для обработки поверхностей разнообразных по форме заготовок, у которых диаметр намного больше длины, используют токарно-карусельные станки. Они отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепят обрабатываемую заготовку.
Для обработки заготовок большого диаметра (до 5 м), используемых при изготовлении деталей в единичном производстве, применяют лоботокарные станки.
Токарные станки классифицируют:
- по виду обрабатываемого материала (сталь, чугун, цветные металлы, пластмасса и др.);
- точности обработки (классы Н, П, В, А, С,);
- виду производства (единичное, мелкосерийное, серийное, крупносерийное, массовое);
- массе станка (легкие, средние, крупные и тяжелые);
- максимальному диаметру заготовки (D) обрабатываемой детали или высоте центров над станиной (100…5000 мм);
- наибольшей длине обрабатываемой детали L (125…24 000 мм).
Обычно к легким относят токарные станки с максимальным диаметром обрабатываемой заготовки D = 100… 200 мм, средним — D = 260…500 мм, крупным D = 630…1250 мм, тяжелым —D = 1600…5000 мм.
На средних по массе токарных станках в машиностроении и металлообработке выполняют 70…80 % общего объема токарных работ. Их используют для выполнения получистовой и чистовой обработок деталей из заготовок, нарезания резьбы. Они имеют достаточно высокий уровень автоматизации. Для расширения технологических возможностей их оснащают различными приспособлениями, облегчающими труд токаря и повышающими качество обработки.
Токарные станки имеют достаточную мощность, высокую жесткость и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с использованием прогрессивных инструментов из твердых и сверхтвердых материалов.
Легкие токарные станки применяют в инструментальном производстве, часовой промышленности, приборостроении, электротехнической промышленности, экспериментальном и опытном производстве.
Крупные и тяжелые токарные станки применяют для обработки деталей тяжелого, энергетического и транспортного машиностроения при изготовлении атомных реакторов, роторов турбин, генераторов, тяговых электродвигателей электровозов и др. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных крупных деталей.
Токарные станки, выпускаемые станкостроительными заводами России, имеют буквенно-цифровое обозначение. Расшифровка буквенно-цифрового обозначения токарного стана дает представление о его основных характеристиках (тип, размеры обрабатываемой заготовки, точность обработки и т.д.).
2. Токарные автоматы и полуавтоматы
Токарные автоматы предназначены для обработки заготовок из прутка, а токарные полуавтоматы — для обработки заготовок из прутка и штучных заготовок.
Технические характеристики автоматов приведены в табл. 1— 3, а полуавтоматов — в табл. 4—6.
Таблица 1. Технические характеристики токарно-револьверных и фасонно-отрезных одношпиндельных прутковых автоматов (размеры, мм)
Классификация, назначение и устройство токарных станков.
Металлорежущие станки отечественного производства принято делить на 9 групп.
Токарные станки относятся к первой группе, которая подразделяется на 9 типов:
-одношпиндельные автоматы и полуавтоматы;
-многошпиндельные автоматы и полуавтоматы;
-токарные, токарно-винторезные, токарно-лобовые;
Различают пять степеней точности станков:
особо высокую — А;
Обозначение модели станка содержит 3-4 цифры и несколько букв.
Первая цифра — группа станка (все токарные станки- 1);
третья и четвертая цифры — размерный параметр станка (обычно высота центров: 2 или 20 — высота центров 200 мм и 3 или 30 — высота центров 300 мм и т. д.).
Наиболее распространенным методом обработки материалов резанием является обработка на токарных станках. На токарных станках обрабатывают детали, имеющие преимущественно форму тел вращения (валики, оправки, втулки, заготовки для зубчатых колес и др.). При изготовлении таких деталей приходится обрабатывать цилиндрические, конические, фасонные поверхности, нарезать резьбы, вытачивать канавки, обрабатывать торцовые поверхности, сверлить, зенкеровать и развертывать отверстия и др. При выполнении этих работ токарю приходится пользоваться самыми разнообразными режущими инструментами: резцами, сверлами, зенкерами, развертками, метчиками, плашками и др.
При выполнении работ на токарных станках обрабатываемая заготовка получает вращательное движение, а резец — поступательное перемещение, или движение подачи. Сочетание таких движений обеспечивает получение разнообразных поверхностей вращения: цилиндрических, конических, фасонных и др.
