Как паять трубы из полипропилена для водопровода
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок

Возможность собирать трубопроводы самостоятельно – несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное – понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.

На практике применяются две методики стыковки свариваемых деталей:
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования – промышленность.
Кроме паяльников, мастеру также потребуются:
- ножницы – труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали – разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры – включения зелёного индикатора.
Сопрягаемые детали (труба – муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
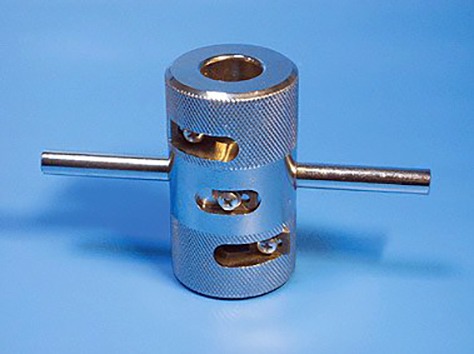
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» – удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Как правильно паять полипропиленовые трубы
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
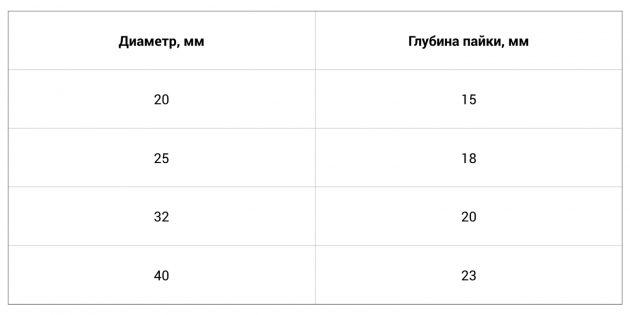
Как видите, глубина пайки зависит от диаметра труб и фитингов.
 YouTube‑канал FV Miano
YouTube‑канал FV Miano
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
 termpro.ru
termpro.ru
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
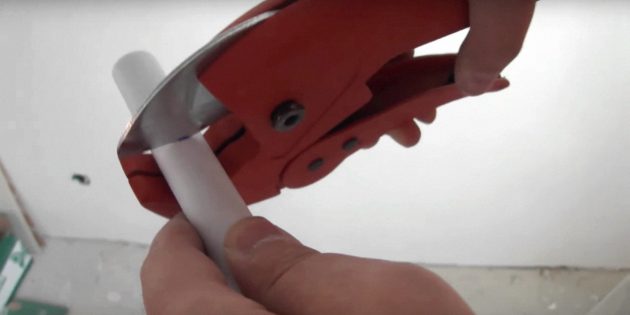
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
 YouTube‑канал «Сергей Ефимов»
YouTube‑канал «Сергей Ефимов»
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
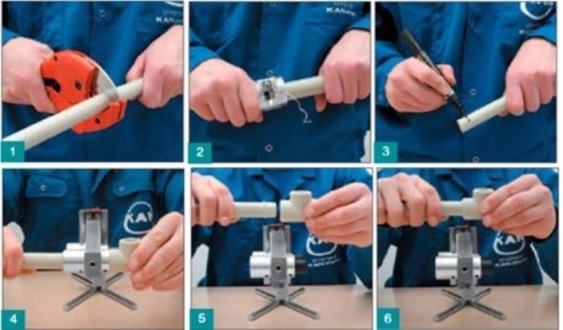
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
 YouTube‑канал «КаЮТ Компания»
YouTube‑канал «КаЮТ Компания»
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.

Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
 YouTube‑канал FV Miano
YouTube‑канал FV Miano
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Как паять полипропиленовые трубы для водопровода своими руками
Трубы из полипропилена – недорогое и практичное решение для обустройства водопроводных систем своими руками. Как паять полипропиленовые трубы, сегодня может рассказать любой мастер, хотя бы раз столкнувшийся с такой работой. Но получить прочные, герметичные соединения и, как следствие, долговечную водопроводную систему, можно, только тщательно соблюдая технологию пайки полипропиленовой трубы. А для этого нужно знать все особенности таких труб и работы с ними.

