

Какие бывают сварочные соединения
Основные типы сварных соединений;
Сварным соединением называют конструкцию или ее часть, в которой отдельные ее элементы соединены с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла с изменениями от термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла. При дуговой сварке плавлением сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии. Свойства сварного соединения определяются свойствами металла самого шва и зоны термического влияния.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации (затвердевания) жидкого металла сварочной ванны.
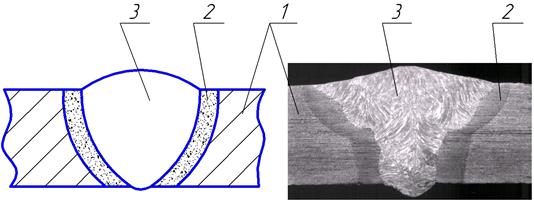
Рисунок – Химическая неоднородность сварного соединения(а – схема, б – микроструктура): 1 – свариваемые детали, 2 – зона термического влияния (ЗТВ), 3 – сварной шов
Сварные швы классифицируют по ряду признаков:
По типу соединений
Стыковое соединение (рисунок 41, а) – сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
Угловое соединение(рисунок 41, б) –сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
Нахлесточное соединение(рисунок 41, в) –сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
Тавровое соединение(рисунок 41, г) – сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
Торцовое соединение(рисунок 41, д) –сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
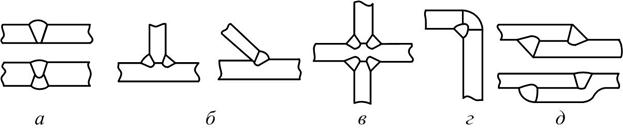
Рисунок 41 – Основные типы сварных соединений
По положению в пространстве
нижние (т.е. швы, расположенные в нижнем пространственном положении), вертикальные (расположенные в вертикальном положении),
горизонтальные (расположенные в горизонтальном положении) и потолочные (расположенные в потолочном положении).
Горизонтальные угловые швы дополнительно подразделяют на горизонтально-вертикальные (расположенные на стыке горизонтального и нижнего положений) и горизонтально-потолочные (расположенные на стыке горизонтального и потолочного положений). Необходимо отметить, что кроме понятия «положение швов в пространстве» существует родственное ему понятие «положение швов при сварке» (или «положение сварки»).
Положение швов при сварке определяет не только расположение швов в пространстве, но и направление сварки. На рисунке 42показаны базовые положения стыковых и угловых швов при ручной дуговой сварке по ГОСТ 11969-93 (ISO 6947:1990) «Сварные швы. Положения при сварке. Определения и обозначения углов наклона и поворота».
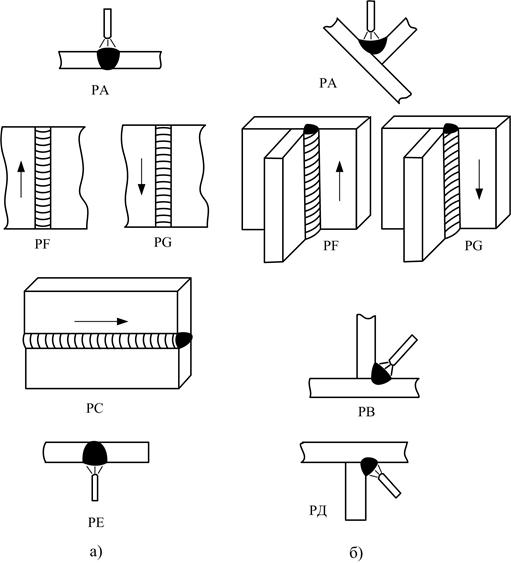
РА – нижнее; PF – вертикальное снизу вверх; PG – вертикальное сверху вниз; PC – горизонтальное; РЕ – потолочное; РВ – горизонтально-вертикальное; РД – горизонтально-потолочное
Рисунок 42 – Положения сварки при выполнении стыковых (а) и угловых (б) швов при ручной дуговой сварке
По положению относительно действующего усилия
лобовые, фланговые, косые и комбинированные (рисунок 43).
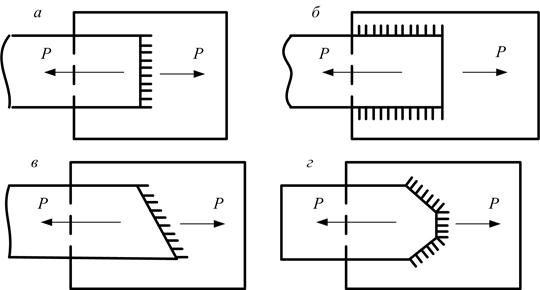
а – лобовое; б – фланговое; в – косое; г – комбинированное
Рисунок 43 – Положение сварных швов относительно действующего усилия Р
По протяженности угловые швы
Непрерывный шов –сварной шов без промежутков по длине.
Прерывистый шов –сварной шов с промежутками по длине.
Цепной прерывистый шов –двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
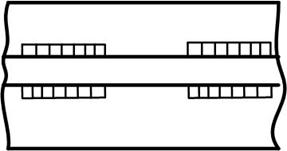
Рисунок 44 – Цепной прерывистый шов
Шахматный прерывистый шов –двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
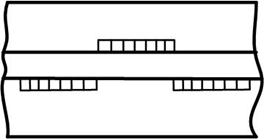
Рисунок 45 – Шахматный прерывистый шов
Многослойный шов –это шов выполненный за несколько проходов.
Подварочный шов –меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва.
Прихватка –короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей.
Монтажный шов –сварной шов, выполняемый при монтаже конструкции
Валик –Металл сварного шва, наплавленный или переплавленный за один проход.
Корень шва –Часть сварного шва, наиболее удаленная от его лицевой поверхности (рисунок 46).
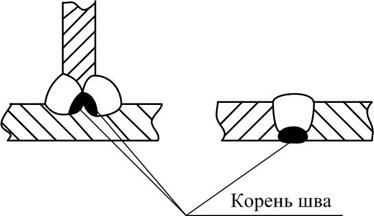
Рисунок 46 – Корень шва
По форме поверхности шва:
на выпуклые и прямые стыковые швы, а также выпуклые, вогнутые и прямые угловые швы. Прямые стыковые швы — это швы, поверхность которых заподлицо с основным металлом, прямые угловые — швы, ограниченные плоскостью, проходящей через видимые линии границы сварного шва с основным металлом. Прямые стыковые швы и вогнутые угловые швы с плавным переходом к основному металлу хорошо работают при динамических нагрузках.
а – выпуклая; б – прямая; в – вогнутая
Рисунок 47 – Форма поверхности сварных швов
По количеству слоев
однослойные (однопроходные) и многослойные (рисунок).Под слоем сварного шва понимают часть металла шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва.
