Как узнать шаг резьбы без инструмента
Как определить шаг резьбы
В современном мире большое распространение получили резьбовые соединения. Оно характеризуется высокой надежностью и практичностью в применении. Выделяют довольно большое количество различных параметров, которые могут использоваться для определения параметров рассматриваемого крепежного элемента. Наиболее важным можно назвать шаг. Он указывается практически на каждом чертеже и различной технической документации.

Понятие шага резьбы
Резьба применяется для соединения самых различных изделий. Для определения резьбы болта нужно рассматривать расстояние меду одноименными боковыми сторонами профиля. К особенностям этого понятия отнесем нижеприведенные моменты:
- Для определения основных параметров требуется провести измерение.
- Неточный результат можно узнать при применении линейки.
- Для повышения точности измерений нужно проанализировать несколько нитей. Именно поэтому в зависимости от протяженности резьбовой поверхности проводится анализ от 10 до 20 витков.
- Рекомендуется проводить замеры в миллиметрах. В некоторых случаях число переводится в дюймы.

Расстояние между впадинами можно измерять при использовании специального инструмента. Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения.
Способы измерения
Существует довольно большое количество различных способов определения шага резьбы. Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
- Использование обычной линейки.
- Применение специального инструмента, который может применяться для определения рассматриваемого значения. Измеритель шага резьбы можно приобрести в специализированном магазине.
- Штангенциркуль является точным инструментом. Он применяется довольно часто по причине высокой точности и универсальности в применении.

Все приведенные выше методы позволяют получить довольно точные данные. Проще всего провести измерения при применении инструмента, определяющего резьбу, но можно обойтись и обычным штангенциркулем.
Процесс измерения витков
При рассмотрении того, как определить шаг резьбы следует учитывать особенности выбранного метода. При использовании линейки достаточно:
- Замерить протяженность стержня, на который нанесли профиль. Стоит учитывать, что при замере всей длины стержня, а не только части можно определить более точный результат.
- Подсчитать количество витков.
- Провести замер глубины для определения основных параметров резьбового соединения.
Подобным образом можно определить лишь средний показатель. Если в процессе нарезания витков были допущены ошибки, то расстояние между ними может несколько отличаться.
Пример проведения замеров выглядит следующим образом:
- Отсчитывается 20 витков.
- Проводим замер протяженности стержня, к примеру, показатель составил 127 мм.
- Проводим деление 20 витков на протяженность стержня, в результате получаем показатель 6,35 мм. Он соответствует шагу расположения нитей в миллиметрах.
Для перевода в дюймы достаточно поделить вычисленное значение в миллиметрах на 25,4. В итоге получится результат 0,25 или ¼ дюйма. При самостоятельном замере может быть погрешность, поэтому результат округляется к приближенному стандартному значению.
В продаже можно встретить и специальные шаблоны, которые можно использовать для проверки особенностей резьбы. Подобная процедура достаточно проста в исполнении:
- Подбирается наиболее подходящий шаблон. В продаже можно встретить просто огромное количество специальных шаблонов, которые представлены пластиной с определенным профилем. Стоит подобный элемент не дорого, приобрести его можно в различных специализированных магазинах.
- Он прикладывается к поверхности для контроля основных показателей. Шаблон должен заходить без препятствий, и между пластиной с рабочей поверхностью не должно образовываться свободного пространства.
Если шаблон легко заходит в бороздки, то можно определить основные параметры поверхности.