Устройство токарных станков
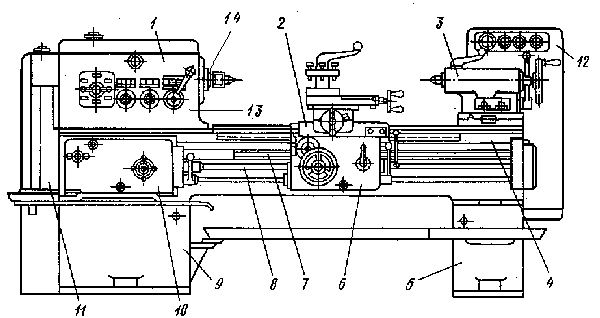
Рисунок 4. Сборочные единицы (узлы) и механизмы токарно-винторезного станка:
1 — передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы, 6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10 — коробка подач, 11 — гитары сменных шестерен, 12 — электро-пусковая аппаратура, 13 — коробка скоростей, 14 — шпиндель.
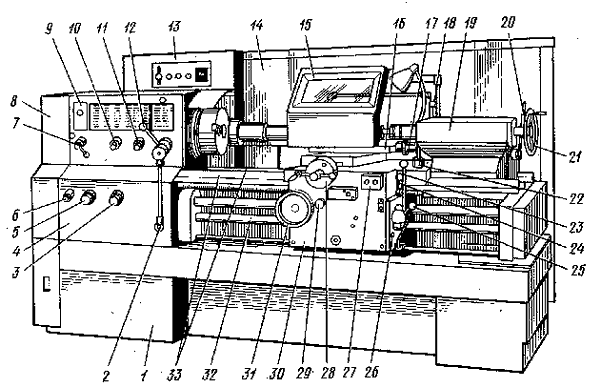
Рисунок 5. Общий вид и размещение органов управления токарно-винторезного станка 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нарезания резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления вращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок; Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф, 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка, 22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины.
Станина — жесткая чугунная отливка, на которой смонтированы все основные узлы станка. Сверху она имеет две пары направляющих, обеспечивающих прямолинейное перемещение суппорта и задней бабки в продольном направлении.
Передняя бабка — пустотелая отливка, в которой размещается коробка скоростей и главный ведомый вал станка — шпиндель. Бабка служит для установки обрабатываемой заготовки и сообщения ей вращения с предусмотренной частотой
Задняя бабка предназначена для поддержания свободного конца длинной заготовки, а также установки некоторых режущих инструментов (сверл, разверток и др. ). Бабка состоит из трех основных частей: плиты, корпуса и пиноли с коническим отверстием на переднем конце. Для обтачивания конусов корпус может быть поперечно смещен относительно плиты и зафиксирован в требуемом положении.
Суппорт служит для перемещения резца в продольном, поперечном или угловом направлениях относительно оси обрабатываемой заготовки. Состоит из пяти основных частей: трех салазок (продольных, поперечных и верхних), поворотной плиты и резцедержателя.
Фартук прикреплен к продольным салазкам (каретке) суппорта. Размещенный в нем механизм предназначен для преобразования вращательного движения ходового винта 9 или ходового вала 10 в поступательные перемещения суппорта. От ходового винта движение заимствуется только при нарезании резьб резцами, для всех прочих работ передающим звеном служит ходовой вал.
Коробка подач предусмотрена для настройки станка на подачу или шаг нарезаемой резьбы.
Гитара сменных колес является дополнительным механизмом коробки подач. С ее помощью можно практически неограниченно расширять диапазон настроек станка на шаги нарезаемых резьб.
Тумбы -пустотелые чугунные отливки, применяемые в качестве опор станины. Внутреннее пространство тумб используется обычно для размещения электродвигателя и агрегата смазочно-охлаждающей системы,
Назначение и классификация токарных станков
Токарная обработка(точение)-один из самых распространенных видов обработки металлов резанием, осуществляемый на станках токарной группы. Станки токарной группы предназначаются для обработки тел вращения.
На этих станках преимущественно обрабатываются детали трех классов: валы, диски, втулки (рис.1).
К классу валов (рис.1,а) относятся валы, валики, оси, пальцы, цапфы т.п. У деталей этого класса длина L их значительно больше диаметра D.
К классу дисков (рис.1,б) относятся диски, заготовки зубчатых колес и шкивов, маховики, кольца и т.п. У таких деталей длина(толщина) L значительно меньше диаметра D.
К классу втулок (рис.1,в) относятся втулки, вкладыши, гильзы, буксы и т.п.