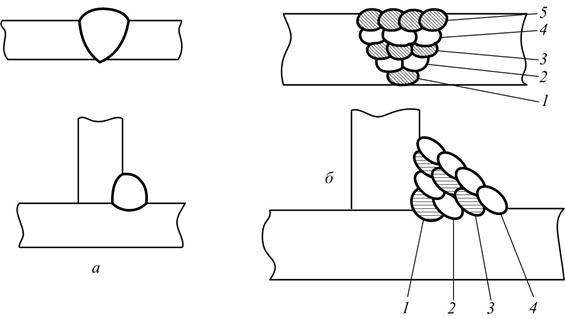
цифрами показаны слои швов
Рисунок 48 – Однослойные (а) и многослойные (б) сварные швы
По форме разделки кромок соединяемых деталей различают следующие основные типы стыковых швов:
— с отбортовкой кромок (рисунок 49, а);
— без разделки кромок — односторонние и двусторонние (рисунок 49, б);
— с разделкой одной кромки – односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рисунок 49, в);
— с односторонней разделкой двух кромок;
— с V-образной разделкой (рисунок 49, г);
— с двусторонней разделкой двух кромок;
— Х-образной разделкой (рисунок 49, д).
Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, (рисунок 49, е).
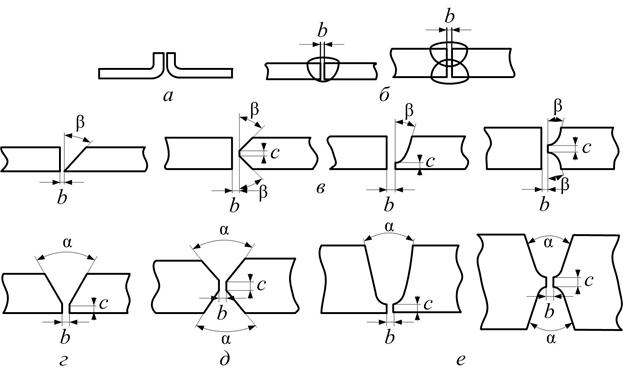
Рисунок 49 – Виды стыковых швов по форме подготовки кромок.
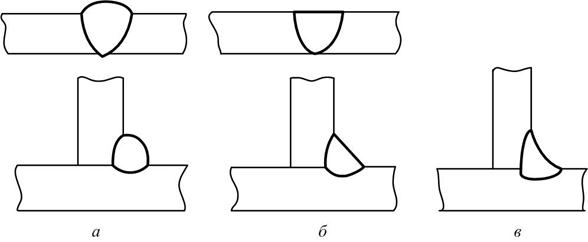
По форме поперечного сечения угловые и тавровые швы могут быть без разделки кромок (рисунок 50, а), с односторонней разделкой кромки (рисунок 50, б), с двусторонней разделкой кромок (рисунок 50, в). По протяженности угловые и тавровые швы могут быть непрерывными и прерывистыми с шахматным и цепным расположением отрезков шва. Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнежнего листов — их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие. Прорезные швы получают путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези.
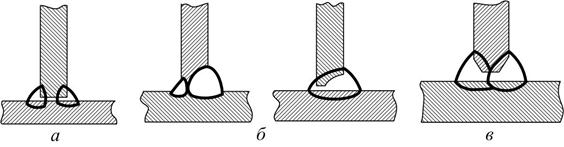
Рисунок 50 – Виды швов тавровых соединений
Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины (при односторонней ручной дуговой сварке до 4 мм, при двусторонней – до 6 мм, при сварке под флюсом до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги в корень соединения и полного проплавления кромок на всю их толщину.
Подготовку кромок при ручной дуговой сварке конструкций из листового металла и сортового проката покрытыми электродами регламентирует ГОСТ 5264-80. Форму разделки кромок и их сборку под сварку (см.рисунок 49) характеризуют основные конструктивные элементы: зазор b, притупление с, угол скоса кромки b и угол разделки кромок a, равный b или 2b в зависимости от того, односторонний или двусторонний скос кромки в соединении.
Стандартный угол скоса кромок в зависимости от способа сварки и типа соединения изменяется в пределах от 8-10° до 45-50°. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок посравнению с У-образной позволяет уменьшить объем наплавленного металла в 1,6 — 1,7 раза и уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость кантовать свариваемые изделия или вести сварку с одной стороны шва в неудобном потолочном положении.
Притупление с обычно составляет (1-2)±1 мм. Его назначение – обеспечить правильное формирование шва и предотвратить прожоги в корне шва. Зазор b обычно равен 1 – 3 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара корня шва.
Элементы геометрической формы сварного шва: при стыковых соединениях – ширина и высота шва, при угловых, тавровых и нахлесточных соединениях –катет шва и глубина проплавления.
Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой, так и с обратной стороны. В стыковых, особенно односторонних, швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также трудно проварить корень шва на всю его толщину (рисунок 50, б-в). Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
Типы сварочных соединений (стр. 1 из 6)
1. Технология сварки стали
Подготовка конструкций к сварке
Подготовка конструкций к сварке разделяется на три этапа:
1. обработка кромок, подлежащих сварке;
2. сборка элементов конструкции под сварку;
3. дополнительная очистка, если она требуется, собранных под сварку соединений.
Обработка кромок конструкций, подлежащих сварке, производится в соответствии с чертежами конструкций и согласно требованиям ГОСТ 5264–80 и других ГОСТов на основные типы и конструктивные элементы швов сварных соединений. Кромки соединений под сварку обрабатывают на кромкострогальных или фрезерных станках, а также путем кислородной и плазменной резки на специальных станках. Размеры элементов кромок должны соответствовать требованиям ГОСТ.
Важным этапом подготовки конструкции к сварке является сборка под сварку. Под ручную дуговую сварку конструкции собирают при помощи сборочных приспособлений или прихваток. Состав сборочных приспособлений: струбцины 1 выполняют разнообразные операции по сборке углового металла, балок, полос и т.п.; клинья 2 используют для сборки листовых конструкций; рычаги 3 – для сборки углового металла и других конструкций; стяжные уголки 4 и угловые фиксаторы 8 – для сборки листовых конструкций; домкраты 5 – для стягивания обечаек, балок и других конструкций; прокладки с клиньями 7 – для сборки листовых конструкций с соблюдением величины зазора; стяжные планки 10 и угольники. И – для сборки листовых конструкций под сварку без прихваток. Применяют и другие типы приспособлений.
Перед сборкой обработанные элементы конструкций должны быть измерены, осмотрены их кромки, а также прилегающий к ним металл, тщательно очищены от ржавчины, масла, краски, грязи, льда, снега, влаги и окалины. В цеховых условиях элементы конструкций собирают на стеллажах – плитах, имеющих пазы для установки в них приспособлений (болтов, стяжек, штырей и т.п.), крепящих собираемые элементы по размерам, предусмотренным в чертежах. Используются также простейшие стеллажи из горизонтальных балок, установленных на стойках высотой 200–400 мм. На 13.3 показан пример сборки листовых конструкций с помощью простейших приспособлений и сборки конструкций из профильного металла – углового, двутаврового и т.п. Кромки собранных конструкций, подлежащие сварке, по своей форме и размерам должны соответствовать чертежам и стандартам.
