

Из чего состоит сварочный выпрямитель
Что такое сварочный выпрямитель?
Время чтения: 7 минут
Сейчас в магазинах можно найти сварочник на любой вкус и кошелек. Производители предлагают купить сварочные трансформаторы, инверторы, полуавтоматы и, конечно, выпрямители. Начинающий сварщик сталкивается с рядом трудностей при выборе своего первого сварочного аппарата, поскольку не может разобраться в таком большом ассортименте. Мы уже рассказали вам про инверторы, трансформаторы и полуавтоматы. Настало время поговорить про выпрямители.

Из этой статьи вы узнаете, что представляет собой сварочный аппарат выпрямитель, каков принцип его работы и какие плюсы/минусы есть у данного типа аппарата. Вы также узнаете о некоторых особенностях применения выпрямителя.
Общая информация
Выпрямитель для сварки — это один из классических типов сварочного оборудования наравне с трансформатором. Он применяется уже ни одно десятилетие и сумел в полной мере раскрыть все свои достоинства и недостатки. Основная функция выпрямителя — преобразование переменного тока в постоянный, чтобы использовать его для поджига дуги и дальнейшего формирования шва.
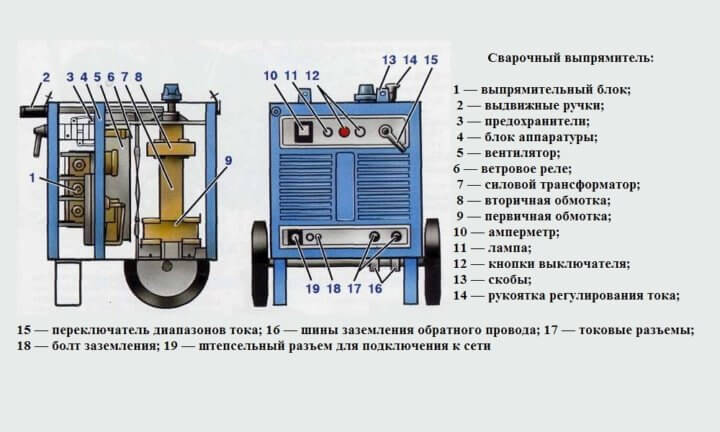
Стандартный выпрямитель для ММА сварки (ручная дуговая сварка с использованием электрода с покрытием) состоит из силовой части (чаще всего трансформатора), выпрямительного блока, а также из компонентов, выполняющих роль защиты, запуска и регулировки аппарата.

Это простейшее описание, по которому можно понять устройство сварочного выпрямителя. Конечно, на деле все гораздо сложнее. Каждый компонент, будь то силовой трансформатор или выпрямительный блок, состоит из множества дополнительных элементов.
Но, несмотря на кажущуюся сложность устройства аппарата, он все еще гораздо надежнее инвертора или полуавтомата. А все потому, что в его основе не используются электронные компоненты. А ведь именно они чаще всего выходят из строя, если вы используете инвертор. Феноменальная надежность — это основное достоинство выпрямителя по сравнению с другими аппаратами (не считая сварочного трансформатора).
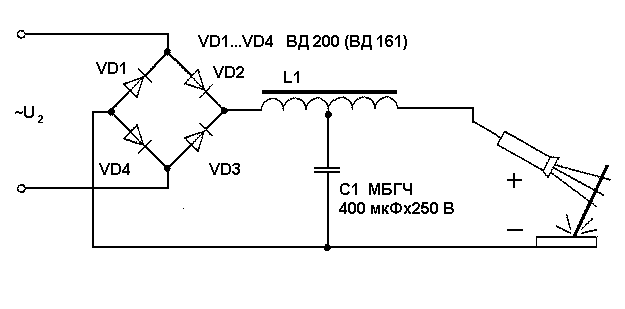
При желании можно собрать сварочный выпрямитель своими руками в домашних условиях. Конечно, если вы обладаете достаточными навыками. Тем более, схема сварочного выпрямителя есть в открытом доступе и ее несложно найти при необходимости.