Создать надежный трубопровод из полипропилена сможет и неопытный мастер
Как паять полипропиленовые трубы
Начинающему мастеру вполне под силу спаять трубы самостоятельно. Существует поэтапная технология пайки полипропиленовых труб. Можно потратить время, и преодолев неизбежные ошибки, научиться создавать надежные и прочные соединения полипропиленовых труб своими руками, или обратиться за помощью к специалистам. Впрочем, технология пайки полипропиленовой трубы не такая уж сложная, и соединить между собой две пластиковых трубы при помощи фитингов можно даже без особого опыта.
Важно! Главное – точно выдерживать температуру и время прогрева элементов, от этого зависит качество соединений.
Важно знать, и чем паять полипропиленовую трубу. Как правило, любитель использует дешевое, некачественное оборудование, профессионал – дорогое и престижное. Но дело не столько в стоимость, сколько в качестве нагревательного прибора и насадок. От этой техники зависит, насколько хорошо будут прогреваться соединительные элементы и трубы.

Качество соединения труб во многом зависит от применяемого оборудования
Основные ошибки начинающего мастера, и неправильная пайка трубы полипропиленовой заключаются в таких ситуациях:
- трубы пнд надежно схватываются между собой слоем расплавленного пластика, поэтому не нужно прокручивать трубы в фитингах во время остывания. Запаять качественно в этом случае не удастся, спайка трубы из полипропилена с фитингом будет хрупкой, и через некоторое время потеряет герметичность;
- пайка полипропиленовых труб своими руками предусматривает разное время прогрева фитингов для труб разного диаметра, и нельзя как перегреть трубу или фитинг, так и недостаточно прогреть. Можно предварительно потренироваться паять полипропиленовую трубу и фитинги, и проверить получившееся соединение, разрезав его по длине ножовкой;
- пайка трубы из полипропилена или пнд трубы возможна только после предварительной подготовки самой трубы. Соединение не будет прочным, если соединяемые элементы (фитинг и трубу) предварительно не обезжирить в местах пайки;
- край трубы, обрезанный ножовкой или другим инструментом, обязательно нужно зачистить, удалив заусенцы и проверив геометрию среза. Правильный срез имеет форму круга, и выполнен под углом 45˚ к плоскости трубы. Паяние полипропиленовой трубы, имеющей форму овала на плоскости среза – верный путь к некачественному соединению;
- во время прокладки магистрали нужно следовать от источника к потребителям, реализуя соединения в тех местах, где удобно будет работать с паяльником для пластиковых труб;
- традиционная ошибка новичка – монтаж системы в холодное время года. Многие по неопытности не знают, при какой температуре нельзя паять полипропиленовую трубу, а между тем такие изделия чувствительны к холоду и надежно соединить их не удастся. Опытные мастера при температуре воздуха ниже +5С такие работы не проводят.