Стыки конструкций по мере сборки закрепляют прихватками – короткими сварными швами для фиксации взаимного расположения подлежащих сварке деталей. Прихватки размещают в местах расположения сварных швов, за исключением мест их пересечения Длина прихваток для сталей с пределом текучести до 390 МПа должна быть не менее 50 мм и расстояние между ними – не более 500 м, для сталей с пределом текучести более 390 МПа прихватки должны быть длиной 100 мм и расстояние между ними – не более 400 мм При небольшой толщине собираемых деталей (4–6 мм) прихватки могут быть более короткими (20–30 мм) и расстояние между ними 200–300 мм. При сборке на прихватках громоздких тяжелых конструкций, кантуемых при сварке, расположение прихваток и их величина указываются в проекте производства сварочных работ. Кеудаляемые при сварке прихватки должны выполняться сварщиками, которые впоследствии будут сваривать прихваченные соединения.
Прихватки придают жесткость конструкции и препятствуют перемещению деталей от усадки при сварке, что может привести к образованию трещин, особенно в элементах большой толщины. Поэтому сборку на прихватках применяют при толщине металлов 6–10 мм, а при большей толщине используют сборочные приспособления, фиксирующие форму и размеры конструкций, однако допускающие ее незначительное перемещение от сварочной усадки. Такими приспособлениями являются клиновые стяжки (см. 13.1).
Непосредственно перед сваркой собранные стыки подлежат обязательному осмотру и при необходимости дополнительному исправлению дефектов сборки и очистке.
При сварке в вертикальном положении сила тока уменьшается на 10–20%, при сварке горизонтальных швов – на 15–20% и при сварке потолочных швов – на 20–25%.
Род тока и полярность определяют в зависимости от принятых для сварки электродов, например для электродов МР-3 может быть применен переменный или постоянный ток, для электродов УОНИИ-13/45 – только постоянный ток обратной полярности и т.п.
Скорость сварки (перемещения дуги) в значительной степени зависит от квалификации сварщика и его умения вести процесс сварки с перерывами только на смену электрода. Кроме того, на скорость сварки влияют коэффициент наплавки применяемых электродов и сила сварочного тока. Чем больше коэффициент наплавки и сила тока, тем быстре перемещается дуга и, следовательно, растет скорость сварки. Следует иметь в виду, что произвольное увеличение силы тока может вызвать перегрев электрода.
Коэффициент /С, определяемый по табл. 13.1, зависит от вида покрытия электродов. Например, для электродов с кислым или рутиловым покрытием максимальная величина коэффициента при диаметре 3–4 мм К=45; для электродов с основным покрытием диаметром 3–4 мм Д»=40; с целлюлозным покрытием того же диаметра /(=30.
На основании формулы погонной энергии сварки qn (гл. 3) была выведена приближенная зависимость погонной энергии от площади сечения валика шва, Дж/мм
где Qo – коэффициент, зависящий от типа применяемых электродов или проволоки при механизированных методах сварки; Fm–> площадь сечения валика, мм2.
Для электродов марок УОНИИ-13/45 и СМ-11 величина Qo=65 Дж/мм3. Таким образом, зная погонную энергию, можно легко определить сечение валика шва и наоборот.
2. Типы сварных соединений. Сварные швы
Термины и определения основных понятий по сварке металлов устанавливает ГОСТ 2601–84. Сварные соединения подразделяются на несколько типов, определяемых взаимным расположением свариваемых деталей. Основными из них являются стыковые, угловые, тавровые, нахлесточные и торцовые соединения. Для образования этих соединений и обеспечения требуемого качества должны быть заранее подготовлены кромки элементов конструкций, соединяемых сваркой. Формы подготовки кромок для ручной дуговой сварки стали и сплавов на железоникелевой и никелевой основе установлены ГОСТ 5264–80.

Стыковым соединением называют соединение двух элементов, примыкающих друг к другу торцевыми поверхностями.
ГОСТ 5264–80 предусмотрено 32 типа стыковых соединений, условно обозначенных Cl, C2, С28 и т.д., имеющих различную подготовку кромок в зависимости от толщины, расположения свариваемых элементов, технологии сварки и наличия оборудования для обработки кромок. При большой толщине металла ручной сваркой невозможно обеспечить проплавление кромок на всю толщину, поэтому делают разделку кромок, т.е. скос их с двух или одной стороны. Кромки скашивают на строгальном станке или термической резкой (плазменной, газокислородной). Общий угол скоса (50±4)°, такая подготовка называется односторонней со скосом двух кромок. При этом должна быть выдержана величина притупления (нескошенной части) и зазор, величины которых установлены стандартом в зависимости от толщины металла. Шов стыкового соединения называют стыковым швом, а подварочный шов – это меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при поседующей сварке основного шва или накладываемая в последнюю очередь, после его выполнения.
При подготовке кромок стали толщиной 8–120 мм. Обе кромки свариваемых элементов скашивают с двух сторон на угол (25±2)° каждую, при этом общий угол скоса составляет (50 ± ±4)°, притупление и зазор устанавливаются стандартом в зависимости от толщины стали. Такая подготовка называется двусторонней со скосом двух кромок. При этой подготовке усложняется обработка кромок, по зато резко уменьшается объем наплавленного металла по сравнению с односторонней подготовкой. Стандартом предусмотрено несколько вариантов двусторонней подготовки кромок: подготовка только одной верхней кромки, применяемая при вертикальном расположении деталей, подготовка с неравномерным пс толщине скосом кромок и др.
Угловым соединением называют соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Таких соединений насчитывается 10: от У1 до У10.
Для толщины металла 3 – 60 мм кромку примыкающего элемента скашивают под углом (45±2) 1°, сварной шов основной и под-варочиый. При этой же толщине и сквозном проваре можно обойтись без подварочного шва. Часто применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8–100 мм применяют двустороннюю разделку примыкающего элемента под углом (45±2)°.
Тавровым соединением называют сварное соединение, в котором торец одного элемента примыкает под углом и приварен угловыми швами к боковой поверхности другого элемента. Стандартом предусмотрено несколько типов таких соединений: с Т1 по Т9. Распространенным является соединение, для металла толщиной 2–40 мм. Для такого соединения никакого скоса кромок не делают, а обеспечивают ровную обрезку примыкающего элемента и ровную поверхность другого элемента.
При толщине металла 3–60 мм и необходимости сплошного шва между элементами, что предусматривается проектом конструкции, в примыкающем элементе делают разделку кромок под углом (45±2)°. На практике часто применяют тавровое соединение с подкладкой при толщине стали 8–30 мм, а также соединение с двусторонним скосом кромок примыкающего элемента при толщине стали 8–40 мм. Все эти соединения со скосом кромок примыкающего элемента обеспечивают получение сплошного шва и наилучшие условия работы конструкций
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга. Стандартом предусмотрено два таких соединения: HI и Н2. Применяют иногда разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.
Типы сварных соединений
Для неразъемного соединения между собой металлических деталей сваркой используют различные типы сварных соединений.
Неразъемное соединение деталей выполненных из металлических заготовок и получаемое при помощи расплавления их краев электродуговой или газом. Одновременно с этим происходит наплавка дополнительного металла, это может быть расплавленный электрод или специально подаваемый в зону нагрева пруток. В результате этих манипуляций в месте соединения заготовок образуется сварочный шов.

Для соединения металлических деталей применяют различные виды сварки. Список сварочных технологий довольно большой, но к основным видам можно отнести:
- электродуговую;
- газопламенную;
- плазменную;
- лазерную и многие другие.