Существует много разновидностей сварочных выпрямителей. Основные отличия заключаются в их силовой части. В продаже есть выпрямители на основе трансформатора, с дросселем, с тиристорами, с транзисторами и даже есть инверторный выпрямитель. У каждого типа есть свои достоинства и недостатки, но на деле больших отличий при использовании вы не заметите. Так что выбирайте аппарат исходя из технических характеристик и стоимости.
Принцип работы
Принцип работы сварочного выпрямителя можно описать довольно просто. Сначала аппарат понижает получаемое напряжение сети 380В до параметра напряжения холостого хода. Затем он преобразовывает переменный ток в постоянный. И в конечном итоге производится регулировка сварочного тока. Можно приступать к сварке.
В этом смысле трансформаторы и выпрямители очень похожи. Отличие заключается в типе получаемого тока: трансформатор использует для сварки переменный ток, а выпрямитель — постоянный.
В остальном оба аппарата похожи. При этом варить на постоянном токе гораздо проще, чем на переменном. Поэтому трансформатор — это тот же выпрямитель, только еще более сложный в применении.
Достоинства и недостатки
Преимущества сварочных аппаратов-выпрямителей в основном заключаются в большой надежности агрегата. Аппарат может использовать практически в любых условиях, даже если вокруг грязь, пыль и прочие «недруги», способные на раз-два уничтожить инвертор. Также с помощью выпрямителя можно выполнять сложные сварочные работы. Например, варить нержавеющую сталь или цветной металл.
При умелом поджиге дуга горит очень стабильно и позволяет вести аккуратный шов. Также выпрямитель можно использовать для большинства ходовых сварочных технологий, начиная от MMA, заканчивая TIG, MIG, MAG технологиями. Еще один немаловажный плюс — это возможность организации сразу нескольких сварочных постов от одного аппарата. Это значит, что вы сразу несколько человек могут варить, используя один лишь выпрямитель. Такой аппарат называется выпрямитель сварочный многопостовой и применяется на производстве.
Еще один минус — это высокая стоимость комплекта оборудования. Сам выпрямитель стоит не очень дорого, а вот сопутствующее ему оборудование может оказаться не по карману. Впрочем, об этом мы подробнее рассказываем далее. Также учитывайте, что выпрямитель потребляет очень много электроэнергии, и вы можете быть не готовы к большим счетам.
Последний минус, который можно назвать одновременно плюсом — это необходимость высокой квалификации для формирования качественного шва. Если вы новичок, то будьте готовы к годам постоянной практики. С другой стороны, если вы научитесь варить выпрямителем, то после него сможете варить чем угодно. И это несомненное достоинство.
Особенности использования
Первое, на что нужно обратить внимание, если вы хотите использовать выпрямитель в быту — это напряжение вашей электросети. Вряд ли оно превышает 220В, а зачастую цифра даже меньше. Конечно, в продаже существуют аппараты, способные работать от напряжения 220В, но они встречаются редко. Большинство выпрямителей требуют 380В для полноценной работы. Такую электросеть еще называют промышленной трехфазной. Чтобы решить эту проблему, необходимо использовать генератор, выдающий 380В.
Отсюда вытекает главный недостаток выпрямителя. Это мощный аппарат, дающий вам множество возможностей, который при этом стоит не очень дорого. Но для его работы придется докупать недешевый генератор и каждый раз возиться с подключением. Именно по этой причине многие новички предпочитают купить маломощный инвертор и включить его в розетку, вместо того, чтобы мучиться с трансформатором или выпрямителем.