Рис.1. Представители типовых деталей, обрабатываемых на станках токарной группы: а- класс валов, б- класс дисков, в- класс втулок
Кроме перечисленных деталей на станках токарной группы могут обрабатываться и другие детали, имеющие форму тел вращения. К ним в первую очередь следует отнести корпусные детали.
Характерными операциями, производимыми на этих станка, являются (рис.2.).

Рис. 2. Виды работ, выполняемых на токарных станках
- а)-продольное точение цилиндрических гладких и ступенчатых поверхностей
- б)-точение наружных конических поверхностей;
- в)-обработка торцов и уступов;
- г)-прорезание канавок и отрезка;
- д)-растачивание отверстий (цилиндрических и конических);
- е)-сверление, зенкерование и развертывание отверстий;
- ж)-нарезание наружной и внутренней резьбы резцом;
- з)-нарезание резьбы метчиком и плашкой;
- и)-фасонное обтачивание;
- к)-вихревое нарезание резьбы;
- л)-накатывание рифленых поверхностей
Классификация токарных станков
По классификатору станков, принятому в станкостроении, токарные станки относятся к первой группе. Группа содержит в себе девять подгрупп, которые разделяют станки по технологическому признаку на:
токарные одношпиндельные автоматы и полуавтоматы.
токарные многошпиндельные автоматы и полуавтоматы.
токарные, в том числе токарно-винторезные и лобовые станки.
токарные многорезцовые станки.
специализированные токарные станки.
В станкостроении металлорежущие станки, в том числе и токарные, выпускаются по государственным стандартам, в которых главные параметры отвечают нормальным или размерным рядам. Под размерным или нормальным рядом понимают группу однотипных станков, состоящих из унифицированных узлов и деталей, каждый из которых предназначен для обработки деталей определенных размеров.
Размерный ряд токарно-винторезных станков по диаметру устанавливаемой детали приведен в табл.1.
Таблица 1. Размерные ряды токарно-винторезных станков.
Диаметр устанавливаемой детали, мм, не более.
По степени специализации токарные станки подразделяются на универсальные, специальные и специализированные.
Универсальные- это станки, на которых возможно выполнение различных операций на деталях широкой номенклатуры.
Специализированные- это станки, на которых возможно выполнение ограниченного числа операций на деталях одного наименования.
Специальные станки- это станки, предназначенные для выполнения ограниченного числа операций на детали одного типоразмера.
Отечественная станкостроительная промышленность выпускает токарные станки пяти классов точности.
Класс Н. Станки нормальной точности. К ним относятся большинство универсальных станков, например, станки мод.1К62,16К20 и др.
Класс П. Станки повышенной точности. К ним относятся, например, токарно-винторезные станки мод.16К20П, 1И611П, 16Б16П и др.
Класс В. Станки высокой точности, полученной за счет специальной конструкции отдельных узлов, точности деталей и качества сборки. К этому классу относится, например станок мод.1В616.
Таким образом при обозначении модели(шифра) станка токарной группы, первая цифра 1 указывает группу станка. Вторая цифра указывает тип токарного станка. Последующие цифры, как правило, показывают технологический параметр станка, а именно максимальный диаметр обрабатываемой детали, высоту центров и др. Буква после первой или второй цифры может символизировать поколение станка, завод-изготовитель или модификацию. Буква, поставленная в конце шифра, может указывать на усовершенствование базовой модели или класс точности станка.
Рассмотрим несколько примеров обозначения моделей токарных станков.
- 1К62- цифра 1- группа токарных станков; 6-токарно-винторезный; 2-высота центров, дм; К- поколение.
- 1А616- цифра 1- группа токарных станков; 6-токарно-винторезный; 16-высота центров, см; А- поколение.
- 1Б811- цифра 1- группа токарных станков; 8-токарно-затыловочный; 11-размер обрабатываемых заготовок; Б- поколение.
- 16К20П- цифра 1- группа токарных станков; 6-токарно-винторезный; 20-высота центров, см; К- поколение; П- класс точности повышенный.
К основным техническим характеристикам токарных станков относятся: наибольший диаметр обрабатываемой заготовки, устанавливаемой над станиной (Dmax) и над суппортом (D).
В соответствии с ГОСТ440-71 предусматриваются следующие значения:
Dmax. = 100; 125; 160; 200; 250; 320; 400; 500; 630; 800; 1000; 1250; 1600; 2000; 2500; 3200; 5000; 6300 мм.
D = 50; 60; 80; 100; 125; 160; 210; 260; 350; 450; 600; 800; 1100; 1400; 1800; 2300; 3000 мм.