Надежное соединение можно получить только при правильной обработке среза трубы
Совет! Пайка полипропиленовых труб своими руками с использованием некачественного инструмента из простой и незамысловатой операции превращается в длительное и мучительное мероприятие. Используйте хороший инструмент, если нельзя его приобрести, то взять напрокат можно наверняка.
Правила пайки полипропиленовой трубы допускают способ раздельного прогрева фитинга и трубы. Этот способ можно использовать, если другой возможности создать надежное соединение не остается. Например, так паяют пнд трубы в местах, к которым ограничен доступ – в пространстве между стен или для врезки отводного тройника в существующую систему.
Температура пайки полипропиленовых труб
Как спаять полипропиленовую трубу качественно? Очень просто, главное – практический опыт, но для его приобретения придется потратить некоторое время. Качественное, герметичное соединение трубы любого диаметра можно получить только в том случае, если правильно выдержана не только температура нагрева, но и время остывания расплавленной пластмассы. Если перегреть пнд трубу во время спайки, материал превращается в пористую, хрупкую структуру.
Время пайки полипропиленовой трубы зависит от ее диаметра и от производителя, дополнившего трубу армированным слоем, или выпустившего трубу целиком из полипропилена. Пайка полипропиленовых труб своими руками будет правильной, если увеличивать время прогрева, и соответственно, остывания в зависимости от диаметра трубы, руководствуясь данными таблицы.
Как сварить (спаять) полипропиленовые трубы
Все чаше металлические трубы заменяют на пластиковые, в частности — из полипропилена. Они имеют длительный срок эксплуатации (до 50 лет), не ржавеют, не гниют, весят немного, да еще и собрать все можно своими руками, не привлекая специалистов. Сварка полипропиленовых труб требует некоторого навыка, но он приходит быстро. Предварительно можно попрактиковаться на небольших обрезках и недорогих фитингах, а затем приниматься за создание более серьезных вещей.

Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.

Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.

Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
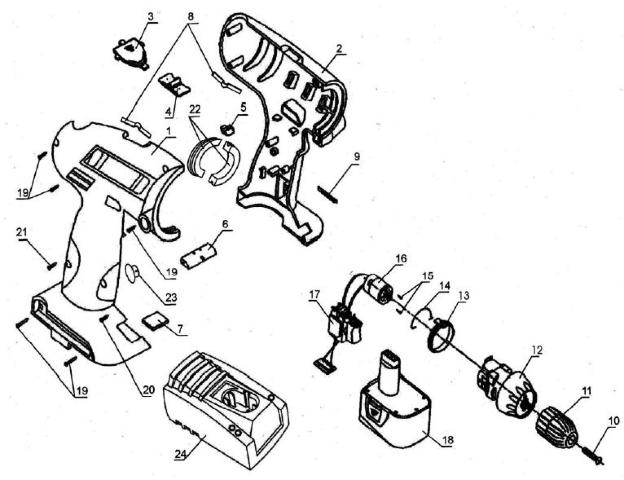
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.

Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.

Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Как сваривать
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрическим нагревателем. При нормальном качестве, работают и те и другие, разницы практически нет. Кому что удобнее, то и выбирают.

Так выглядит хорошо сделанное соединение в разрезе — как единое целое
Подготовительные работы
Перед началом работы надо разогреть паяльник, но тут не все так просто. Порядок его подготовки таков:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее надеваются с двух сторон дорн и гильза, затягиваются гайками с двух сторон.
- Если нагревательный элемент в виде трубки, для него насадки продают закрепленными на пластине. Пластину надевают на нагревательный элемент, затягивают крепежный болт.
- На регуляторе выставляется требуемая температура нагрева. Для полипропиленовых труб температура сварки составляет +260°C. Именно ее выставляем на регуляторе, включаем в сеть.
- Дожидаемся сигнала набора заданной температуры. В некоторых моделях есть звуковой сигнал, но, в основном, загорается или гаснет светодиод (в разных моделях по-разному).
Паяльник к работе готов. Но надо еще подготовить трубы и фитинги. Первое условие качественной сварки — ровный срез. Разрез должен быть строго вертикальным, без заусенец и сдиров. Такой срез можно получить используя специальные ножницы. Они имеют снизу две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.