Также учитывайте, что для стабильной работы недостаточно просто подключить выпрямитель к 380В и приступить к работе. Выпрямитель (как и трансформатор) очень требователен к самой электросети. Она должна быть не просто стабильна, но и иметь запас по мощности. Это необходимо для поджига дуги и ее стабильного горения.
Также учитывайте, что с выпрямителем не так просто поджечь дугу, даже если с напряжением в сети все отлично. Здесь важно иметь навык или просто много практиковаться. Выпрямитель не оснащен дополнительным функционалом вроде форсажа дуги или горячего старта. Так что вам придется поджигать дугу, опираясь на свой опыт и навыки.
Несмотря на все трудности, выпрямитель — это очень стабильный и надежный аппарат. Он без проблем переносит небрежное хранение и регулярную работу. В том числе при атмосферных осадках (хотя мы не рекомендуем производить сварку при плохих погодных условиях).
Вместо заключения
Сварочный выпрямитель назначение которого — сварка сложных металлоконструкций, может понадобиться вам не только в профессиональной сварке, но и при работе в гараже или при изучении навыков сварочного дела. Он не так прост, как инвертор, зато лишен недостатков, присущих трансформаторам. Выпрямители очень громоздкие, но современные модели часто оснащаются колесами, так что аппарат можно перевозить на небольшие расстояния.
Конструктив выпрямителя так же прост, как и у трансформатора, так что его можно без проблем починить в домашних условиях. При этом ремонт не ударит по кошельку. А при наличии определенных навыков, можно своими руками модифицировать аппарат, сделав его применение более эффективным и удобным. Оставляйте свои комментарии, делитесь мнением и опытом. Это будет полезно для многих новичков. Желаем удачи в работе!
Что представляет собой сварочный выпрямитель. Схема и разновидности
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его. Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Что такое сварочный выпрямитель и как он работает
Среди различных аппаратов для электродуговой сварки выделяются устройства, способные не только повышать силу тока, необходимую для плавления кромок металлов, но и выравнивать переменную частоту напряжения до постоянного значения. Это позволяет лучше формировать швы, уменьшает разбрызгивание жидкого металла, и дает более прочное соединение. Называется такой агрегат — сварочный выпрямитель. Как он устроен и за счет чего происходит преобразование тока? Какие разновидности аппаратов существуют?

Выпрямитель — что это такое?
Сварочный выпрямитель — это аппарат, состоящий из нескольких блоков, в которых входящее напряжение понижается ( V ) , и преобразовывается. Одновременно увеличивается величина А. В результате, на выходе получается постоянный ток достаточной силы, чтобы производить сварку стали и цветных металлов.
К выходящим клеммам устройства подсоединяются два кабеля (+ и -), один из которых крепится к свариваемому изделию, а второй заканчивается держателем или горелкой. В зависимости от конкретного полюса крепления к свариваемым частям определяется полярность и режим выполнения работы. Сварка происходит за счет замыкания дуги между соединяемой поверхностью и концом плавящегося электрода.
Преимущества использования
Эксплуатация выпрямителей в производстве при сварочных процессах дает несколько преимуществ перед обычными трансформаторами:
- более стабильное горение дуги;
- малое количество брызг расплавленного присадочного и основного металла;
- ровная поверхность шва с мелким чешуйчатым рисунком;
- лучшая свариваемость цветных и легированных металлов;
- экономия расходных материалов.
Применение выпрямителей
Устройства с постоянным током большой силы позволяют проводить сварочные работы покрытыми электродами на многих видах стали. В зависимости от возможностей регулировки, некоторые агрегаты способны сваривать металлы до 50 мм толщины (с разделкой кромок). При обратной регулировке выпрямителя, сварщик способен выполнять соединения на тонких изделиях с толщиной стенки 1 мм.
Сварочное устройство способно плавить как кромки основного металла, так и стержни электродов. Диаметр последних бывает от 2 до 6 мм. Кроме покрытых электродов выпрямители могут работать с присадочной проволокой, подающейся с катушки. Для этого их активно внедряют в полуавтоматы.
Преобразователи сварочного тока используются и для сварки неплавящимися электродами (вольфрамовыми, угольными). В этом случае сварочную ванну защищают инертными газами, подающимися в горелку через кабель-канал. Так, используя сварочный выпрямитель, можно сваривать чугун, нержавейку, и малоуглеродистую сталь.
Кроме сварки, агрегаты применяются для разрезания металлов электрической дугой. Данное действие возможно благодаря увеличению силы тока, которая прожигает сталь, не позволяя краям отверстия сходиться вновь. В отличие от трансформаторов, преобразователи с постоянным током позволяют экономить электроды при одинаковом объеме работ.
Устройство и принцип работы
Устройство сварочного выпрямителя включает в себя несколько блоков, обеспечивающих выполнение рабочего процесса. Основные элементы агрегата следующие:
- понижающий трансформатор;
- диоды;
- охлаждающий модуль;
- измерительные приборы;
- регуляторы тока.
Принцип работы выпрямителя заключается в подаче перемененного тока на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке создается поток напряжения с уменьшенным значением V, и возросшей силой тока А. Холостой ход работы аппарата не должен превышать 48 V.
Это напряжение поступает на диоды. В качестве последних используются кремниевые элементы. Диод является полупроводником, обеспечивающим прохождение тока только в одну сторону. Это устраняет колебание его частоты и в зону сварки подается уже постоянное напряжение.