Основные типы сварочных соединений
Все вопросы, касающиеся сварочного дела, так или иначе, стандартизированы. Один из основополагающих документов это ГОСТ 2601-92. Этот документ нормирует термины и основные понятия в области сварочного дела. В этом же документе определены и основные виды соединений при помощи сварки. К ним относят:
Стыковые
Торцы плотно прилегают друг к другу. Это широко применяемый вид соединения, который можно получать при использовании различных сварочных технологий. Стыковые швы обладают рядом преимуществ, в сравнении с другими – высокая скорость выполнения работ, соответственно высокая производительность, выполняемых работ. Минимальный расход материала. Высокая прочность сварного соединения, разумеется, она достигается при полном соблюдении всех технологических норм и правил. Но использование стыкового соединения требует предварительной подготовки кромок, то есть, подготовить фаску, кроме того, необходимо обеспечить точность установки заготовок.
Такой вид используют для соединения листового, трубного и сортового проката.
Нахлесточные
При этом способе сборки, заготовки располагают так, что их плоскости расположены параллельно друг другу и при этом частично перекрывают друг друга. Соединения этого типа чаще всего используют при выполнении точечной и контактной сварки. В других случаях при выполнении такого шва неоправданно увеличивается расход самого металла и электродов. При выполнении соединения внахлест нет необходимости в предварительной разделке кромок. Но в любом случае листы должны быть обрезаны с применением специального оборудования, например, механических ножниц. Во избежание коррозии, которая может возникнуть между листами металла, целесообразно проварить такое соединение по всей длине.
Такое скрепление заготовок целесообразно использовать если их толщина не превышает 10 мм.
Угловое
Заготовки располагают друг относительно друга под определенным углом, а шов пролегает в месте их контакта.
Угловые соединения могут иметь одно- или двустороннее исполнение. Их используют при слиянии деталей из листового проката, фасонных изделий и труб. Угол может быть различным, все зависит от назначения конструкции. Небольшое осложнение вызывает то, что необходимо разделать кромки примыкающей заготовки.
Тавровое
Торец одной заготовки примыкает к плоскости другой, чаще всего под прямым углом.
Деталь, устанавливаемая вертикально должна в обязательном порядке иметь обрезанную кромку. Таким образом, обеспечивается примыкание одной детали к другой. Кстати, при подготовке ее к сварке, в зависимости от толщины, может потребоваться предварительная разделка кромки. Если металл довольно толстый, к примеру, свыше 20 мм, то фаску необходимо снимать с двух сторон заготовки. Такой подход обеспечит провар соединения.
Торцовое
Такая форма слияния поверхностей, при котором края свариваемых заготовок прилегают друг к другу и получаемая деталь напоминает бутерброд в разрезе.
Соединения, выполненные при помощи сварки, получили распространение в промышленности, строительстве. Сварка широко используется для замены кованых изделий и деталей, которые изготавливают с помощью литья.

Технологические особенности сварочных работ
Любая работа имеет свои секреты, которыми по большей части владеют профессионалы и сварка тут не исключение. Например, при выполнении таврового соединения, состоящего из листов разной толщины, следует держатель электрода установить таким образом, чтобы угол между ним и толстым листом составлял 60 градусов.
Другая особенность выполнения таврового типа заключается в установке листов в «лодочку», то есть угол между заготовкой и горизонтальной плоскостью должен составлять 45 градусов. При такой форме установки заготовок электрод может быть установлен строго вертикально. В результате вырастает скорость сварки и снижается вероятность появления таких дефектов, как подрез, кстати, это чаще всего встречающийся дефект таврового шва. В зависимости от толщины металла может возникнуть необходимость выполнения нескольких проходов электродом. Сварку в «лодочку» применяют при использовании автоматической сварки.
Классификация по расположению соединения
Кроме вышеприведенной квалификации, сварные швы можно классифицировать и по другим характеристикам. Одна из таких – это по степени выпуклости.
Сварные швы можно разделить на:
Во многом этот параметр зависит от параметров сварочных материалов и от режимов сварочного аппарата. Если при выполнении сварки применяют длинную дугу, то шов выйдет ровным и широким. При использовании короткой дуги, ширина шва уменьшиться, а сам он станет выпуклым. Нельзя забывать и о том, что на качество и геометрию шва большое значение оказывает скорость движения электрода и, конечно, форма и размеры разделки кромки.

Сварные швы можно классифицировать по их положению в пространстве. То есть они могут быть расположены – внизу, вертикально и на потолке.
Оптимальным расположением сварочного шва считают нижнее. Такой вид шва рекомендуется использовать при разработке рабочей документации на изделия. Сварщик, при обработке нижнего шва, находиться поверх него и прекрасно видит и движение электрода, и процесс формирования шва.
Вертикально расположенные или потолочные швы могут выполнять только сварщики определенной квалификации. Потолочное расположение шва это самый трудоемкая и небезопасная работа.
Квалификация сварных соединений по протяженности
Неразъемные соединения, полученные при помощи сварки можно разделить на сплошные и прерывистые. Первые выполняют там, где необходимо обеспечить герметичность соединения или там, где по прочностным требованиям невозможно применить второй вариант (прерывистый)
Нормативная база
Сварочные соединения могут быть классифицированы по разным параметрам – это и геометрия шва, и тип соединения и многое другое. При проектирования изделия, в котором будут использоваться сварочные швы, проектировщик в первую очередь должен руководствоваться результатами прочностных расчетов. И только после этого выбирать способ соединения заготовок.
В своей работе проектировщики и изготовители должны руководствоваться следующими документами:
На основании данных из этих нормативных документов, необходимо определить геометрию шва и тип сварки. Уже затем должны быть установлены критерии раздела кромок, если таковой требуется. На последней стадии определяют допустимые и предельные отклонения размеров шва.
Дефекты сварочных соединений
Сварочные работы относят к особо ответственным. И это понятно. Сварку используют и при изготовлении емкостей, работающих под давлением, и трубопроводов и котлов. И от качества выполненного соединения зависит работоспособность и, главное, безопасность работы оборудования. Практически на всех производствах и строительных площадках. Где используют сварку, применяют различные методы контроля качества. В соответствии с требованиями ГОСТ 3242-79 для контроля сварочных соединений предусмотрено несколько способов контроля. Среди них такие, как:
- Визуальный, его применяют при контроле неответственных соединений.
- Ультразвуковой — его применяют для контроля разных типов соединений.
На особо ответственные, например, на мостовых конструкциях или трубопроводах высокого давления, сварщик должен оставить отпечаток личного клейма.
Классификация сварных соединений
Сварное соединение — неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.