Измерение шага резьбы линейкой и резьбомером
Кроме этого, можно провести измерения при применении штангенциркуля. Этот инструмент получил широкое распространение. Пошаговые действия выглядят следующим образом:
- Глубиномером устанавливается высота стержня.
- Следующий шаг заключается в подсчете количества витков. Сделать это достаточно сложно, можно использовать маркер для обозначения уже подсчитанных нитей профиля.
- Полученная информация позволяет рассчитать тангенса угла наклона.
Есть возможность определить рассматриваемый показатель при непосредственном измерении между смежными вершинами. Рекомендуется провести очистку поверхности. В противном случае получить точный результат практически невозможно.
Нюансы измерения
При применении штангенциркуля следует учитывать несколько рекомендаций. Примером назовем нижеприведенную информацию:
- Если между головкой и торцевой частью изделия есть плита, то в этом случае рекомендуется использовать основную измерительную шкалу и глубиномер. При подобном процессе можно получить показатели толщины шайбы, высоты головки, толщину промежуточного элемента. Подобные данные позволяют рассчитать основные параметры резьбового соединения.
- Точность полученных результатов можно существенно повысить путем очистки поверхности от различных загрязняющих веществ. Для этого можно использовать абразивный материал или специальные жидкости для удаления коррозии.
Провести рассматриваемую процедуру можно самостоятельно. Как правило, проблем при этом не возникает.
В заключение отметим, что производители указывают шаг и многие другие важные показатели. Как правило, они наносятся на головке или другом элементе.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как определить шаг резьбы без резьбомера?
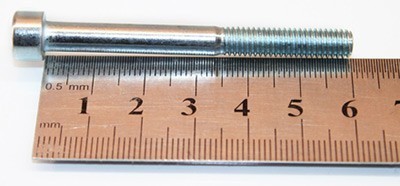
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
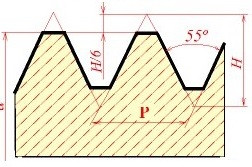
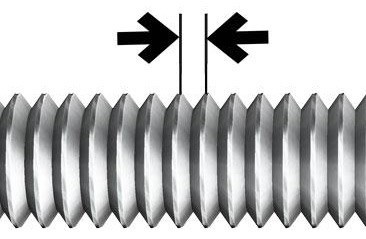 Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
 Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы гайки:
 Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
Экранный резьбомер для Android
Даже обычный смартфон сможет в быту заменить резьбомер. Для этого необходимо скачать Android приложение «Измеритель шага резьбы. Резьбомер» от разработчиков инструментария Smart Tools. Просто прикладываете к экрану винт, ищете точное совпадение витков и узнаете шаг. В мобильном приложении доступны различные виды резьбы: метрического, дюймового и трубного стандартов.
Как определить шаг метрической резьбы
Эксплуатационное назначение резьбы
Крепежная резьба обеспечивает полное и надежное соединение деталей при различных нагрузках и при различном температурном режиме. К этому типу относятся метрическая.
Крепежно-уплотнительная резьба предназначена для обеспечения плотности и непроницаемости резьбовых соединений (без учета ударных нагрузок). К этому типу относятся метрическая с мелким шагом, трубная цилиндрическая и коническая резьбы и коническая дюймовая резьба.
Ходовая резьба служит для преобразования вращательного движения в поступательное. Она воспринимает большие усилия при сравнительно малых скоростях движения. К этому типу относятся резьбы: трапецеидальная, упорная, прямоугольная, круглая.
Специальная резьба имеет специальное назначение и применяется в отдельных специализированных отраслях производства. К ним можно отнести следующие:
— метрическая тугая резьба — резьба, выполненная на стержне (на шпильке) и в отверстии (в гнезде) по наибольшим предельным размерам; предназначена для образования резьбовых соединений с натягом;
— метрическая резьба с зазорами — резьба с необходимая для обеспечения легкой свинчиваемости и развинчиваемости резьбовых соединений деталей, работающих при высоких температурах, когда создаются условия для схватывания (сращивания) окисных пленок, которыми покрыта поверхность резьбы;
— часовая резьба (метрическая) — резьба, применяемая в часовой промышленности (диаметры от 0,25 до 0,9 мм);
— резьба для микроскопов — резьба, предназначена для соединения тубуса с объективом; имеет два размера: 1) дюймовая — диаметр 4/5 І (20,270 мм) и шаг 0,705 мм (36 ниток на 1І); 2) метрическая — диаметр 27 мм, шаг 0,75 мм;
— окулярная многозаходная резьба — рекомендуемая для оптических приборов; профиль резьбы — равнобочная трапеция с углом 60 0 .
Рисунок 104 — Классификация резьб
Достоинства и недостатки резьбовых соединений
Достоинства резьбовых соединений:
— высокая нагрузочная способность и надежность;
— взаимозаменяемость резьбовых деталей в связи со стандартизацией резьб;
— удобство сборки и разборки резьбовых соединений;
— централизованное изготовление резьбовых соединений;
— возможность создания больших осевых сил сжатия деталей при небольшой силе, приложенной к ключу.
Недостатки резьбовых соединений:
— главный недостаток резьбовых соединений – наличие большого количества концентраторов напряжений на поверхностях резьбовых деталей, которые снижают их сопротивление усталости при переменных нагрузках.
Распределение осевой нагрузки по виткам резьбы
Осевая нагрузка по виткам резьбы гайки распределяется неравномерно из-за неблагоприятного сочетания деформаций винта и гайки (витки в наиболее растянутой части винта взаимодействуют с витками наиболее сжатой части гайки).
Статически неопределимая задача о распределении нагрузки по виткам прямоугольной резьбы гайки с 10 витками была решена профессором Н. Е. Жуковским в 1902 году.

