

Как отремонтировать сварочный аппарат своими руками
Ремонт инверторного сварочного аппарата своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев можно выполнить самостоятельно. А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание.

Замена радиодеталей в процессе ремонта сварочного инвертора
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.

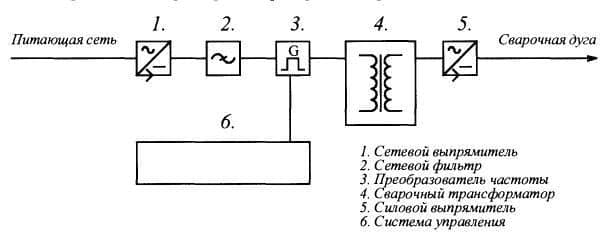
Функциональная схема работы сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
- первичный выпрямительный блок, основу которого составляет диодный мост (в задачу такого блока входит выпрямление переменного тока, поступающего из стандартной электрической сети);
- инверторный блок, основным элементом которого является транзисторная сборка (именно при помощи данного блока постоянный ток, поступающий на его вход, преобразуется в переменный, частота которого составляет 50–100 кГц);
- высокочастотный понижающий трансформатор, на котором за счет понижения входящего напряжения значительно повышается сила выходящего тока (благодаря принципу высокочастотной трансформации на выходе такого устройства может быть сформирован ток, сила которого доходит до 200–250 А);
- выходной выпрямитель, собранный на базе силовых диодов (в задачу данного блока инвертора входит выпрямление переменного высокочастотного тока, что необходимо для выполнения сварочных работ).
Схема сварочного инвертора содержит и ряд других элементов, которые улучшают его работу и функциональность, но основными из них являются вышеперечисленные.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.

Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.

Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.

Зависимость диаметра электродов от силы сварочного тока
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.

Выбор сечения сварочного кабеля
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.
Внимательный осмотр электронных схем позволит выявить неисправные детали, которые могут быть потемневшими, треснутыми, со вздувшимся корпусом или иметь подгоревшие контакты.

Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.

Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Самостоятельный ремонт такого электронного устройства, как инвертор, достаточно сложен. Научиться выполнять ремонт этого оборудования, просто посмотрев обучающее видео, практически невозможно, для этого необходимо обладать определенными знаниями и навыками. Если же такие знания и навыки у вас есть, то просмотр подобного видео даст вам возможность восполнить недостаток опыта.
Как ремонтировать сварочные аппараты
Небольшой сварочный аппарат есть у каждого хорошего хозяина. Он всегда пригодится при изготовлении теплицы, ворот гаража, забора или иных нужд. Некоторые смогли обзавестись не просто инвертором или трансформатором, а более сложными видами сварочного оборудования, которое позволяет решать дела по двору и даже зарабатывать на жизнь. Когда такое устройство ломается, это явно огорчает его владельца. Периодически выходит из строя любое оборудование. Как выполнять ремонт сварочных аппаратов самому, без посторонней помощи? Что необходимо знать для этого? С чего начать?