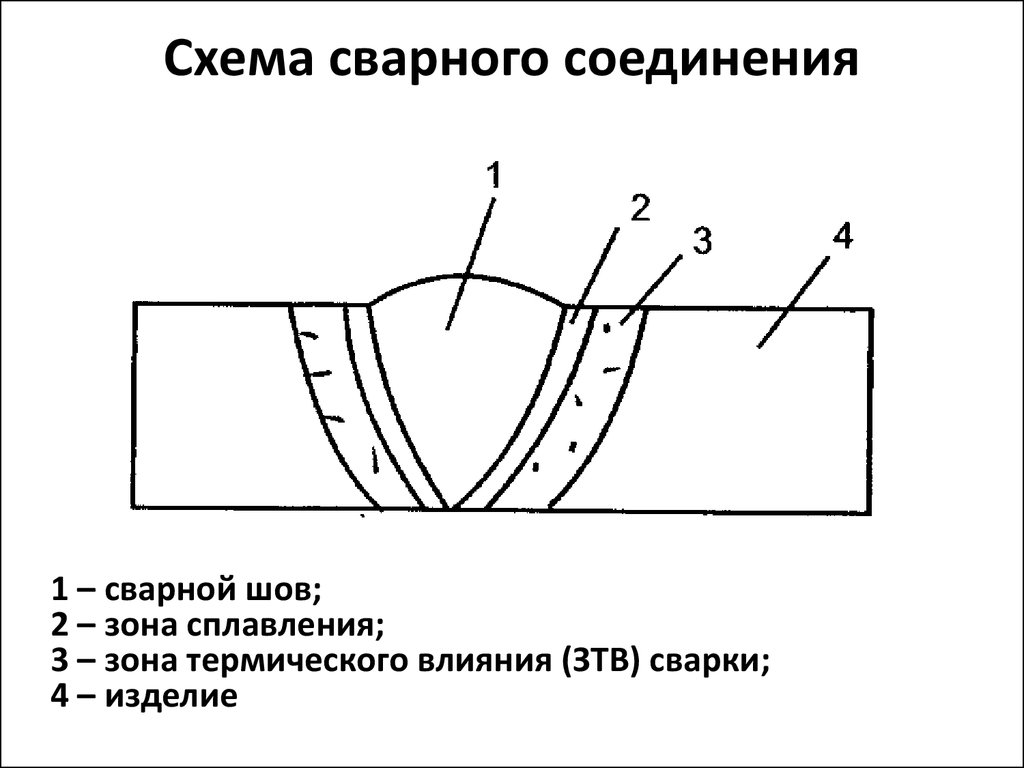
Рис. 1. Сварное соединение
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Не расплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения.
Вид свариваемых деталей
При сварке различают следующие виды свариваемых деталей лист — Л (Р), труба — Т (Т), стрежень — (С) и их сочетания между собой лист с трубой (Л + Т), трубы с отводом (Т + О), трубы с трубой через муфту (Т + М + Т), лист со стержнем (Л+С).
Читайте также: Положения при сварке
Под понятием «труба» подразумеваются также детали замкнутого полого профиля, таких как: штуцер, патрубок, обечайка, корпус коллектора и пр. Под понятием «стержень » подразумеваются детали круглого и многогранного сплошного сечения, гладкие и с периодическим профилем.
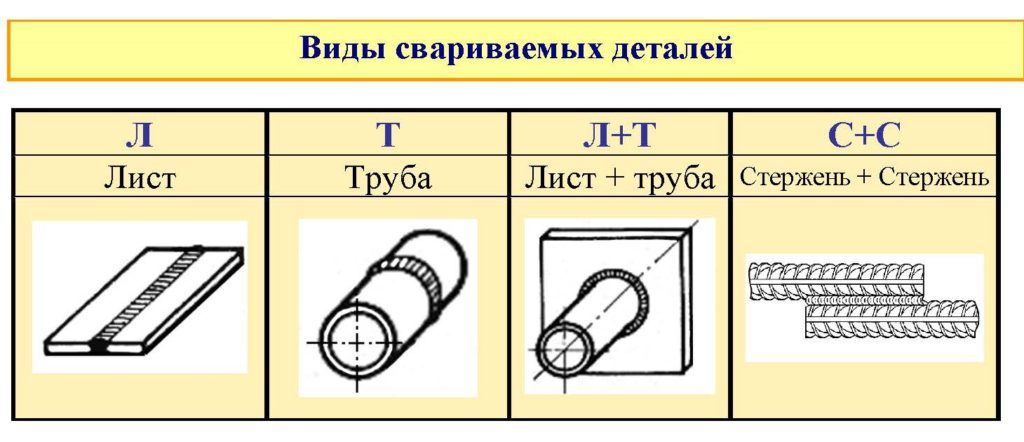 Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
Виды соединений
Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис.2, б).
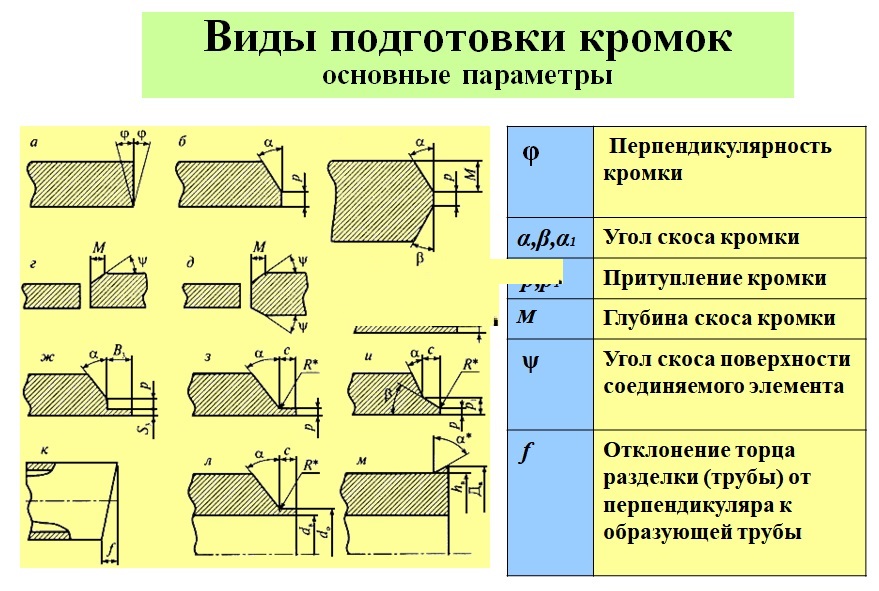
Рис. 2. Стыковые соединения
Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 3).
Рис. 3. Угловые соединения
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 4).
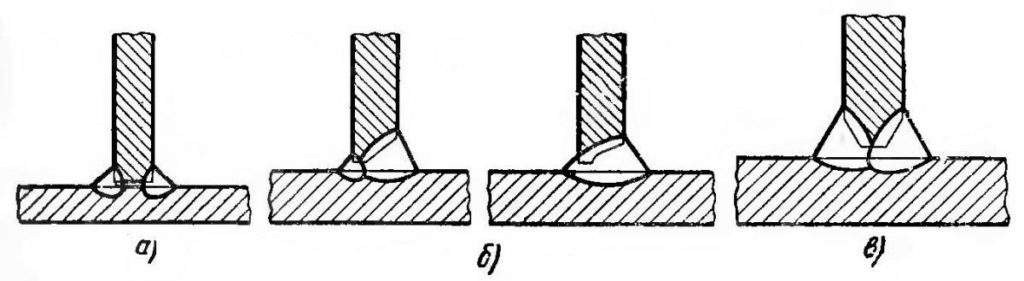 Рис. 4. Тавровое соединение
Рис. 4. Тавровое соединение
Нахлесточное соединение — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 5, е).