Поскольку диоды при этом нагреваются, то рядом с ними располагаются радиаторы и вентилятор. Постоянный обдув холодным воздухом позволяет увеличить продолжительность активной работы устройства, без перерыва на охлаждение. Для контроля характеристик тока в систему устанавливаются амперметр и вольтметр. Многие модели снабжаются датчиком перегрева. При превышении показателей V срабатывает блок защиты, отключающий возможность сварки. Чтобы настраивать силу тока в соответствии с толщиной свариваемого соединения используется несколько видов регулировки.
Способы регулировки тока в выпрямителях
Чтобы изменять значение ампер в сварочном преобразователе предусмотрено несколько вариантов управления. Большинство выпрямителей имеют ступенчатую регулировку за счет секционированного подключения первичной обмотки. Такой переключатель ставится в виде рукоятки, с двумя или тремя положениями. Если требуется сразу повысить силу тока до возможности производить сварку толстых пластин или резку, то часть первичной обмотки «отсекается», и ток идет по укороченной схеме. Для возвращения напряжение в обратную сторону схема переключается на более длинную часть первичной обмотки, и сила тока становится меньше, что удобно для сварки тонких листов.
Кроме грубой регулировки, воздействующей на трансформатор, в выпрямителях применяется тонкая настройка при помощи дросселя насыщения. Он устанавливается между кремниевыми диодами (выпрямляющим блоком) и понижающим трансформатором. Дроссель представляет собой ряд катушек, через которые проходит напряжение. Переключая рычаг управления, изменяется длина пути тока в обмотках и его сила.
Большинство моделей преобразователя имеет рукоятку на крышке корпуса, которая приводит в движение винтовой вал и платформу со вторичной обмоткой трансформатора. Изменение расстояния между обмотками также служит способом регулировки силы тока.
Самым эффективным для изменения сварочного напряжения является тиристорный блок. Его внедрение в схему позволяет контролировать длину подачи напряжения и его воздействие на металл. Благодаря тиристорам можно моделировать жесткую, пологопадающую и крутопадающую характеристики тока.
Разновидности аппаратов
Выпрямители для сварки имеют несколько разновидностей по типу подключения диодов и параметрам входящего напряжения. Их можно разделить на:
- однофазные (с однополупериодной конструкцией, полумостовой и полномостовой);
- двухфазные (с последовательным и параллельным подключением мостов);
- трехфазные (с количеством от 6 до 12 диодов в параллельных и последовательных схемах).
Из часто встречающихся на производстве выпрямителей применяют трехфазные модели, позволяющие работать с металлами разной толщины, и выполнять не только сварку, но и резку материалов. Встречаются и многопостовые аппараты, дающие возможность подсоединять к ним до шести электрододержателей одновременно. Чтобы обеспечить индивидуальные условия для каждого рабочего, в схему включают защиту от индукции и балластный реостат, для регулировки тока на месте.
В быту выпрямители применяются в составе сварочных инверторов. В этих аппаратах понижающий трансформатор изменяет силу тока, после чего выпрямляющий блок производит постоянное напряжение. Далее оно преобразуется обратно в переменное, но с очень высокой частотой. И хотя сварка такими устройствами выполняется на переменном токе, благодаря его модернизации, получаются качественные и ровные швы. Инверторы отличаются компактностью и легкостью.
Обслуживание и ремонт
Чтобы выпрямитель для сварки хорошо работал, требуется проводить грамотное обслуживание аппарата и своевременный ремонт. В первое, включается проверка всех токопроводящих частей на сохранность изоляции, надежность крепления клемм, и удаление пыли с внутренних элементов. Перед введением в эксплуатацию аппарат должен быть заземлен. Винт для регулировки хода вторичной обмотки требуется периодически смазывать. Запрещается работать с выпрямителем без защитного кожуха.
Из самых частых поломок встречается перегрев и сильный гул аппарата. Если наблюдаются такие симптомы, то это может означать:
- крыльчатка вентилятора не соответствует требуемой величине и ее необходимо заменить;
- заклинил вал вентилятора охлаждения;
- замкнула первичная обмотка трансформатора, которую следует перемотать;
- нарушена изоляция листов сердечника или его шпилек.
Среди других распространенных поломок выпрямителя требующих ремонта — понижение выходного напряжения. Это могло произойти из-за замыкания или обрыва во вторичной обмотке. Если магнитный пускатель включается на одну секунду и отключается, то причина кроется в неработающем диоде, или замыкании тока на кожух аппарата.
Выпрямитель позволяет производить сварочные работы с получением более качественных швов на различных металлах. Благодаря преобразованию тока от трансформатора в постоянное напряжение, возможна сварка и резка устойчивой дугой, и экономией расходных материалов.
Из чего состоит сварочный выпрямитель: устройство и принцип работы
Сварочный выпрямитель – это устройство, которое преобразует переменный ток в постоянный. При этом напряжение снижается, а сила тока повышается, создавая благоприятные условия для сварочных работ. Рассмотрим устройство и принцип работы оборудования подробнее.
Что это такое?