Принцип работы большинства аппаратов
Для успешного ремонта сварочного агрегата требуются элементарные знания электронной и механической частей устройства. В тех моделях, где используется инертный газ, добавляется еще одна сторона для исследования. Поломку инвертора, или иного оборудования, можно сравнить с заболеванием. Тогда видимые и слышимые неисправные факторы будут «симптомами», анализируя которые предстоит определить саму «болезнь», и установить «диагноз».
Ремонт сварочного аппарата начинается с поэтапного осмотра каждого узла. Выявленные неисправности анализируются и сопоставляются с узлами, ответственными за эту часть. А для этого необходимо хорошо понимать предназначение каждого блока. В простейших трансформаторах используются две обмотки, между которыми возникает магнитное поле, содействующее понижению вольт, и повышению ампер. Устройство снабжено и механической составляющей, в виде винта и подвижной платформы, которая изменяет расстояние между обмотками, чем регулирует силу тока. Для вращения используется специальная рукоятка на крышке.
Устройство инверторов превосходит по сложности обычный трансформатор. Схема оборудования имеет:
- электронный регулятор, управляющий процессом;
- выпрямляющий блок;
- узел, где непосредственно инвертируется напряжение (возвращается в переменное, но с высокой частотой);
- понижающий трансформатор.
Понимание работы инвертора позволит точнее определить место, дающее сбой, и скорее восстановить его работу. Процесс осуществляется в следующей последовательности:
- Ток из розетки подается на блок выпрямления, состоящий из ряда диодов, соединенных мостом. Переменное напряжение становится постоянным.
- Инверторный узел повышает частотность тока до большой величины за счет транзисторов, возвращающих напряжение в переменное.
- Трансформатор обрабатывает поступающий на него ток, снижая вольты до безопасных показателей, и поднимая амперы до величин, способных плавить металл.
- Электронная плата управляет сварочными процессами и регулирует важные параметры.
Замеряя тестером напряжение на разных узлах конструкции, можно выявить участок без тока, или с недостаточными показателями, и приступить к ремонту сварочного аппарата своими руками. Модели, автоматически подающие проволоку в зону сварки, кроме электронной части, которая может быть инверторного или трансформаторного типа, обладают и тяговыми механизмами, участвующими в сварочном процессе. Часто такие узлы состоят из нижних роликов на оси и их прижимных пар, сила давления которых регулируется пружиной. Вращение роликов и барабана с проволокой осуществляется небольшим моторчиком и редуктором, передающим крутящий момент.
Полуавтоматы и аргоновые устройства снабжены газовым клапаном, шлангами и баллоном с редуктором, которые взаимодействуют со схемой управления и участвуют в защите сварочной ванны. Поломки могут возникнуть в любой части аппарата, поэтому понимание его основных элементов поможет скорее определить возникшую «болезнь» и приступить к «лечению».
Ремонт и устранение мелких неисправностей
Сложность ремонта зависит от вида вышедшей из строя детали. Это не всегда связано со сложными причинами. Часто встречаются случаи, когда аппарат продолжает работать, но делает это не естественно, с посторонними звуками, или с плохим качеством сварного шва. Наиболее распространенные причины не корректной работы в следующем:
- Если сварочный металл слишком сильно разлетается в стороны при горении дуги, то возможно, установлена завышенная сила тока, не подходящая к виду электродов. На упаковке к расходным элементам прописывается диапазон настроек аппарата для конкретного вида применяемого сварочного стержня и его обмазки. Чтобы придать дуге равномерное горение, требуется установить силу тока по этим показателям.
- Если электрод прилипает к свариваемому изделию при верно установленном показателе силы тока, то причина кроется в слабом напряжении бытовой сети. Это можно проверить вольтметром. Для решения ситуации стоит повременить со сварочными работами, или воспользоваться промежуточным оборудованием для выравнивания перепадов напряжения. Если проблема наблюдается постоянно (с покупки аппарата), то причиной является шнур от сети к устройству, с неверным сечением (менее 2,5 мм). Самостоятельная замена провода на большее сечение позволит исправить ситуацию.
- Плохое горение дуги может вызываться и слабым контактом кабелей (+ и -), закрепленных в гнездах аппарата. Провернув фиксаторы по часовой стрелке можно устранить не плотный контакт. Слабое горение дуги может провоцироваться чрезмерно длинной переноской, которая «садит» напряжение из-за собственного сопротивления. Для решения проблемы стоит воспользоваться удлинителем с большим сечением.