Первый виток передает около 34% всей нагрузки, второй – около 23%, а десятый – меньше 1%. Отсюда следует, что нет смысла применять в крепежном соединении слишком высокие гайки. Стандартом предусмотрена высота гайки 0,8d для нормальных и 0,5d для низких гаек, используемых в малонагруженных соединениях.
Для выравнивания нагрузки в резьбе применяют специальные гайки, что особенно важно в соединениях, работающих при циклических нагрузках.
Резьба метрическая
Метрическая резьба (рис. 120). Основным типом крепежной резьбы в России является метрическая резьба с углом треугольного профиля а равным 60°. Размеры ее элементов задаются в миллиметрах.
Это основной вид крепежной резьбы, предназначенной для соединения деталей непосредственно друг с другом или с помощью стандартных изделий, имеющих метрическую резьбу, таких как болты, винты, шпильки, гайки.
Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметров от 1 до 68 мм — свыше 68 мм резьба имеет только мелкий шаг, при чем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Например: для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий — 1,25; 1; 0,75; 0,5 мм.
Согласно ГОСТ 8724-81 метрическая резьба для диаметров от 1 до 600 мм делится на два типа: с крупным шагом (для диаметров от 1 до 68 мм) и с мелким шагом (для диаметров от 1 до 600 мм).
Резьба с крупным шагом применяется в соединениях, подвергающихся ударным нагрузкам. Резьба с мелким шагом — в соединениях деталей с тонкими стенками и для получения герметичного соединения. Кроме того, мелкая резьба широко применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
При проектировании новых машин применяется только метрическая резьба.
Обозначается метрическая резьба буквой М:
· M16, М42, М64 – с крупным шагом
· М16×0,5; М42×2; М64×3 – с мелким шагом
· М42×3 (Р1) – это означает, что резьба многозаходная с диаметром 42 мм, шагом 1 мм и её ход составляет 3 мм (трёхзаходная)
· M14LH, M40×2LH, M42×3(P1)LH – если нужно обозначить левую резьбу, то после условного обозначения ставят буквы LH
Как определить шаг метрической резьбы
· самый простой способ ― измерить длину десяти витков и разделить на 10.

· можно воспользоваться специальным инструментом ― резьбомером метрическим.