Станки всех перечисленных размеров выпускаются отечественной промышленностью.
Другими техническими характеристиками являются:
L- длина обрабатываемой детали; n шп- частота вращения шпинделя; N- мощность привода главного движения; G- масса станка.
Технологические возможности токарно-винторезных станков.
На станках этой группы можно обрабатывать детали практически всех размеров, применяемых в современном машиностроении.
На станках нормальной точности обеспечивается обработка с допусками по 8…9 квалитетам и достигаются 5…6 классы шероховатости. На прецизионных станках можно получить допуски по шестому и выше квалитетам и шероховатость по седьмому и более высокому классам.
Для обработки на токарных станках заготовка может устанавливаться в центрах (рис.3), в патронах четырех кулачковом или трех кулачковом само центрирующих (рис.4) и на оправке (рис.5).

Рис.3.Схема установки заготовки при обработке в центрах
Для установки заготовки в центрах станок оснащается передним 2 и задним 6 центрами и поводковыми патронами 1, имеющими поводковый палец. На левый конец заготовки, имеющей с торцов центровые отверстия, закрепляется поводковый хомутик 3.
Конструктивно поводковый патрон и хомутик могут быть выполнены иначе, например, как на рис.5.
При обработке коротких цилиндрических заготовок их установка производится в само центрирующем трех кулачковом патроне (рис.4а и б), который состоит из корпуса I, закрепляемого на переднем конце шпинделя, и кулачков 2. Механизм, размещаемый в корпусе, позволяет поворотом ключа, вставляемого в одно из трех отверстий 3, сближать и разводить одновременно все кулачки.
Если обрабатываемая деталь имеет сложную, несимметричную форму, ее устанавливают в четырех кулачковом патроне (рис.4 в), в котором каждый из кулачков 2 перемещается независимо от других.

Рис.4.Установка заготовок в патронах: а)-в трех кулачковом, б)-в четырех кулачковом.
Детали типа шайб, дисков и другие, длина которых весьма незначительна, целесообразно устанавливать на оправку (рис.5), а последнюю- в центрах станка.

Рис.5. Обработка заготовок на оправке
Для обработки конических поверхностей заготовка может устанавливаться как в центрах, так и в патроне.
Обрабатывать конус можно сдвигом корпуса задней бабки относительно плиты в поперечном направлении или при помощи копирной линейки.
Коническую поверхность можно обрабатывать, если поворотную часть суппорта установить под соответствующим углом, а подачу осуществлять вручную, перемещая резцовые салазки.
В ряде станков имеется кинематическая связь между продольной и поперечной подачей. В этом случае коническую поверхность можно получить, обеспечивая одновременно эти подачи.
При настройке токарно-винторезного станка на нарезание резьбы следует учитывать, что в большинстве случаев переход от метрических к дюймовым, модульным и питчевым резьбам производится установкой соответствующих сменных колес гитары ix (по паспорту станка).
На станках возможно нарезание многозаходных резьб, для чего станок настраивается на нарезание витка:
где k- число заходов резьбы, t- шаг резьбы.
Деление на число заходов можно осуществлять либо с помощью специального поводкового патрона, либо смещением резца в осевом направлении при неподвижной заготовке. Нарезание многозаходной резьбы возможно применением многорезцовых (по числу заходов) державок.
На токарных станках применяют так называемое вихревое нарезание резьб, при котором резец, устанавливаемый во вращающей головке, работает как зуб фрезы. Такой метод позволяет существенно повысить скорость резания, а следовательно, и производительность резьбонарезания.
При оснащении токарных станков специальными приспособлениями на них можно обтачивать сферические поверхности (рис.6), фрезеровать плоскости и шлицы, зубья зубчатых колеса, выполнять токарно-копировальные и шлифовальные работы.

Рис.6. Обработка сферических поверхностей
На рис.7 показана структурная схема и таблица к ней, по которым можно представить работы, выполняемые на токарно-винторезном станке.

Рис.7. Структурная схема токарно-винторезного станка
Таблица 2. Виды обработок на токарно-винторезном станке
Какие бывают разновидности токарных станков?
Станки токарной группы предназначены для выполнения большого количества операций по обработке металла. Чаще всего данное оборудование используется для работы с наружными и внутренними поверхностями деталей, которые имеют цилиндрический, конический или фасонный профиль. Еще одно назначение токарных станков по металлу – выполнения операций по сверлению отверстий, обработке торцов.