- Если сварочный агрегат работает, но сильно гудит, то это означает разболтанность болтовых соединений. Проверить необходимо крепление корпуса, трансформатора, и других частей. Ослабленные элементы стоит подтянуть.
- Когда оборудование включено, но не поджигается дуга, нужно проверить крепление массы. Плохой контакт на изделии ведет к обрыву цепи.
- Загорание индикатора перегрева происходит при достижении оборудованием температуры в 80 градусов. Свой аппарат стоит остудить, прекратив работу и поставив его в прохладное место.
- Когда напряжение обрывается резко при ведении шва — это может означать, что сработал защитный автомат. Если такое происходит часто, то значит устройство испортилось. Сварка станет возможной, если заменить автомат на новый.
Ремонт электрической части
Как отремонтировать сварочные аппараты своими руками показано на некоторых видео. Там же можно заметить и принципы осмотра оборудования. Если агрегат не работает вообще, то возможно сломалась электрическая часть. Произойти это могло из-за неверного выбора режимов сварки, когда работы велись слишком долго, и аппарат регулярно перегревался. Если оборудование хранилось в сыром помещении, то накопленная внутри пыль могла послужить проводником и привести к замыканию. В сухих условиях такая пыль служит дополнительным «утеплителем» на электронной части, мешая ей остывать, что приводит к перегоранию элементов.
Чтобы найти вышедшую из строя деталь, можно осмотреть оборудование визуально. На плате следует искать:
- транзисторы со вздутыми формами корпуса;
- элементы схемы с нагаром на ножках;
- детали с темным цветом корпуса;
- предметы в схеме с трещинами.
При обнаружении поврежденного элемента, его требуется удалить из платы, выпаяв ножки. Замененная деталь должна быть идентична предыдущей по показателям напряжения и сопротивления. После пайки стоит проверить аппарат на работоспособность. Если его функции не восстановлены, то поиск продолжается при помощи тестера.
Тестер позволяет проверить наличие контакта между различными участками цепи. Порой, обрыв может возникнуть на диодном мосте, инверторном модуле или иных узлах. Поэтапная проверка поможет методом исключения продвигаться вперед к поиску причины. Тестировать стоит даже короткие провода, ведущие от схемы к кнопкам, ведь обрыв мог произойти в любом месте. Чаще всего потеря контакта случается в транзисторах. «Прозвон» каждого из них, и всего контура, решает проблему в 50% случаев. Подобным же методом проверяют диоды.
Полную неработоспособность аппарата могло вызвать замыкание витков трансформатора. Тестер может обнаружить этот пробой. В случае обнаружения понадобиться снять старую обмотку и намотать новую в точном количестве витков и сечении кабеля. Плата управления ключами проверяется в последнюю очередь ввиду сложности ее устройства и необходимости осциллографа. Частота управляющих сигналов, не соответствующая требуемой, будет выявлена только этим оборудованием.
Ремонт механической и газовой частей
Поломки сварочных аппаратов могут быть связаны и с нарушением работы механических частей. Иногда, это позволяет вести сварку, но теряются возможности настройки. Самостоятельный ремонт аппаратов подразумевает нахождение причин такого отклонения и восстановительные работы.
В сварочных трансформаторах, со временем, изнашивается резьба винта, регулирующая расстояние между катушками, что влияет на силу тока. Теряет грани и ось, к которой крепится ручка для вращения винта. Это делает невозможным регулировку сварочного напряжения. Замена винта или рукоятки возобновляет полноценную работу аппарата.
В полуавтоматах может застревать присадочная проволока, что усложняет ведение шва. Подача рывками и «проколы» сварочной ванны сказываются на качестве соединения. Причиной является засорение канала для подачи проволоки, чистка которого выполняется прутком с диаметром, максимально приближенным к внутреннему диаметру подающего пути. Проскальзывание проволоки на роликах может означать разбитие канавки, явно превосходящее по ширине используемый присадочный материал. Необходима замена роликов.
В газовом оборудовании аппаратов, где применяется аргон и его смеси, ломаться нечему кроме мембраны манометра, которая отвечает за стабильное давление в шлангах. Замена этой резиновой детали восстанавливает работу устройства. Проверка газового электроклапана тоже не повредит. Также, необходимо следить, чтобы шланг не перекручивался на изгибах.
Рано или поздно любой сварочный аппарат сломается и потребует ремонта. Применяя вышеизложенные рекомендации, и ознакомившись наглядно с отдельными процессами на видео, большинство смогут осуществить ремонт своими руками.
Основные неисправности сварочных инверторов и методы их устранения

Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Сварочный полуавтомат инверторного типа обладает рядом особенностей и преимуществ.
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.

Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.

Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
-
Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. -
Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. -
Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
-
Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. -
Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. -
Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. -
Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. -
Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. -
Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. -
Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Рекомендации по самостоятельному ремонту

Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
-
Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. -
Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. -
После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. -
По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. -
Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. -
Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Ремонт сварочных аппаратов своими руками
 Ремонт сварочных инверторов несмотря на некоторые сложности возможно выполнить самостоятельно. А когда домашний мастер сможет разобраться в конструктивных особенностях агрегатов данного типа, имеет представление о том, какие элементы в большинстве случаев выходят из строя, можно оптимизировать расходы на сервисное обслуживание.
Ремонт сварочных инверторов несмотря на некоторые сложности возможно выполнить самостоятельно. А когда домашний мастер сможет разобраться в конструктивных особенностях агрегатов данного типа, имеет представление о том, какие элементы в большинстве случаев выходят из строя, можно оптимизировать расходы на сервисное обслуживание.
Для чего предназначено оборудование
 Основное назначение аппарата — формировать постоянный сварочный ток, который получают путем преобразования высокочастотного переменного. Использование именно такого преобразованного переменного тока обусловлено тем, что сила такого тока может эффективно увеличиваться до нужных величин посредством небольшого трансформатора. Именно такой принцип работы дает возможность сохранить небольшие размеры устройств одновременно с высокой производительностью.
Основное назначение аппарата — формировать постоянный сварочный ток, который получают путем преобразования высокочастотного переменного. Использование именно такого преобразованного переменного тока обусловлено тем, что сила такого тока может эффективно увеличиваться до нужных величин посредством небольшого трансформатора. Именно такой принцип работы дает возможность сохранить небольшие размеры устройств одновременно с высокой производительностью.
Схема сварочного инвертора, от которой зависят технические характеристики, составлена из следующих компонентов:
- первичного выпрямительного блока, его основание — диодный мост, выпрямляющий переменный ток с электрических сетей;
- инверторного блока, элемент которой транзисторная сборка;
- высокочастотного понижающего трансформатора, на котором при понижении входящего напряжения существенно возрастает сила выходящего тока;
- выходного выпрямителя, собранного на базе силовых диодов (данный блок отвечает за выпрямление переменного тока, без чего не обойтись при сварочных работах).
Техобслуживание и ремонт инверторов
 Ремонт сварочных аппаратов, принадлежащих к инверторным, имеет ряд особенностей, связанных с особенностями их конструкции. У подобных аппаратов главная особенность следующая: все они электронные, что требует от сотрудников сервисных служб хотя бы минимальных радиотехнических знаний и навыков работы с измерительными приборами (вольтметр, цифровой мультиметр, осциллограф и т. п. ).
Ремонт сварочных аппаратов, принадлежащих к инверторным, имеет ряд особенностей, связанных с особенностями их конструкции. У подобных аппаратов главная особенность следующая: все они электронные, что требует от сотрудников сервисных служб хотя бы минимальных радиотехнических знаний и навыков работы с измерительными приборами (вольтметр, цифровой мультиметр, осциллограф и т. п. ).
При техническом обслуживании и ремонте в первую очередь проверяются все элементы схемы сварочного инвертора. Речь идет о транзисторах, резисторах, диодах, стабилитронах, трансформаторных и дроссельных устройствах, ведь иногда очень сложно или практически невозможно с точностью определить, что именно вышло из строя.
Если возникают такие ситуации, то стоит в четкой последовательности проверять каждую деталь. Чтобы успешно решить задачу, нужно воспользоваться измерительными приборами, а также уметь читать электронные схемы. Когда вы не являетесь обладателем даже минимальных знаний и умений, то ремонт сварочного полуавтомата своими руками может привести к более серьезным поломкам.
Что может привести к поломке
 Существует два основных типа ситуаций, из-за которых агрегаты могут преждевременно выходить из строя:
Существует два основных типа ситуаций, из-за которых агрегаты могут преждевременно выходить из строя:
- неправильный выбор режима сварочных работ;
- полный выход из строя отдельных деталей или их некорректная работа.
После оценки собственных сил, знаний и опыта, решив взяться за самостоятельный ремонт сварочных аппаратов инверторного вида, стоит не только просмотреть обучающие видео, но и внимательно прочитать руководство пользователя, ведь именно из него можно узнать наиболее подробную информацию о модели, правильном выборе рабочего режима, характерных неисправностях и способах их устранения.
Диагностику выполняют, постепенно переходя от простых операций к более сложным. После выполнения всех рекомендаций может случиться так, что агрегат по-прежнему не будет работать. Тогда можно предположить, что неполадки возникли из-за проблем с электросхемой инверторного модуля. В большинстве случаев причины следующие:
- В устройство попала влага. Зачастую это случается при сварке во время осадков.
- Если под корпусом скопится слишком большое количество пыли, то нарушится работа системы охлаждения. В зоне самого большого риска оборудование на строительных площадках, его придется постоянно очищать.
- Пренебрежение рекомендуемыми нагрузками, что приводит к перегревам оборудования. Необходимо придерживаться советов производителя, которые находятся в инструкции.
Причины частых поломок
Как правило, к поломкам приводит длительное воздействие внешних факторов, неправильная настройка, пренебрежение рекомендациями относительно рабочего режима. Зачастую возникают такие ситуации:
- Горение сварочной дуги отличается неустойчивостью, либо материал электрода очень разбрызгивается. Такое возникает при неверном выборе тока. Исходить здесь нужно из диаметра и типа сварочного материала, скорости сварки. При слишком низкой скорости выбирается меньшая величина тока.
- Электрод сложно отвести от металла. Такое возникает из-за низкого питающего напряжения сети. Также могут отходить контакты модуля в гнездах панелей. Чтобы решить проблему, просто подтяните крепления или плотнее прикрепите вставки. Учтите и тот факт, что применение слишком длинного удлинителя не обеспечит качественного выполнения поставленных задач. Не рекомендуется использовать провода с длиной больше 40 метров.
- Индикаторы находятся в рабочем состоянии, но сварку проводить невозможно. Обычно это является свидетельством перегрева. Еще одной возможной причиной может быть отсоединение проводов или их повреждение.
- Сварочный аппарат не запускается. Такое случается в условиях слишком низкого напряжения, недостаточного для начала работы.
- Инвертор самостоятельно отключается при длительном непрерывном использовании. Это значит, что сработала защита от перегрева.
Признак серьезной поломки — стойкий запах гари из корпуса аппарата. В таком случае рекомендуется немедленно отключить электропитание и обратиться к специалистам сервисной службы.
В.Я. Володин. Как отремонтировать сварочные аппараты своими руками
Ремонт сварочных аппаратов