Резьба дюймовая
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
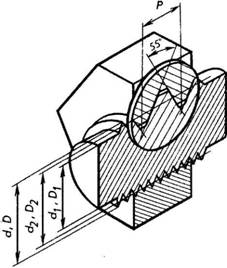
Это резьба треугольного профиля с углом при вершине 55° (а равным 55°). Номинальный диаметр дюймовой резьбы (наружный диаметр резьбы на стержне) обозначается в дюймах. В России дюймовая резьба допускается только при изготовлении запасных частей к старому или импортному оборудованию и не применяется при проектировании новых деталей.
Как уже упоминалось ранее, родиной стандартизованной резьбы можно считать Великобританию с её английской системой мер. Самый выдающийся английский инженер-изобретатель, озаботившийся наведением порядка с резьбовыми деталями, это Джозеф Уитворт (Joseph Whitworth), или Джозеф Витворт, так тоже правильно. Уитворт оказался талантливым и очень деятельным инженером; настолько активным и предприимчивым, что разработанный им в 1841 году первый резьбовой стандарт BSW был утверждён к всеобщему применению на государственном уровне в 1881 году. К этому моменту резьба BSW стала самой распространенной дюймовой резьбой не только в Великобритании, но и в Европе. Плодотворный Дж. Уитворт разработал ещё целый ряд других стандартов дюймовых резьб специального применения; некоторые из них широко применяются и по сей день.
Как определить шаг резьбы. Метрическая и дюймовая резьба

Резьба — виды, особенности, способы определения
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба


Виды метрической резьбы

Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
- Определение шага резьбы с помощью резьбомера (шаблона)
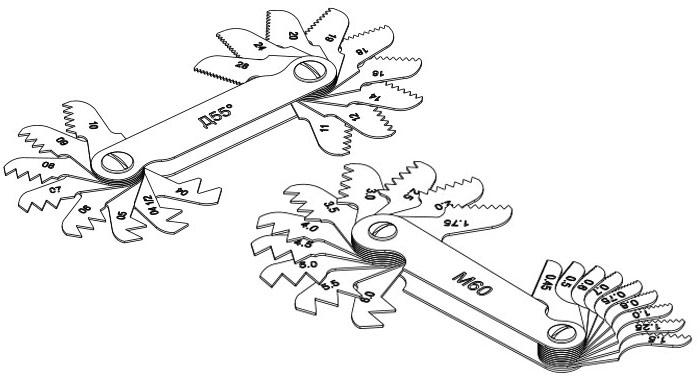
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.

Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
- Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.


Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
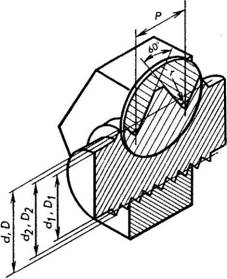
- Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Резьбомер. Как узнать шаг резьбы?
 При самостоятельной нарезке резьбы – внутренней или наружной – часто требуется резьбомер. Он поможет верно подобрать параметры профиля резьбы и избежать проблем с изготовлением второй детали в соединении. Сегодня, мы поговорим о видах и работе с этим нехитрым инструментом.
При самостоятельной нарезке резьбы – внутренней или наружной – часто требуется резьбомер. Он поможет верно подобрать параметры профиля резьбы и избежать проблем с изготовлением второй детали в соединении. Сегодня, мы поговорим о видах и работе с этим нехитрым инструментом.
Стандартные параметры профиля резьб
Характеристики метрических резьб определяет ГОСТ 24705-91, а дюймовых – ГОСТ 6111-52. И, если диаметр резьбы можно достаточно просто установить при помощи обычного штангенциркуля, а тип резьбы – простым визуальным осмотром, то с шагом резьбы не всегда разберётся даже опытный слесарь. Между тем резьбы с разным заходом и профилем попадаются часто. Соответствие профиля имеющейся и подлежащей нарезанию резьбе особо важно в следующих ситуациях:
- При необходимости дальнейшей поверхностной обработке болта и – реже – гайки.
- Определить возможность увеличения длины свинчивания.
- Установить, выдержит ли изготавливаемое резьбовое соединения эксплуатационные усилия.
- Выяснить, возможен ли срез одного или нескольких витков резьбы (для мягких металлов и сплавов).