Если резать так, срез будет ровным и гладким
Второе условие хорошей пайки ПП труб — чистые, сухие, обезжиренные детали. Если хотите, чтобы водопровод или отопление служили долго и не текли, эту процедуру пропускать не стоит. Срез трубы и фитинг очищают при помощи спирта или воды с моющим для посуды. Затем дожидаются, пока все высохнет, и только после этого начинают процесс пайки.
Как долго греть
При сварке полипропилен необходимо нагреть строго до требующейся температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не вставится в фитинг, а недостаточно разогретый материал не сплавится.
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
Как правильно паять полипропиленовые трубы
 Прислушавшись к многочисленным советам, вы приняли решение не нанимать мастеров для монтажа системы отопления и выполнить все соединения полипропиленовых труб своими руками. Если вы уверены в успехе и хорошо умеете работать самостоятельно, то смело приступайте к подготовке и производству работ.
Прислушавшись к многочисленным советам, вы приняли решение не нанимать мастеров для монтажа системы отопления и выполнить все соединения полипропиленовых труб своими руками. Если вы уверены в успехе и хорошо умеете работать самостоятельно, то смело приступайте к подготовке и производству работ.
Мы же, со своей стороны подскажем, какие потребуются инструменты и приспособления для монтажа и как правильно паять полипропиленовые трубы. По умолчанию будем считать, что все материалы уже куплены, осталось только собрать все по схеме.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Примечание. Соединение деталей из ППР иногда называют сваркой. Чтобы не запутаться, запомните, что когда речь идет о полипропиленовых трубах, то способ соединения существует один – пайка, но его часто называют свариванием. С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.

Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.

Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Важно! Поскольку спайка полипропиленовых труб – это работа с нагретым оборудованием, то настоятельно рекомендуется всегда пользоваться перчатками вне зависимости от того, есть они в комплекте или нет. Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу.

Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Рекомендации по монтажу
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне. Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
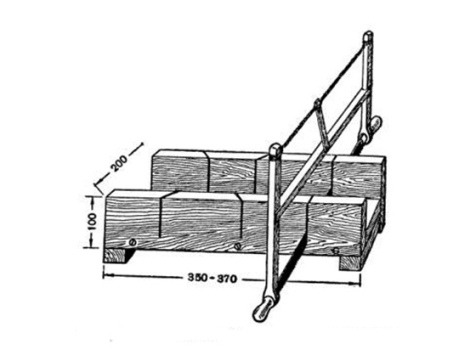
Примечание. Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец надо обязательно зачистить от заусениц снаружи и внутри изделия.
До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:

Примечание. В таблице указаны диапазоны глубины пайки, поскольку у разных производителей труб из ППР она варьируется в этих пределах. Значение можно уточнить, измерив несколько фитингов глубиномером.
При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Процесс сваривания
Перед тем как приступить к работе, нужно поставить на паяльник насадки, соответствующие размерам труб, а затем включить его и настроить. Тут надо знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260—270 ºС, выше поднимать не стоит, а то не избежать перегрева. Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
Надо понимать, что время нагрева, диаметр изделий и температура сварки связаны между собой. В таблице мы укажем промежутки времени сваривания при стандартной температуре 260 ºС.

Примечание. Длительность сварки – это время до полного застывания пластмассы, когда стык набирает максимальную прочность.

Когда настройка утюга окончена, приступаем к свариванию, следуя инструкции для пайки полипропиленовых труб:
- Взяв в одну руку трубу, а в другую – фитинг, одеваем их на насадку разогретого паяльника одновременно с двух сторон, не поворачивая вокруг своей оси.
- Выдерживаем положенное время.
- Аккуратно снимаем обе соединяемые части с тефлоновой насадки, опять же, без вращения.
- Плавно вставляем трубу в фитинг до отметки без проворачивания и фиксируем в течение времени, указанного в таблице, на этом стык готов. Подробнее операция показана на видео:
Удобнее правильно пользоваться паяльником, когда он установлен на столе, поэтому вначале рекомендуется пропаять несколько тренировочных стыков. После этого можно в удобном положении собрать все возможные узлы с короткими участками. Дальше следует прокладка магистралей с присоединением тройников по месту, здесь уже придется труднее. Нагретый утюг для пайки нужно будет одной стороной надевать на проложенную трубу, а на вторую натягивать тройник, держа аппарат на весу. Потом паяльник снимается с обеих деталей и они состыковываются.
Прокладывая магистральные трубопроводы, соблюдайте очередность монтажа участков и элементов. Начните сборку системы от источника тепла и идите до конца, а чтобы соединить две полипропиленовые трубы, старайтесь использовать только тройники, от которых пойдут отводы к батареям. Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Совет. Многие производители полипропиленовых систем разрабатывают собственные инструкции по монтажу своих изделий. Оттуда можно почерпнуть массу полезной информации, воспользуйтесь этим.
Как соединить металлопластиковую трубу с полипропиленовой
В силу различных обстоятельств бывает так, что надо соединить различные виды труб, например, ППР и сталь, металлопластик с полипропиленом и так далее. Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.

Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
Заключение
Следует отметить, что работа с полипропиленовыми трубами – не самое сложное дело, хотя и требует сосредоточенности, внимания и терпения. Пусть вы затратите на процесс втрое больше времени, чем набившие руку мастера, зато сделаете для себя все качественно, а главное, — бесплатно.
Как правильно спаять полипропиленовые трубы своими руками
 Водопровод и отопительная система — это неотъемлемые элементы любой современной квартиры или дома. Основой этих систем являются трубы. На смену традиционным чугунным и стальным конструкциям приходят более долговечные и простые в монтаже полипропиленовые водопроводные и отопительные конструкции. Они пластичны, легко ремонтируются или заменяются, не подвержены коррозии.
Водопровод и отопительная система — это неотъемлемые элементы любой современной квартиры или дома. Основой этих систем являются трубы. На смену традиционным чугунным и стальным конструкциям приходят более долговечные и простые в монтаже полипропиленовые водопроводные и отопительные конструкции. Они пластичны, легко ремонтируются или заменяются, не подвержены коррозии.
Правильный выбор и грамотное их соединение позволит обеспечить долговечность водопроводных и тепловых отопительных систем.
Основные типы полипропиленовых труб
 Подбор труб напрямую зависит от назначения их применения. Основными параметрами считаются: температура среды, которая будет проводиться по трубопроводной магистрали и рабочее давление системы. Не менее важен диаметр трубопровода, и зависит он от объёмов жидкости, которую должна пропускать магистраль.
Подбор труб напрямую зависит от назначения их применения. Основными параметрами считаются: температура среды, которая будет проводиться по трубопроводной магистрали и рабочее давление системы. Не менее важен диаметр трубопровода, и зависит он от объёмов жидкости, которую должна пропускать магистраль.
Для трубопроводов холодного водоснабжения используют трубы без армированной составляющей со следующими маркировками:
- PN 10 — изделие рассчитано на температуру жидкости до 20 градусов при использовании в системах тёплого пола до 45 градусов при максимальном давлении в системе до 1 МПа;
- PN 16 — изделие используется в холодном и горячем водоснабжении при температуре жидкости до 95 градусов и давлении до 1.6 МПа.
Изделия, обладающие более высокими термальными характеристиками и возможностью работы в системах холодного и горячего водоснабжения с большим давлением, маркируются индексами:
- PN 20 применяются в температурном режиме до 95 градусов и максимальном давлении до 2 МПа.
- PN 25 применяются в системах отопления горячего водоснабжения. Имеют армированную составляющую, что значительно повышает прочность. Температурный режим работы до 95 градусов и максимальное давление до 2.5 МПа.
Кроме труб, для монтажа системы необходимы соединительные элементы, которые позволяют создать цельную систему теплосети или водоснабжения с учётом всех необходимых требований для каждого отдельного случая.
Фитинги и муфты — виды и назначение
 При прокладке водопровода для соединения участков водопроводной магистрали применяют специальные муфты и фитинги различных форм. Они бывают прямыми и угловыми.
При прокладке водопровода для соединения участков водопроводной магистрали применяют специальные муфты и фитинги различных форм. Они бывают прямыми и угловыми.
Для разветвления применяют разветвляющие фитинги различных конфигураций, а также фитинги для перехода труб из полипропилена на другие соединители водопроводной системы, например, гибкие соединения, ведущие к точкам водоотдачи, кранам, смесителям.
Перед монтажом водопроводной или тепловой системы составляется чертёж, учитывающий все повороты, ответвления и соединения с источниками потребления. Это отлично помогает рассчитать необходимый вид и количество муфт и фитингов. После приобретения всех элементов приступают к монтажу конструкции.