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
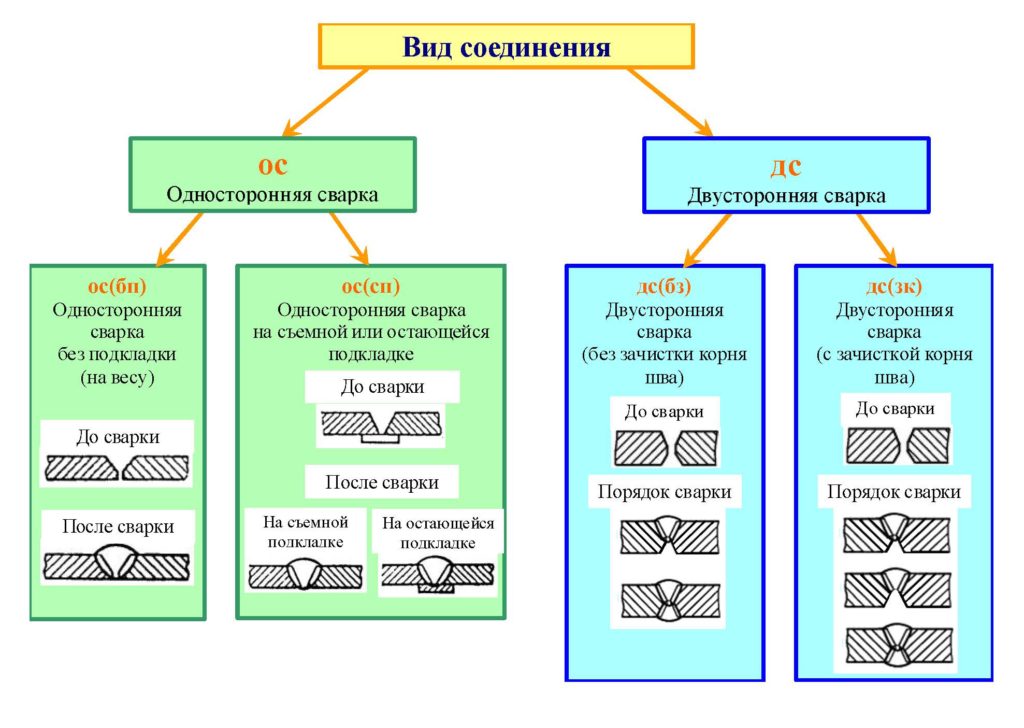
Вид соединений ос (бп) ос (сп) дс (бз) дс (зк)
Сварные соединения, подразделяются на следующие виды:
- сварные соединения, выполняемые с одной стороны (односторонняя сварка) — ос (ss) и с двух сторон (двусторонняя сварка) — дс (bs);
- сварные соединения, выполняемые на съемной или остающейся подкладке, подкладном кольце — сп (mb) и без подкладки (на весу) — бп (nb);
- сварные соединения, выполняемые с зачисткой корня шва — зк (gg), без зачистки корня шва — бз (ng);
- сварные соединения, выполняемые с газовой защитой корня шва (поддувом газа) — гз (gb);
 Виды соединений ос [сп, бп], дс [бз, зк]
Виды соединений ос [сп, бп], дс [бз, зк]
Типы швов СШ, УШ
По типу сварные швы делят на стыковые (СШ), угловые (УШ) и прорезные.
Стыковой шов СШ — сварной шов стыкового соединения.
Угловой шов УШ — сварной шов углового, нахлестанного или таврового соединений.
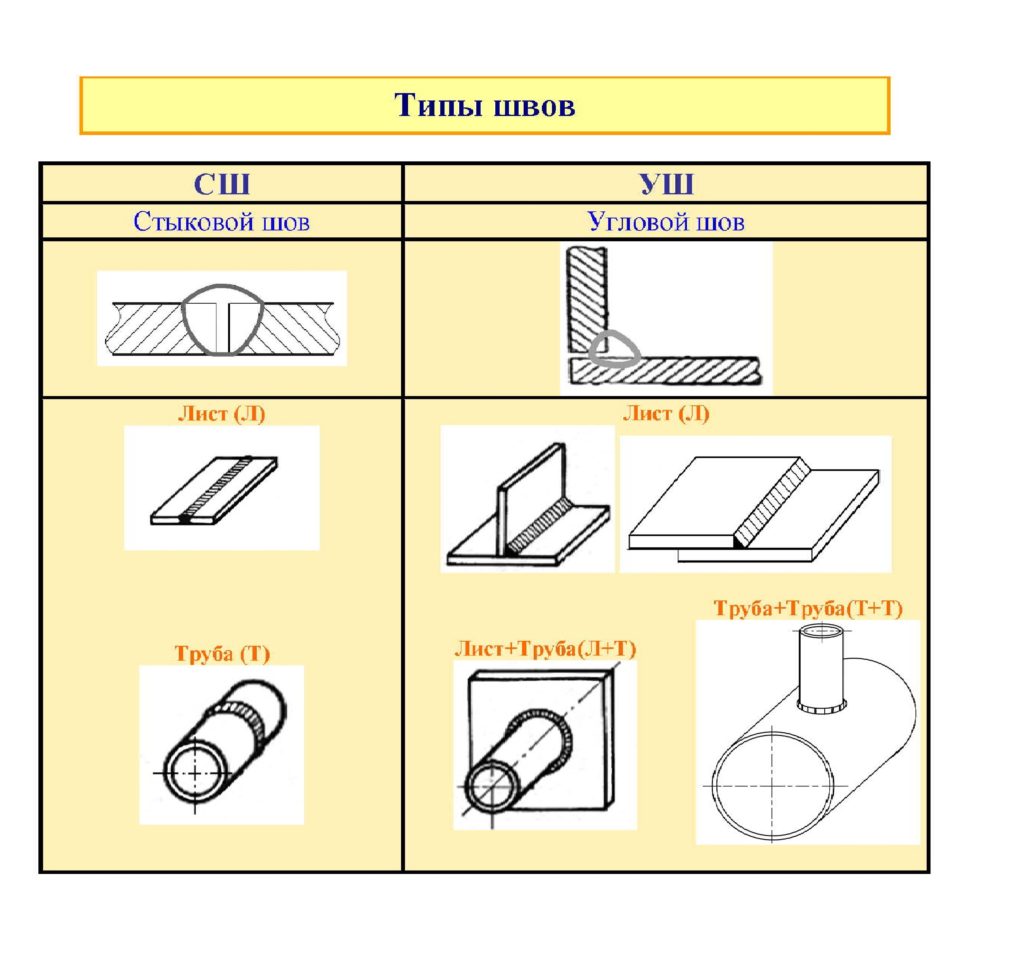 Типы швов. Стыковой шов — СШ, Угловой шов — УШ
Типы швов. Стыковой шов — СШ, Угловой шов — УШ
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Ширина шва е — расстояние между видимыми линиями сплавления сварного шва (см. рис. 2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 2, а; 4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 2, в; 3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва — часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 2, б; 4, а). По существу это обратная сторона шва, в которой различают ширину е1 и высоту g1 обратного валика (см. рис. 2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 3, в; 4, а). Катет задается в качестве параметра, который нужно выдерживать при сварке. Толщина углового шва а — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла. Для оценки прочности сварного соединения используют расчетную высоту углового шва — р. Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва понимают часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
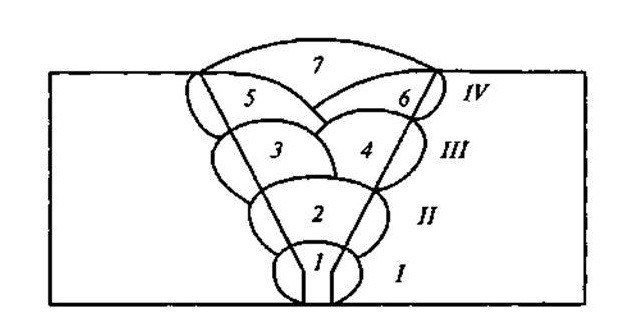
Рисунок — Многослойный шов
Виды и классификации сварных соединений и швов
Сварочный шов – это участок соединения двух частей в единое целое, благодаря расплавлению металла под воздействием высокой температуры и дальнейшей его кристаллизации. На сегодняшний день различают более 100 типов соединений. Они все разделяются по особым параметрам и делятся на различные группы и подгруппы, в связи с чем и существует множество классификаций сварных швов.