Перед вами книга одного из ведущих разработчиков инверторных сварочных источников нашей страны Валентина Володина. Книгу отличает знание автором вопроса, четкая систематизация информации, хороший язык изложения, качественные и верные схемы и иллюстрации. Это первая в СНГ массовая книга по ремонту инверторных сварочных источников.
В книге приводятся принципиальные электрические схемы, подробные описания работы, а также методики ремонта и испытания инверторных сварочных источников, получивших наибольшее распространение.
Кроме этого, в книге проводится методики проверки электронных компонентов, нагрузочная характеристика балластного реостата, а также описание самодельных дифференциальных осциллографических пробников.
Книга предназначена для ремонтников и разработчиков сварочного оборудования, но может быть полезной для широкого круга домашних мастеров и радиолюбителей, интересующихся вопросами электросварки.
Глава 1. Устройство, работа и методика ремонта
инверторных сварочных источников
1.1. Уменьшение габаритов сварочного источника
Влияние рабочей частоты на габариты трансформатора
Однотактный nрямоходавый nреобразователь
Косой мост
Двухтактный мостовой nреобразователь
Двухтактный nолумостовой nреобразователь
1 .2. Общая методика осмотра и ремонта
ин верторных сварочных источников
Перед ремонтом инверторнога сварочного источника
Очистка сварочного источника
Осмотр сварочного источника
Проверка электронных комnонентов
Исnытание сварочного источника
Исnытание теnловой защиты
Глава 2. Сварочные источники семейства BRIMA
2.1. Особенности устройства источников
Состав семейства сварочных источников BRIMA
Выбор источника для рассмотрения
Технические характеристики BRIMA ARC-160
2.2. Состав сварочного источника и назначение nлат
2.3. Выnрямитель N21
Принциnиальная электрическая схема nлаты
Блок nитания 24 В
2.4. Преобразователь
2.5. Выnрямитель N22
Принциnиальная электрическая схема
Цеnи уnравления на nлате nреобразователя
2.6. Плата уnравления
Назначение
Принциnиальная электрическая схема
2.7. Плата драйверов
2.8. Методика nроверкисварочного источника BRIMA
Необходимые nриборы и оборудование
Электрические измерения nри выключенном апnарате
Включение и nроверка цеnей уnравления и драйвера
2.9. Испытания сnрочного источника
Электрические измерения при работе источника на холостом ходу
Испытание источника при работе на нагрузку
Проверка напряжения на диодах VD21-VD23
Проверка тепловой защиты
Рабочее испытание
Глава 3. Сварочные источники семейства COLT
3.1. Назначение
3.2. Сварочный источник СОLТ 1300
Силовая часть сварочного источника COLT 1300
Данные моточных узлов
3.3. Блок управления
3.4. Ремонт и проверка сварочного источника СОLТ 1300
Необходимые приборы и оборудование
Визуальный осмотр
Проверка электронных компонентов
Проверка схемы управления
Испытание на холостом ходу
Испытание при номинальной нагрузке
Проверка тепловой защиты
Рабочее испытание
Глава 4. Сварочные источники семейства RANGER
4.1. Первое знакомство
Состав семейства RANGER
Технические параметры и разновидности источникJ
Raпger WELDER inverter-160DС
4.2. Силовые цепи
4.3. Плата управления
Назначение платы управления
Принципиальная электрическая схема платы упратения
4.4. Ремонт и проверка сварочного источника
Необходимые приборы и оборудование
Методика осмотра инверторнога сварочного источника
Проверка платы управления
Полная проверка сварочного источника
4.5. Испытания сварочного источника
Подготовка к испытанию
Испытание на хоnостом ходу
Испытание при номинальной нагрузке
Проверка тепловой защиты
Рабочее испытание
Глава 5. Сварочные источники семейства TECNICA
5.1. СоставсемействаТЕСNIСА
5.2. Сварочный источник TELWIN TECNICA-164/144
5.2.1. Технические параметры источника TELWIN TECNICA-164/144
5.2.2. Силовые цепи источника TELWIN TECNICA-164/144
Принципиальная схема
Работа силовых цепей источника TELWIN TECNICA-164 (144)
5.2.3. Устройство управления сварочного источника TELWIN TECNICA-1 б4 (144)