Основные разновидности оборудования
Классификация токарных станков в основном осуществляется на основании их конструкции.
Токарно-винторезный
 Все виды токарных станков из данной группы являются универсальными, поэтому они широко используются на серийных и единичных производствах.
Все виды токарных станков из данной группы являются универсальными, поэтому они широко используются на серийных и единичных производствах.
С их помощью можно выполнять различные операции – нарезание резьбы (модульной, метрической, дюймовой), всевозможная обработка металлических заготовок.
В перечень основных конструктивных элементов данного станка входят:
- шпиндельная бабка. Состоит из шпинделя и коробки скоростей;
- суппорт. Предназначен для фиксации в нужном положении режущего инструмента;
- станина. Предназначена для закрепления основных конструктивных узлов агрегата;
- коробка подач. Предназначена для передачи движения от шпиндельного узла к суппорту. Это возможно благодаря наличию в составе конструкции ходового винта или валика;
- фартук. Необходим для трансформации передвижений валика или винта на перемещение суппорта в нужном направлении;
- задняя бабка. Часто оснащается дополнительными инструментами для поддержки в нужном положении обрабатываемой заготовки.

Токарно-карусельные
Все типы токарных станков, которые можно отнести к карусельной группе, обычно предназначены для работы с габаритными заготовками. Они обладают следующими функциональными способностями:
- применяются для точения поверхностей цилиндрической или конической формы;
- используются для прорезки пазов различной конфигурации;
- при необходимости выполняется шлифовка, фрезеровка и подрезка торцов;
- существует возможность выполнения резьбы.
В состав данного станка входит стол, на котором находится планшайба. Также присутствуют стойки, где передвигается траверса, оборудованная суппортами.
Лоботокарный
Основное предназначение лоботокарного станка – обработка цилиндрических, конических и лобовых деталей. В оборудовании данного типа ось вращения заготовки размещается горизонтально.
Токарно-револьверные
Все виды токарных станков, которые можно отнести к револьверной группе, предназначены для обработки деталей из калиброванного прутка. Данное оборудование способно выполнить широкий спектр технологичных операций:
- точение и расточка;
- зенкерование;
- сверление;
- фасонное точение;
- формировка резьбы;
- развертывание.
Специфическое название станка вызвано особым способом крепления всех инструментов. Они устанавливаются в специальном держателе – статическом или приводном. Последний тип обеспечивает агрегат широким спектром возможностей. С его помощью можно осуществлять сверление, фрезеровку, нарезку резьбы.
Токарно-фрезерный обрабатываемый центр
Данное оборудование сочетает в себе функциональные способности фрезерного и токарного станка. В состав его конструкционных элементов входит фрезерная головка под конус, которая обеспечивает выполнение множества операций, поэтому способна достойно конкурировать с револьверным типом. В данном случае для точения выполняется металлорежущими резцами. Они устанавливаются во фрезерную головку, что повышает их функциональные возможности.
Автомат продольного точения
 Предназначение автомата продольного точения заключается в изготовлении небольших деталей при серийном производстве из различных прутков, фасонного профиля и проволоки, которая свернута в бунт. Его используют для обработки заготовок, которые изготовлены из меди, легированной стали и многих других металлов.
Предназначение автомата продольного точения заключается в изготовлении небольших деталей при серийном производстве из различных прутков, фасонного профиля и проволоки, которая свернута в бунт. Его используют для обработки заготовок, которые изготовлены из меди, легированной стали и многих других металлов.
Автоматы продольного точения оснащаются следующими типами шпиндельных бабок – неподвижными и подвижными. Также данные агрегаты могут быть револьверными, одношпиндельными. Первые имеют некоторые преимущества, поскольку способны одновременно выполнять несколько операций.
Многошпиндельные токарные станки
Такие автоматы предназначены для обработки сложных заготовок, которые сформированы из холоднотянутых прутков разного сечения или из труб. В основном их используют для обеспечения потребностей серийного производства. С их помощью осуществляют следующие операции:
- точение, растачивание и подрезку;
- сверление;
- развертывание;
- формирование резьбы;
- зенкерование.
Высокая производительность такого автомата обеспечивается большой мощностью приводного механизма, достаточной жесткостью конструкции, способностью одновременно выполнять несколько операций.
Настольные
 Основная отличительная черта такого станка – он фиксируется на специальном столе. Данный тип агрегатов имеет небольшие габариты и вес.