Резьбомер окажется полезным и для того, чтобы отличить, с какой резьбой имеет дело пользователь: метрической (с углом при вершине 60º), либо дюймовой (угол при вершине 55º). При этом не потребуются какие-либо вычисления или дополнительные инструмента, в частности, калибры.
Что из себя представляет резьбомер?
Резьбомер состоит на набора зубчатых гребёнок, каждая из которых имеет определённое расстояние между смежными выступами, соответствующими шагу резьбы. Всё гребёнки вращаются на осях, закреплённых в корпусе. Отшлифованные поверхности и конфигурация гребёнок позволяет свободно использовать их при определении шага внутренней и наружной резьбы. На корпусе имеется выштамповка «М60» — у метрических резьбомеров и «Д55» — у дюймовых. На лицевой поверхности каждой гребёнки выштамповывается значение шага резьбы.
Гребёнки производятся из инструментальных сталей типа У7, 8ХФ или ХВ4 по ГОСТ 5950-85, отличающихся пониженной прокаливаемостью, но малым коэффициентом температурного расширения, что делает возможным точное использование резьбомеров в большом диапазоне внешних температур.
Профили измеряющих гребёнок выполнены так, что при измерении одновременно устанавливается не только шаг резьбы, но и степень заполнения её профиля, а также число ниток (витков) резьбы. Последнее важно тогда, когда используются детали со шлифованной резьбой, которая иногда может быть повреждена шлифовальным кругом.
Как пользоваться резьбомером?
В слесарном деле полезно иметь оба типа резьбомеров. Установление шага резьбы производится обычно после определения её диаметра, поскольку в вышеуказанных ГОСТ не все диаметры резьб могут иметь полный диапазон шагов — это касается резьб малого (менее 5 мм), либо, наоборот – очень большого диаметра (свыше 120 мм).
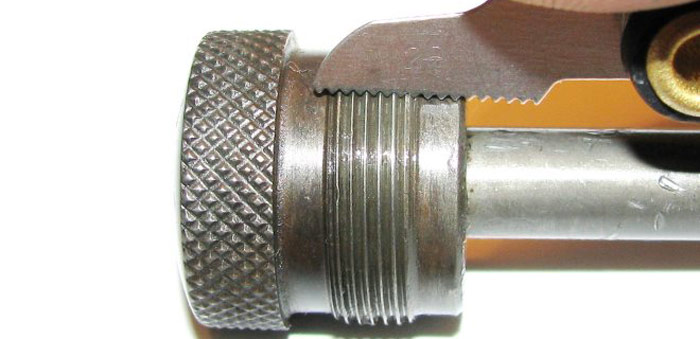
Далее зубчатая гребёнка, располагаемая примерно перпендикулярно оси болта, винта или гайки, вводится в плотный контакт с поверхностью имеющейся резьбы. Если витки совпадают, то шаг резьбы соответствует значению, выдавленному на поверхности гребёнки. Если нет – проверку повторяют. Для наружных резьб совпадение выявить легко, для внутренних – несколько сложнее: возможно, потребуется подсветка зоны измерений. Впрочем, полное совпадение профилей на детали и на гребёнке легко устанавливается и по факту плотности прилегания.
Механизм использования инструмента одинаков и для метрических, и для дюймовых резьбомеров.
После использования контактные поверхности гребёнок инструмента тщательно очищают от поверхностных загрязнений, частиц смазки и т. д.
Цена резьбомера – от 100 до 250 руб., в зависимости от количества гребёнок в комплекте.
Резьбомер метрический и дюймовый: как узнать шаг резьбы?