Назначение
Цепи управления сварочного источника
5.2.4. Проверки сварочного источника TELWINTECNICA-164 (144)
Необходимые приборы и оборудование
Электрические измерения при выключенном аппарате
5.2.5. Испытание на холостом ходу источника
TELWIN TECNICA-164 (144)
Меры безопасности
Порядок подготовки к измерениям
Включение и проверка драйвера
5.2.б. Ремонт источника TELWIN TECNICA-164 (144) с заменой элементов
Ремонт, замена печатной платы
Замена транзисторов IGBT
Замена диодов VD32-VD34
5.2.7. Испытание источника TELWIN TECNICA-164 (144) при работе на нагрузку
Необходимые приборы и материалы
Меры безопасности
Подготовка к испытанию
Последовательность испытаний сварочного источника TELWIN ТECNICA-164/144
Проверка напряжения на диодах VD32-VD34
5.2.8. Проверка тепловой защиты
5.2.9. Рабочее испытание источника TELWIN TECNICA-164 (144)
5.3. Сварочный источник TELWIN TECNICA-161/141
5.3.1. Технические характеристики источника TELWIN TECNICA-161
5.3.2. Силовые цепи источникаТЕLWINТЕСNIСА-161/141
Принципиальная схема цепей питания сварочного источника
TELWINTECNICA-1б1/141
Работа схемы сварочного источника TELWIN TECNICA-1 6 1/141
5.3.3. Цепи управления источникаТЕLWINТЕСNIСА-161/141
Принципиальная электрическая схема платы управления
Работа схемы платы управления
5.3.4. Преобразователь и выпрямитель источника ТELWINTECNICA-161/141
Принципиальная электрическая схема преобразователя и выпрямителя
Работа схемы преобразователя и выпрямителя
5.3.5. Проверки сварочного источника TELWIN TECNICA-161/141
Необходимые приборы и материалы
Электрические измерения при выключенном аппарате
5.3.6. Испытание источника TELWIN TECNICA-161/141
на холостом ходу
Меры безопасности
Порядок подготовки к измерениям
Включение и проверка служебного источника питания
5.3.7. Ремонт, замена печатной платы источника TELWINTECNICA-161/141
5.3.8. Замена транзисторов IGBT в источнике TELWIN TECNICA-1 б 1/141.
5.3.9. Замена диодовVD21 -VD23 в источнике TELWINTECNICA-161/141
5.3.10. Извлечение платы управления источника TELWINTECNICA-161/141
5.3. 1 1. Испытание источника TELWIN TECNICA-161/141
при работе на нагрузку
Эквиваленты нагрузки
Меры безопасности
Подготовка к испытанию
Испытание сварочного источника TELWIN TECNICA-161/141 при средней нагрузке
Испытание сварочного источника TELWIN TECNICA-161/141 при
номинальной нагрузке
Проверка напряжения на диoдaxVD21-VD23
5.3.12. Проверка тепловой защиты
5.3. 1 3. Рабочее испытание источника TELWIN TECNICA-161/141
Глава 6. Сварочные источники семейства ТОРУС
6. 1. Состав семейства ТОРУС
6.2. Технические параметры источника ТОРУС-200
6.3. Силовые цепи источника ТОРУС-200
Принципиальная электрическая схема силовых цепей
сварочного источника ТОРУС-200
6.4. Работа мостового преобразователя источника ТОРУС
Принципиальная схема преобразователя
Работа схемы преобразователя в различные интервалы времени
6.5. Устройство управления сварочного источника ТОРУС
Назначение устройства управления
Плата управления
Микросхема драйвера IR2110
Регулятор тока
Защита сварочного источника от перегрева
6.6. Ремонт сварочного источника ТОРУС
Необходимые приборы и оборудование
Начало ремонта
Ремонт платы управления сварочного источника ТОРУС
6.7. Испытание сварочного источникаТОРУСна холостом ходу
6.8. Испытание сварочного источника ТОРУС при номинальной нагрузке
6.9. Проверка тепловой защиты
6.10. Рабочее испытание сварочного источника ТОРУС
Глава 7. Сварочный источник RytmArc
7.1. Особенности ремонта источников, выпуск которых прекращен
7.2. Общее описание источника RytmArc
7.З. Блок управления сварочного источника RytmArc
7.4. Формирование нагрузочной характеристики сварочного источника RytmArc
7.5. Настройка блока управления сварочного источника RytmArc
7.6. Использование альтернативного ШИМ-контроллера
Глава 8. Сварочные источники семейства Etalon
8.1. Состав семейства и технические характеристики
Состав семейства