Основная отличительная черта такого станка – он фиксируется на специальном столе. Данный тип агрегатов имеет небольшие габариты и вес.
С его помощью можно выполнять широкий перечень различных технологических операций по обработке деталей, изготовленных из металла, дерева, пластика. Также агрегаты настольного типа способны выполнять сверление, расточку или фрезеровку.
В основном такое оборудование используется в домашних условиях или для обеспечения потребностей мелкосерийного производства. Его преимуществом считают низкий уровень энергопотребления, небольшая стоимость. Во время работы настольных станков шум минимален, что очень ценят многие пользователи.
Станки с ЧПУ
Многие станки разного строения оснащены числовым программным управлением или ЧПУ. Они отличаются высокой продуктивностью работы, точностью и легкостью эксплуатации.
При внедрении ЧПУ в основном используют такие типы систем:
- разомкнутые. Подразумевают применение одного потока информации. Такой агрегат первым делом расшифровывает данные, только после чего передает заданные команды всем механизмам;
- замкнутые. Данная система работает с применением двух потоков информации, которые принимаются от считывающего и измеряющего механизма;
- самонастраивающиеся. Корректируют всю информацию на основании изменений, которые происходят во время обработки деталей.
Также станки с ЧПУ разделяют на типы в зависимости от того, как происходит управление основными рабочими процессами:
- позиционные. Подразумевают установку механизма для обработки деталей в нужном положении, только после чего начинается сам процесс работы;
- прямоугольные. Данные системы используют для обработки заготовок, которые имеют ступенчатую форму. Они способны автоматически переключать продольную и поперечную передачи;
- контурные. Обеспечивают беспрерывную работу агрегата в соответствии с заданными параметрами.
Станки с бесступенчатым приводом
 Бесступенчатый привод обеспечивает токарное оборудование возможностью непрерывного изменения частоты вращения шпинделя. При помощи данного агрегата можно осуществлять обработку внутренней и внешней поверхности заготовок. При этом весь рабочий процесс происходит при наличии самых лучших скоростных параметров.
Бесступенчатый привод обеспечивает токарное оборудование возможностью непрерывного изменения частоты вращения шпинделя. При помощи данного агрегата можно осуществлять обработку внутренней и внешней поверхности заготовок. При этом весь рабочий процесс происходит при наличии самых лучших скоростных параметров.
Также станки с бесступенчатым приводом отличаются долгим сроком службы, простотой управления и надежностью. Отчасти это обеспечивается отсутствием коробки скоростей. Регулировка частоты вращения шпинделя происходит механическим, электрическим и гидравлическим путем.
Трубонарезные агрегаты
Данные токарные станки узкоспециализированы. Они применяются только для нарезки труб, изготовленных из стали. Также они могут производить обработку их торцов, наносить резьбу с нужными характеристиками. Данные агрегаты широко используются в разных отраслях промышленности, в том числе в нефтяной и газодобывающей, геологоразведке.
Если трубонарезный станок оснащен ЧПУ, он работает по следующей схеме:
- заготовка в виде трубы фиксируется с двух концов в патроне;
- устанавливается программа, которая способна автоматическим образом устранить все дефектные части детали;
- для выполнения дополнительных операций станок оснащается револьверной головкой, патронами разного типа, резцерезкой.
Чтобы обеспечить долгий срок службы подобного оборудования, его направляющие элементы подвергаются закалке и шлифовке. Это также позволяет повысить точность агрегата, что очень важно для эффективной работы.
Классификация оборудования по типу точности
На основании точности, которую обеспечивает оправленный токарный агрегат, ему присваивают степень:
- С. Характеризуют оборудование с особой точностью;
- В. Присваивают агрегатам, которые во время своей работы обеспечивают высокую точность;
- Н. Дают станкам с нормальной точностью;
- А. Присваивают устройствам, которые отличаются особенно высокой точностью;
- П. Имеют все станки, которые во время работы обеспечивают повышенную точность обработки.
Маркировка токарных станков
Чтобы понять, какими конструкционными особенностями обладают токарные агрегаты, какая их сфера применения, следует обращать внимание на маркировку оборудования.
Она состоит из нескольких цифр, каждая из которых имеет свое значение:
- первая цифра это обязательно 1. Она обозначает, что данный агрегат относится к токарной группе;
- вторая цифра маркировки обозначает тип токарного станка;
- третья и четвертая цифра указывает на высоту его основных центров.
Внимательно изучив все особенности маркировки токарных станков и их классификацию, можно понять принцип их работы.