ПО ВИДУ СВАРНОГО СОЕДИНЕНИЯ
Классификация сварных швов по виду сварного соединения делится на стыковые и угловые. Какое именно произвести соединение в той или иной ситуации, решает мастер, отталкиваясь от положения деталей в пространстве.
- Швы угловые производятся тогда, когда заготовки находятся по отношению друг к другу под углом.
- Сварка стыковых соединений образуется в результате прилегания двух частей или деталей торцами друг к другу, которые располагаются на одной плоскости. Сама дорожка при этом может быть трех видов – вогнутая, выпуклая или плоская. Последняя применяется чаше всего, так как она не имеет особо выраженного перехода на стыке деталей, что выглядит более естественно, в сравнении с остальными двумя типами. Такой метод чаще всего используется при электродуговой сварке на низких токах, чтобы не пропалить заготовку. Например, тонколистовая сталь – идеальный материал для применения сварки стыковых соединений.
- Прорезной (электрозаклепочный) производится в отверстии, которое имеется на детали и выполняется в виде точечных заклепок. То есть, при этом не образуется сварная ванна и шов результате, а детали спаиваются небольшими участками через пазы в заготовке.
ПО МЕСТУ ВЫПОЛНЕНИЯ СВАРКИ
Классификация сварных соединений и швов данной категории зависит от положения свариваемых деталей в пространстве. Например, если нужно починить деталь какой-то конструкции, которую нельзя снять и положить, но она при этом находится на некотором расстоянии от пола, то работу мастер будет производить потолочным,нижним, горизонтальным или вертикальным соединением, отталкиваясь от размещения этой детали.
- Горизонтальные – это сварные швы, которые тянутся слева направо (или наоборот) на вертикальной детали. Чтобы при этом масса металла не стекала вниз, необходимо правильно подобрать скорость движения электродом или горелкой и силу тока (это подбирается для каждого случая в индивидуальном порядке, отталкиваясь от типа сварки, характеристик деталей и мастерства специалиста).
- Вертикальный метод производства стыковых швов ведется на вертикально расположенных заготовках, при этом швы ведутся сверху вниз (или наоборот). Сложность данного процесса заключается в том, что срабатывает сила притяжения Земли и расплавленная металлическая масса все время стекает вниз, что портит и качество и внешних вид детали. Такое соединения рекомендуется проводить в крайних случаях и только тем мастерам, у которых уже есть определенный теоретический и практических багаж знаний для работы такими дорожками. Подробнее с технологией вертикального шва можно ознакомиться тут.
- Потолочным называется положение, при котором деталь находится выше головы мастера, что намного усложняет процесс. При осуществлении потолочных сварочных швов нужно строго соблюдать правила безопасности и технологию выполнения сварки, потому что в данном случае опасность заключается в стекании массы расплавленного металла.
- Нижние способы сварки выполняются тогда, когда деталь располагается внизу по отношению к мастеру. Это самый удобный метод соединения, так как металл не растекается по сторонам или вниз, а стекает в кратер. Кроме этого, свободно выходят газы и шлаки на поверхность. Стыковое сварное соединение в нижнем положении выполняется формированием валиков на протяжении всего стыка деталей. При этом технология сварки простая – достаточно вести электрод или горелку прямо или зигзагом для создания надежной и эстетически привлекательной дорожки.
ПО КОНФИГУРАЦИИ
Данная категория стыковых швов используется при ручной дуговой сварке электродом. Сюда относятся три типа сварочных швов – прямолинейные, криволинейные и кольцевые (спиральные). Они производятся вне зависимости от положения рабочего изделия. Все типы швов данной классификации предполагают, как стыковое, так и нахлесточное сварное соединение.
ПО ПРОТЯЖЕННОСТИ
Классификация сварных швов по протяженности бывает двух видов: сплошные или прерывистые.
- Прерывистый – это такой шов, который производится определенной длины с синхронным интервалом. Он, в свою очередь, делится на два типа – цепная дорожка и шов в шахматном порядке. Например, двусторонние прерывистые соединения на одной стороне стенки расположены против сваренных участков шва с другой ее стороны. Такие типы сцепления могут быть как односторонними, так и двусторонними. То есть, деталь спаивается с двух сторон. Расстояние между этими сварными отрезками называется «сварочный шаг».
- Сплошные способы сварки также делятся на короткие и длинные дорожки, и совершаются вдоль всей заготовки.
- Точечный способ стыковых швов значительно отличается от других, за счет того, что здесь нет сварочной ванны и дорожки. В этом случае заготовки соединяются точками, за счет нахлесточного сварного соединения. Такой способ зачастую применяется для пайки тонкого металла или аккумуляторов.
Способы протяженных швов: а) сплошной б) прерывистый, в) точечный, г) прерывистый шахматный, д) прерывистый сплошной (цепной)
ПО ТЕХНОЛОГИИ ВЫПОЛНЕНИЯ
В зависимости от технологии, по которой производится скрепление, выделяют основные четыре вида:
- Подварочный, где — меньшая часть двухстороннего шва, выполняется предварительно для предотвращения прожогов при последующей сварке;
- шов-прихватка позволяет фиксировать детали, которые уже расположены для сварки;
- временный шов необходим, чтобы скрепить заготовки на некоторое время, а по окончанию работ он удаляется.
- монтажный сварной шов, используется во время монтажа различных конструкций.
ПО ОТНОШЕНИЮ К НАПРАВЛЕНИЮ ДЕЙСТВУЮЩИХ УСИЛИЙ
Сварка стыковых соединений содержит еще одну важную классификацию, в зависимости от отношения к направлению усилий:
- Продольный способ создания стыка (фланговый), при котором усилие действует параллельно оси дорожки;
- Поперечный метод (лобовой) сварного шва, при котором его ось находится перпендикулярно (90 градусов) к оси усилия;
- Комбинированное соединение сваркой включает в себя одновременно и фланговый и поперечный тип;
- Косой, при котором ось шва располагается под углом к направлению действующих усилий.