Технические характеристики сварочного источника Etalon ZX7-180R
8.2. Силовые цепи
8.3. nлата управления
8.4. Методика проверки сварочного источника Etaloп
Необходимые приборы и оборудование
Электрические измерения при выключенном аппарате
Включение и проверка цепей управления
8.5. Практические рекомендации по усовершенствованию сварочного источника
Основные nричины неисправностей сварочных источников семейства EТALON
Простой способ организация зарядки конденсаторов фильтра
Замена модуля IGBT на дискретные элементы
8.6. Испытания сварочного источника
Электрические измерения при работе источника на холостом ходу
Испытание источника при работе на нагрузку
8.7. Проверка тепловой защиты
8.8. Рабочее испытание
Глава 9. Справочник по элементной базе инверторных сварочных источников
9.1. ШИМ-контроллеры
Микросхема TDA4718A
МикросхемаТL494
Микросхема UC3525
Микросхема UC3845A
9.2. Транзисторы
Принцип замены элемента
MOSFET транзисторы
IGBT транзисторы.
9.3. Мощные диоды
Глава 10. Полезные самодельные устройства для ремонта инверторов
10.1. Самодельные щупы для осциллографа
10.2. Использование балластного реостата РБ-315 в качестве эквивалента нагрузки
Приложение
1. Основные характеристики источников питания сварочной дуги
2. Термины и определения, использованные в книге
Ремонт сварочных инверторов: основные неисправности
Время чтения: 8 минут
За последние 20 лет инверторная сварка стала самой популярной сварочной технологией из всех существующих. Это не удивительно, ведь в продаже можно найти недорогие модели инверторов, которые, тем не менее, способны обучить вас азам сварки. Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.
Микросхемы — сердце любого инвертора. Именно благодаря микросхемам производители смогли внедрить в сварочный аппарат множество новых функций, а также существенно уменьшить его габариты и вес. Но мы все прекрасно знаем, что чем сложнее прибор, тем чаще он выходит из строя. В этой статье мы перечислим основные неисправности сварочных инверторов и подскажем, как можно отремонтировать сварочный аппарат самостоятельно.
ЧАСТО ВСТРЕЧАЮЩИЕСЯ ПОЛОМКИ
ИНВЕРТОР ИСКРИТ
Одна из самых часто встречающихся неисправностей в бюджетном инверторе. Зачастую при таких обстоятельствах аппарат искрит но не варит. Т.е., дуга поджигается на долю секунды, а затем снова гаснет. Причин возникновения этой поломки может быть много. Но, обо всем по порядку.
Начните с тщательного осмотра сварочных кабелей, используемых вами при сварке. Зачастую проблема именно в них. Даже если вы не увидели заметных дефектов, подключите другие (желательно новые) кабели к держаку и массе, и попробуйте снова зачем дугу. Также проверьте надежность всех разъемов.
Если инвертор продолжает искрить, то возможно проблема кроется в электролитических конденсаторах в преобразователе. Замените их, если обладаете достаточными навыками. Если и это не помогло то посмотрите на провода на пакетнике. Возможно, они обгорели и нуждаются в замене.
В случае неудачи лучше отнесите аппарат в сервисный центр. Потому что может быть десяток причин возникновения этой неполадки. В сервисном центре вам проведут полную диагностику и смогут узнать истинную причину.
ИНВЕРТОР НЕ ВАРИТ
Инверторный сварочный аппарат может быть включен, все световые индикаторы могут быть в норме, но при этом сварка не осуществляется. Самая частая причина такой поломки — это перегрев аппарата. О том как устранить перегрев мы рассказываем далее.
Также проверьте состояние сварочных кабелей , они могут быть повреждены или просто нуждаться в замене. Подключите новые сварочные кабели и попробуйте заново проверить работоспособность аппарата.
ИНВЕРТОР ПЕРЕГРЕВАЕТСЯ
Одна из основных причин, почему плохо варит сварочный аппарат или не варит вовсе. Если вы без перерыва варите более 10 минут, аппарат может перегреться. Многие инверторы оснащены защитой от перегрева, но порой она не срабатывает. Тогда инвертор просто прекращает свою работу, при этом остается включенным.