Если вы сами занимаетесь нарезкой резьбы, причем не важно, пользуйтесь ли вы метчиком либо леркой для наружной или внутренней нарезки резьбы, вам в любом случае необходим резьбомер, который позволит не только избежать сложностей при создании второго элемента в соединении, но и подскажет, как грамотно подобрать параметры профиля резьбы. В сегодняшнем материале мы разберем особенности и виды данного инструмента.

Характеристики профиля резьб
Дюймовый и метрический резьбомер имеют параметры, определяемые ГОСТ 6111-52 и ГОСТ 24705-91 соответственно. И, если вид резьбы можно запросто определить зрительно, а диаметр, воспользовавшись штангенциркулем, то шаг резьбы даже слесарь с большим опытом далеко не всегда может точно разобрать, а ведь резьбы с различным профилем и заходом встречаются постоянно! Правильно определить профиль важно, когда необходимо:
- Определить возможность срезания нескольких либо одного витка резьбы в мягких сплавах и металлах;
- Узнать, можно ли прибавить длину свинчивания;
- Провести дальнейшую поверхностную обработку гайки или болта;
- Установить, справится ли заданное резьбовое соединение с предполагаемым усилием.

Для определения типа резьбы, будь то дюймовая с углом вершины равным 55 градусам или метрическая с 60 градусами при вершине, резьбомер также будет необходим. Причем вам даже не потребуется пользоваться какими-то другими приспособлениями или проводить расчеты.
Что такое резьбомер?
Инструмент выполнен в виде небольшого набора зубчатых гребенок, где каждая отличается собственным шагом между смежными выступами. Этот шаг, как можно догадаться, соответствует шагу резьбы. Каждая гребенка закреплена в корпусе и вращается вдоль оси. Конфигурация и отшлифованная поверхность гребенок дает возможность запросто пользоваться ими при вычислении шага наружной или внутренней резьбы.

Дюймовые и метрические резьбомеры имеют на корпусе соответствующие маркировки «Д55» и «М60». Каждая гребенка на лицевой стороне имеет собственное обозначение шага резьбы.
Выпускаются гребенки согласно ГОСТ 5950-85 с использованием инструментальных сталей ХВ4, 8ХФ или У7. Используемый в производстве материал выделяется небольшим коэффициентом температурного расширения и пониженной прокаливаемостью, что позволяет пользоваться инструментом даже при большом перепаде температур.

Сами профили замеряющих гребенок создаются таким образом, чтобы при замере определялся не только шаг резьбы, но также и количество ниток (витков) резьбы и уровень заполнения профиля. Первое особенно важно при работе с элементами, имеющими шлифованную резьбу, которая, как известно, в редких случаях может быть нарушена после обработки шлифованным кругом.
Как определить шаг резьбы?
Занимаясь слесарным мастерством, удобно иметь под рукой сразу оба резьбомера: метрический и дюймовый. Как правило, определение шага резьбы осуществляется уже после вычисления диаметра, так как далеко не все резьбы отличаются полным диапазоном шагов. В большей степени это касается резьб с большим (более 12 сантиметров) и, наоборот, маленьким (меньше 5 миллиметров) диаметром.

Зубная гребенка, размещаемая перпендикулярно оси гайки, винта или болта, вплотную прижимается к резьбе. Совпадающие витки означают, что шаг резьбы равен значению, промаркированному на гребенке. В противном случае проверка повторяется с другой гребенкой.
Наружные резьбы проверяются довольно просто, в то время как для внутренних процесс будет немного сложнее и потребует дополнительно подсвечивать место замера.
Помимо зрительного контроля, совпадение профилей на гребне и замеряемом элементе, легко определить также и по степени прилегания.
Принцип работы с инструментом остается неизменным, как для дюймовых, так и метрических резьбомеров.
После работы поверхность гребенок следует хорошо прочистить от смазки, загрязнений и т.п. Исходя из числа гребенок стоимость резьбомера может составлять 100-250 рублей.