Данное устройство состоит из несколько полупроводниковых блоков, которые выпрямляют ток до значения, достаточного для проведения работ. Как и любое другое сварочное оборудование, выпрямитель имеет два контакта – положительный и отрицательный.
Один крепится на заготовку, второй оснащен горелкой или электродным держателем. Полярность работ зависит от типа выпрямителя и необходимого режима работы.
Соединение происходит за счет возбуждения сварочной дуги между электродом и соединяемой поверхностью.
Отличия от устройств с переменным током
Работа классического сварочного трансформатора сопровождается сильной пульсацией выпрямленного тока. Это негативно отражается на качестве соединения, которое содержит большое количество дефектов. Кроме того, сварка трансформатором сопровождается большим количеством брызг расплава, что ведет к перерасходу присадочных материалов. Выпрямители для дуговой сварки лишены данного недостатка, благодаря вышеупомянутым блокам. Сварочный ток отличается большей стабильностью, улучшая качество шва.
Плюсы и минусы оборудования
По сравнению с трансформатором, выпрямитель обладает рядом преимуществ:
- Экономное потребление энергии;
- Стабильность электрической дуги;
- Качество соединения;
- Малое количество брызг;
- Работа с нержавейкой;
- Простота и надежность конструкции, которые обеспечивают комфортную регулировку;
- Высокий КПД.
- Небольшие габариты и малый вес.
Наряду с достоинствами имеется ряд недостатков, которых гораздо меньше:
- Повышенные требования к стабильности напряжения в сети;
- Повышение качества сопровождается незначительной потерей мощности;
- Слабая защита от коротких замыканий, особенно длительных;
- Более высокая стоимость.
Положительные качества обеспечивают устойчивый интерес к оборудованию, несмотря на недостатки.
Применение выпрямителей
Рассматриваемые устройства пользуются спросом как среди новичков, так и профессионалов. Основное предназначение – сварка покрытыми электродами на различных видах стали. Технические характеристика большинства агрегатов позволяют работать с электродами различного сечения, до 6 мм включительно.
Некоторые модели рассчитаны на использование электродной проволоки – они являются основным узлом полуавтоматов.
Давно налажен выпуск выпрямителей для работы в среде защитного газа неплавящимися электродами.
Аппараты большой мощности способны работать с металлом, толщиной до 50 мм. Подобная технология соединения требует предварительной подготовки кромок. Реверсивная регулировка позволяет опытному сварщику работать с тонколистовыми материалами, толщина которых составляет 1-1,5 мм.
Принцип работы
Принципиальная конструкция сварочного выпрямителя содержит следующие узлы:
- Трансформатор понимающего типа;
- Полупроводниковый диод;
- Радиаторы охлаждения;
- Контрольно-измерительные приборы (амперметр и вольтметр);
- Механизм регулировки силы тока;
- Датчики безопасности.
Переменный ток, который поступает в аппарат, проходит несколько стадий:
- Ток поступает на первичную обмотку трансформатора.
- Переход на вторичную обмотку. Действие происходит благодаря явлению электромагнитной индукции. При этом сила тока увеличивается, а показатель напряжения падает до безопасного уровня. Среднее значение составляет 46В.
- Напряжение поступает на полупроводниковые диоды. Они обеспечивают одностороннее движение тока, исключая вероятность колебаний.
- Выпрямленный ток поступает на держатель.
В процессе эксплуатации диоды подвергаются значительной нагрузке, что повышает их температуру. Функцию регулировки тепла выполняют радиаторы и вентилятор, который обеспечивает циркуляцию свежего воздуха внутри корпуса. Многие модели оснащены приборами безопасности, которые обесточивают системы в аварийных ситуациях.
Способы регулировки тока
Механизм регулировки зависит от конструкции аппарата. Классические устройства оснащены ступенчатой регулировкой. Сам переключатель имеет два или более положения. Изменение силы тока происходит за счет ограничения работы трансформатора. Данная схема применялась еще на самых первых моделях выпрямителей.