Проблема решается очень просто. Прекратите сварочные работы на полчаса. Оставьте инвертор отдыхать. Через полчаса он придет в норму и вы сможете продолжить работу.
ИНВЕРТОР НЕ РАБОТАЕТ, НЕ ВКЛЮЧАЕТСЯ
Еще одна из самых часто встречающихся проблем. Вы включаете аппарат в розетку, а он не подает признаков жизни. Причин может быть несколько. Обычно все дело в напряжении вашей электросети. Его может быть недостаточно для включения сварочного аппарата. Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.
Еще одна причина — неполадки с сетевым кабелем, с помощью которого аппарат подключается к розетке. Проверьте целостность кабеля и вилки. Можете снять корпус аппарата и посмотреть, все ли в порядке с остальной частью сетевого кабеля, скрытой от глаз.
Если с кабелем все хорошо, а стабилизатор не помог, то вероятно причина неисправности в источнике питания самого инвертора. В таком случае рекомендуем обратиться в сервисный центр. Велика вероятность, что вы не сможете отремонтировать сварочный инвертор дома без посторонней помощи.
НЕ РЕГУЛИРУЕТСЯ ТОК
Вы крутите регулятор силы тока, но ничего не происходит. Скорее всего, проблема кроется в самом регуляторе. Нужно заменить либо регулятор, либо проверить надежность его соединения с проводами. Снимите корпус аппарата и тщательно все проверьте. Воспользуйтесь мультиметром, чтобы выполнить диагностику регулятора.
Если регулятор исправен, но ток не регулируется, то причина может быть в замыкании дросселя или неисправности вторичного трансформатора. Замените эти компоненты или отдайте аппарат специалисту. Он знает, что с этим делать.
ЭЛЕКТРОД ПРИЛИПАЕТ К МЕТАЛЛУ
Многие современные инверторы оснащены функцией «антизалипание», которая предотвращает прилипание электрода к металлу. Но порой эта функция работает некорректно либо вовсе не срабатывает из-за других поломок аппарата.
Первая причина прилипания электрода к металлу — неверно выбранный режим сварки. О том, как настроить режим сварки мы подробно рассказывали в этой статье .
Вторая причина — все то же низкое напряжение вашей электросети. Существуют инверторы способные работать и при пониженном напряжении. Но в некоторых местах напряжение настолько низкое, что даже такие аппараты не справляются с работой. Проблема решается покупкой стабилизатора напряжения.
Третья причина — применение сварочных удлинителей. Иногда длины сварочного кабеля просто недостаточно для выполнения сварочных работ. В таком случае можно воспользоваться специальным удлинителем. Но учтите, что если его длина превышает 40 метров, а сечение составляет менее 2.5 мм2, то велика вероятность снижения напряжения при сварке. А вслед за этим и прилипание электрода к металлу.
Четвертая причина — некачественная подготовка детали перед сваркой . Например, вы варите металл с окисной пленкой на поверхности, но недостаточно тщательно зачистили деталь перед выполнением работ. В итоге пленка образовалась снова и ухудшила контакт электрода с металлом, вызвав прилипание
ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
ВМЕСТО ЗАКЛЮЧЕНИЯ
Теперь вы знаете, как отремонтировать сварочные аппараты своими руками. Мы перечислили наиболее часто встречающиеся поломки, которые можно устранить своими силами в домашним условиях. Если вы столкнулись с более серьезной проблемой, то рекомендуем отнести аппарат в сервисный центр. Там специалисты проведут полную диагностику вашего аппарата и смогут выявить истинные причины возникновения поломок.
Также соблюдайте технику безопасности, выполняя ремонт инверторных сварочных аппаратов своими руками. Помните, что инвертор — это сложный электроприбор, который при неумелом использовании может быть опасен для вашего здоровья. Если вы купили инвертор менее чем за 50$, то подумайте, насколько целесообразен ремонт сварочного аппарата инверторного типа. Возможно, проще купить новый сварочный аппарат. Желаем удачи в работе!