ПО ФОРМЕ НАРУЖНОЙ ПОВЕРХНОСТИ
По форме поверхности сцепления делятся на три основных типа:
- Выпуклые (усиленные)- это многослойные швы, применяемый в сцеплениях при статических нагрузках, но усиленный наплыв приводит к чрезмерному расходу электродного металла и в связи с этим для его использования нужно экономическое обоснование.
- Вогнутые (ослабленные) способы используются для скрепления тонкого металла.
- Нормальные или плоские актуальны при динамических нагрузках, так как они не имеют особого перепада между дорожкой и основным металлом.
ПО ВИДУ СВАРКИ
Классификация сварных швов по виду сварки разделяется в зависимости от типа воздействия сварочного аппарата. Например, при работе в среде аргона или другого защитного газа, соединение будет не иначе, как «газовым», при работе с электродом – «электродуговым». Самыми основными видами являются следующие швы:
- ручной дуговой сварки – стыковое или нахлесточное соединение реализуется вручную с помощью электрода. Таким образом, можно скрепить практически любой металл, толщиной от 0,1 до 100 мм в любом положении;
- автоматической сварки, которые осуществляются при работе с аппаратом – трансформатором, выпрямителем или инвертором ;
- сварки в инертном газе. Такие стыковые, угловые и нахлесточные соединения считаются самые прочные, так как сварка происходит в среде инертных газов, которые защищают его от окисления. Большим плюсом такого скрепления является эстетический вид и отсутствие отходов и шлаков;
- газовой сварки – дорожка формируется под воздействием температуры, которая создается за счет горения рабочего газа, исходящего из горелки;
- паяных соединений, которые совершаются с помощью паяльника.
Кроме описанных, существует еще множество способов для соединения деталей, как обычных, так и нестандартных, которые применяются для заваривания деталей в труднодоступных местах. Например, швы могут быть однослойными (а) или многослойными(б, в), при которых накладывается несколько валиков, располагающихся на одном уровне поперечного сечения шва.
Разновидности и способы выполнения сварочных швов
Конечная цель любого сварщика – получение качественного сварочного шва. От этого зависит прочность и долговечность соединения деталей. Для успешной работы важно правильно выполнить подключение; выбрать силу тока, угол наклона электрода; хорошо владеть техникой выполнения шва. Результатом правильной работы будет надежное сваривание металлических деталей.

Наклон электрода
Сварочные швы классифицируют по нескольким признакам. Виды и типы сварочных соединений нужно рассматривать последовательно, вникая в тонкости процесса. НА шов влияет расположение, направление и траектория движения электрода.
 После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
У каждого мастера есть свой предпочтительный угол наклона электрода. Многие считает оптимальным значение 70 ° от горизонтальной поверхности.
От вертикальной оси при этом образуется угол, равный 20 °. Некоторые работают под максимальным углом 60 °. В целом, в большинстве учебных рекомендаций присутствует диапазон значений от 30 ° до 60 ° от вертикальной оси.
В определенных ситуациях, при сварке в труднодоступных местах, нужно ориентировать электрод строго перпендикулярно относительно поверхности свариваемого материала.
Перемещать электрод можно тоже по-разному, в противоположных направлениях: от себя или к себе.
Если материал требует глубокого прогрева, то электродом ведут к себе. В след за ним в направлении сварщика тянется рабочая зона. Образующийся шлак накрывает место сплава.
Если работа не предполагает сильного прогревания, то электрод перемещают от себя. За ним «ползет» сварочная зона. Глубина разогрева при таком исполнении шва минимальна. С направлением вопрос ясен.
Траектория движения
Особое влияние на шов оказывает траекторию движения электрода. Она в любом случае имеет колебательный характер. Иначе две поверхности сшить не удастся.

Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории. Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть подобна елочке или прописной букве Z с вензелями вверху и внизу.
Идеальный шов имеет постоянную высоту, ширину, равномерный внешний вид без дефектов в виде кратеров, подрезов, пор, непроваров. Название возможных изъянов говорит само за себя. Хорошо отработав умения, можно успешно накладывать любой шов, сваривать разнообразные металлические детали.
Нормативы и понятие катета
Сварной шов начинает формироваться в рабочей зоне при расплавленном состоянии металлов, и окончательно образуется после застывания.
Существующая классификация группирует швы по различным признакам: типу соединения деталей, образующейся форме шва, его протяженности, количеству слоев, ориентации в пространстве.
Типы возможных сварных соединений отображены в стандарте для ручной и дуговой сварки ГОСТ 5264. Соединения, выполняемые дуговой сваркой в атмосфере защитного газа нормированы документом ГОСТ 14771.
В ГОСТах имеется обозначение каждого сварного соединения, а также таблица, содержащая основные характеристики, в частности значения катета сварочного шва.
 Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
У деталей неравномерной толщины за основу берут площадь сечения детали в самой тонкой ее части. Не следует пытаться неоправданно увеличивать катет. Это может привести к деформации сваренной конструкции. К тому же увеличится расход материалов.
Проверка размеров катета проводится с помощью универсальных справочных шаблонов, представленных в специальной литературе.
Виды соединений
В зависимости от взаимного расположения деталей сварочные соединения происходят:
- встык;
- внахлест;
- угловым способом;
- тавровым способом.
 При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
В некоторых случаях сварку делают внахлест, тогда одна деталь частично водружена на другую, расположенную параллельно. Совмещенная часть является нахлестом. Сваривание при этом делают без скоса с двух сторон.
Часто появляется необходимость сделать сварной угол. Такое соединение относят к угловому типу. Оно всегда выполняется с двух сторон, может не иметь скосов или иметь скос на одной кромке.
Если сварные части образовали в результате букву Т, значит было сделано тавровое соединение. Иногда детали, сваренные тавровым швом, образуют острый угол.
В любом случае одна деталь приваривается при этом к боковой части другой. Сваривание проводят с двух сторон без скоса или со скосами с каждой стороны.
Форма и протяженность
 Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Вогнутые места сплавов хорошо выдерживают динамические нагрузки. Универсальностью характеризуются плоские швы, которые делают чаще всего.
По протяженности швы бывают сплошными, не имеющими интервалов между сплавленными соединениями. Иногда достаточно швов прерывистого типа.
Интересной промышленной разновидностью прерывистого шва является соединение, которое образует контактная шовная сварка. Делают ее на специальном оборудовании, оснащенном дисковыми вращающимися электродами.
Часто их называют роликами, а такой вид сварки – роликовой. На таком оборудовании можно выполнять также сплошные соединения. Полученный шов очень прочен, абсолютно герметичен. Способ используют в промышленных масштабах для изготовления труб, емкостей, герметичных модулей.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
 При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
Обработка сварного соединения
 При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.
При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.
Если сварка выполняется несколькими проходками, то зачистка швов выполняется после каждого этапа сварки. При этом используют любые способы. Сначала сваренные детали оббивают молотком и чистят жесткой щеткой.
Затем проводят грубую зачистку. Мелкие детали чистят специальными ножами или шлифовальными кругами. Крупные болванки чистят на станках. На завершающей стадии место сварного соединения полируют.
Часто для этого применяют фибровый круг шлифовальной машины. Существуют другие способы полировки сварных соединений.
Сварочное дело постоянно развивается. Появляются новые материалы, совершенствуется технология. Необходимо следить за новостями в сварочном деле, чтобы узнавать много нового и интересного.