Более продвинутой считают технологию, применяемую на инверторных сварочных выпрямителях. Он основан на установке дросселей насыщения, которые помещают между полупроводниковыми диодами и понижающим трансформатором.
Трехфазный сварочный тиристорный выпрямитель оснащен наиболее современным регулировочным механизмом. Тиристорный блок позволяет осуществлять тщательный контроль над напряжением и силой тока, устанавливая необходимые показатели, в зависимости от типа соединения и характеристик металла.
Разновидности аппаратов: основные типы
По типу конструкции различают три вида выпрямителей:
На промышленных предприятиях чаще всего используют трехфазные аппараты с большим количеством диодов. Они выгодно отличаются тем, что способным работать с различными металлами, независимо от толщины заготовки. Производственные модели, как правило, представляют собой многопостовые агрегаты. Эксплуатация таких агрегатов подразумевает использование балластных реостатов для индивидуальной регулировки тока каждого поста.
Инверторный выпрямитель знаком многим владельцам частных домов и загородных участков. Данные устройства характеризуются многоступенчатым процессом выпрямления тока. Инверторы отличаются малым весом и компактными размерами, что является несомненным преимуществом для устройства бытового назначения.
Обслуживание и ремонт
Сварочные выпрямители нуждаются как в ежедневном, так и в периодическом техническом обслуживании. Это залог безотказной работы оборудования. Ежесменный осмотр включает в себя следующие процедуры:
- Осмотр изоляции.
- Проверка крепления клемм и заземления.
- Удаление пыли и грязи с внутренних частей корпуса.
Все обнаруженные дефекты подлежат немедленному устранению.
Симптомами неисправности является частое срабатывание температурных датчиков и увеличение шума в процессе эксплуатации. Причиной могут быть следующими:
- Замыкание первичной обмотки трансформатора.
- Выход из строя вентилятора системы охлаждения;
- Нарушение изоляции листов сердечника.
Эксплуатация неисправного оборудования запрещена.
Заключение
Сварочный выпрямитель – источник повышенной опасности. В процессе эксплуатации необходимо соблюдать все требования инструкции завода-изготовителя, а также общие требования нормативных документов по охране труда. Следует помнить, что здоровье человека – его главная ценность.
[stexbox id=’info’]Сварщик 6-го разряда Шатилов Александр Геннадьевич, опыт работы – 17 лет: «Я работаю сварщиком металлоконструкций на металлургическом заводе. Основное оборудование, на котором приходится работать – многопостовые сварочные выпрямители серии ВД/ВДМ симферопольского завода. В целом, это достаточно надежные аппараты, которые не нуждаются в особом уходе. Единственное требование к эксплуатации в условиях металлургического завода – регулярная очистка от пыли. Для этих целей мы пользуемся сжатым воздухом из воздушных магистралей. Пыль здесь содержит отходы металлургического производства, а потому работа в течении двух смеем без очистки ведет к гарантированной поломки. Коллеги на прошлом ремонте подтвердили эту гипотезу на собственном аппарате, во время проведения капитального ремонта агломашины».[/stextbox]
Сварочный выпрямитель
Для соединения металлических элементов могут применяться самые различные методы, среди которых отметим сварку. Сваривание металлов и сплавов проводится на протяжении последних нескольких десятилетий. Подобное неразъемное соединение можно получить при применении специального оборудования и материалов: сварочного аппарата, электродов, выпрямителя. Сварочный выпрямитель – устройство, предназначенное для формирования постоянного напряжения. Преобразовывая переменный ток в постоянный, можно обеспечить благоприятные условия для проведения сварочных работ, так как уменьшается степень разбрызгивания расплавленного металла. Рассмотрим все подробности данного аппарата подробнее.

Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.

Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.

Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
При выборе устройства следует уделить внимание тому, что оно может иметь несколько различных элементов регулировки напряжения подаваемого тока.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Наиболее высокой эффективностью характеризуется работа теристорного блока. Этот элемент включается в конструкцию сварочного выпрямителя для обеспечения наиболее точной регулировки силы тока. За счет применения теристора можно выставить самые различные характеристики тока.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.

Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.

Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
В целом можно сказать, что выбор сварочного выпрямителя – достаточно сложная задача. При выборе учитывается то, при каких условиях будут проводиться работы.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.

Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Плюсы и минусы оборудования
Как ранее было отмечено, при работе вместо выпрямителя может также использоваться трансформатор. Преимуществами сварочного выпрямителя назовем нижеприведенные моменты:
- Можно получить более стабильную дугу. Во время выполнения сварочных работ характеристики получаемой дуги во многом определяют качество шва. Рассматриваемое оборудование характеризуется тем, что обеспечивает более стабильное горение дуги. Именно поэтому в последнее время оно получило широкое распространение.
- Преимущества сварочного выпрямителя также заключаются в том, что после проведения работы получается ровный шов с мелким чешуйчатым рисунком. За счет этого существенно расширили область применения подобного оборудования.
- Низкая склонность к образованию брызг расплавленного металла существенно упрощает поставленную задачу и повышает качество получаемого результата.
- Высокая степень экономичности. Как ранее было отмечено, применение рассматриваемого оборудования позволяет существенно снизить скорость плавки электрода.
Кроме этого, сварочный выпрямитель в большей степени подходит для соединения цветных и легированных металлов, которые могут обладать различными эксплуатационными качествами.
Недостатки сварочных выпрямителей во многом связаны с его довольно высокой стоимостью и необходимостью в транспортировке. Стоит учитывать, что для обеспечения длительного срока службы устройства следует уделять внимание его состоянию перед каждым использованием. Обслуживание предусматривает:
- Проверку надежности фиксации используемых клемм.
- Удаление накопившейся пыли.
- Проверку изоляции всех токопроводящих элементов.
Что касается частых поломок, то зачастую их признаками становятся сильный гул во время работы устройства или его нагрев. При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
- Деформация или полная остановка вентилятора охлаждающей системы. Стоит учитывать, что неправильная работа охлаждающей системы может привести к серьезным проблемам.
- Замыкание первичной обмотки или нарушение изоляции листов сердечника.
- Снижение выходного напряжение происходить из-за замыкания или обрыва во вторичной обмотке.
В заключение отметим, что современные выпрямители позволяют получать качественные швы при соединении различных металлов. Большое количество положительных качеств определило обширное распространение устройства. В продаже встречаются самые различные варианты исполнения, которые обладают исключительными эксплуатационными качествами.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварочные выпрямители
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводниковых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Выпрямительный блок представляет собой набор полупроводниковых элементов, включенных по определенной схеме. Особенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые – диоды и управляемые – тиристоры. Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий к.п.д. и относительно небольшие потери холостого хода, высокие динамические свойства, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.

Рис. 51.
Схема трехфазного выпрямителя:
а – схема включения; б – выпрямленный ток внешней цепи; 1– понижающий трансформатор; 2 – блок селеновых или кремниевых выпрямителей; 3 – сварочная дуга
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение. Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, – восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками

Технические характеристики сварочных преобразователей и агрегатов с электродвигателями

Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей – тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.