Инструменты для сварки
Методика пайки заключается в нагреве до расплавления материала соединяемых поверхностей с последующим соединением и фиксацией. Для проведения данных работ необходимо приготовить особые инструменты.
- Специализированный паяльник.
- Ножницы для резки труб из полипропилена.
- Приспособление для очистки армированной части труб — шейвер.
- Обезжиривающее средство на спиртовой основе.
А также понадобится рулетка, нож, уголок, кусок ненужной тряпки, напильник или шкурка, маркер.
Паяльник
 Этот основной инструмент, необходимый для спайки полипропиленовых изделий, может быть двух типов:
Этот основной инструмент, необходимый для спайки полипропиленовых изделий, может быть двух типов:
- Ручной тип предназначен для спайки частей трубопровода небольшого диаметра до 65 мм. Бывает двух видов: цилиндрического и мечеобразного. Используется в бытовых целях, отличается невысокой стоимостью и компактным видом.
- Механический тип — это автоматические или полуавтоматические сварочные станции для монтажа труб большого диаметра свыше 63 мм. Центровка и соединение элементов происходит при помощи специальных устройств на гидравлическом или механическом принципе действия. Такой паяльный аппарат имеет большой размер и стоимость, предназначен для использования как в помещениях, так и в полевых условиях.
Для монтажа теплосети, водопровода в квартире или доме используют ручной паяльный аппарат и насадки к нему. Насадки входят в комплект поставки паяльника и имеют различные размеры, соответствующие стандартам производимых труб диаметром до 63 мм. Каждая насадка соответствует, с одной стороны, внутреннему диаметру, с другой — внешнему диаметру трубы того или иного стандарта. Насадки покрыты тефлоновым напылением. Это позволяет легко освобождать нагретую часть изделий для последующей спайки между собой.
Ножницы
Инструмент, позволяющий отрезать полипропиленовое изделие под углом 90 градусов по отношению к вектору длины трубы, сохраняя ровную кромку среза. Это очень важно для надёжности спайки соединений.
Шейвер
Это приспособление для правильной зачистки от армированного слоя. Позволяет ровно и на необходимую глубину зачистить внешний диаметр изделия до чистого полипропилена на трубах с верхним армированием.
Обезжиривающее средство
Необходимо для качественного расплава изделий и герметичного соединения конструкции.
Пайка полипропиленовых труб
 Спайка труб из полипропилена несложна, но требует аккуратности и точности в соблюдении немногочисленных технологических требований. Как правильно паять полипропиленовые трубы будет рассказано ниже. Соединение элементов происходит путём раструбной пайки с одновременным нагревом внешней части трубы и внутренней части муфты или фитинга паяльным аппаратом при помощи насадки, соответствующей размерам спаиваемых элементов.
Спайка труб из полипропилена несложна, но требует аккуратности и точности в соблюдении немногочисленных технологических требований. Как правильно паять полипропиленовые трубы будет рассказано ниже. Соединение элементов происходит путём раструбной пайки с одновременным нагревом внешней части трубы и внутренней части муфты или фитинга паяльным аппаратом при помощи насадки, соответствующей размерам спаиваемых элементов.
После нагрева до нужной температуры детали снимаются с насадки и быстро соединяются и образуют монолитный узел, проще говоря, сплавляются между собой. Метод называется диффузионным, так как детали после нагрева могут беспрепятственно соединяться. После застывания образуется герметичное соединение. Для качественного правильного соединения элементов трубопровода понадобится провести ряд подготовительных работ.
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
 На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.