

Инструмент жестянщика своими руками
Инструмент жестянщика своими руками
Соединение краев тонкого листового металла производится чаще всего в замок — посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.

Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение. В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники — мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3). Это будет притык с накладкой. Более прочное соединение — в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно. Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
Наиболее употребительный способ соединения — это двойной замок (6). Он делается так. У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону. Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом. Последовательный ход работы схематически изображен на следующем рисунке:

Двойной замок (схема)
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом. В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку. Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.

Заклепка из жести
Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Основная и самая первая работа мастера — это умение отогнуть фальц, иначе говоря,— загнуть край листа. Работа простая, но и весьма ответственная, так как от нее зависят дальнейшие процессы. Отгибать фальц приходится для самых различных надобностей: и для соединений швом, и для краев, для вставки днищ и других. Надо следить за тем, чтобы металл только гнулся, но никак при этом не расплющивался. Если металл в сгибе расплющится, он уширится. Кромка сгиба выйдет изогнутой, и поверхность листа покоробится.
В грубых работах, где фальц отгибается широкий, это не имеет почти никакого значения. Но там, где требуется большая точность и изящество, это будет очень заметно. Поясним на примере, что у нас может получиться. Предположим, мы хотим сделать из жести трубку и соединить ее двойным замком. Отогнули фальцы железным молотком, стали свертывать трубку и соединять шов, но оказывается — шов-то соединить очень трудно; фальцы оказались загнутыми из-за расклепывания металла молотком.

Поэтому фальцы всегда надо отгибать деревянной киянкой на острой железной кромке лома, железной полосы или уголка скребка.
Работа происходит в таком порядке. Прежде всего рейсмусом проводят линию сгиба. Чем толще металл и грубее работа, тем шире можно взять фальц (10— 20 мм, на тонкой жести фальц берется в 3—5 мм). Кладут лист на кромку скребка (или заменяющих его приспособлений) линией сгиба, быстрыми и точными ударами киянкой отбивают эту линию сначала у концов, а потом по всей длине фальца.

Затем пригибают под прямым углом кромку фальца, ставят ее наружной стороной на наковальню и выправляют с внутренней ударами киянки.
Предположим, что нужно отогнуть фальц у жестяного цилиндра.

Изготовление фальца на цилиндре
Понятно, что диаметр наружной кромки отогнутого фальца будет больше, нежели диаметр его внутренней окружности. Следовательно, металл должен быть расклепан по всему фальцу, у внешнего края сильнее, к цилиндру слабее.
Фальц надо гнуть железным молотком. Цилиндр берут в левую руку, намечают изнутри рейсмусом ширину отгиба и прикладывают к кромке поддержки или лома под тупым углом, после чего поколачивают по будущему фальцу носком молотка, отбивая линию сгиба и расклепывая кромку. Легкие удары молотка направляют так, чтобы сильнее расклепывать наружный край. Обойдя полный круг, уменьшают угол наклона цилиндра, ставя его круче к наковальне, и продолжают тем же порядком работу. Ее повторяют еще и еще, все уменьшая угол наклона до прямого. При таком постепенном выколачивании фальц удастся отогнуть под прямым углом, и он нигде не лопнет. Отогнутый фальц ставят на плиту и выправляют его ударами киянки.
К такому цилиндру с фальцем можно уже присоединить двойным замком дно, только у кружка для дна надо отогнуть фальц или припаять дно припоем.

Отгиб фальца на кружке
Подобно тому, как отгибают фальц на цилиндре, поступают и тогда, когда край жестяного изделия надо укрепить и сделать толще, закатывая в него проволоку. Работу ведут тем же порядком, но киянкой и не отбивая острой кромки сгиба. Сгиб должен выйти плавный, на металле надо сделать отворот, рассчитывая ширину этого отворота по толщине той проволоки, которая туда войдет.

Ширину надо брать примерно в три диаметра проволоки, прибавляя немного на толщину металла. Когда фальц отогнут под прямым углом, его отгибают киянкой назад, проворачивая цилиндр на круглой наковальне. Затем ставят на плиту, вставляют проволоку и несколькими ударами киянки по отвороту закрепляют ее. Киянкой на круглой наковальне и плите окончательно прижимают и оглаживают отворот. Перевернув изделие краем вверх, оправляют закатанный край сверху. Если отворот оказался недостаточно широким, его теперь очень легко исправить, проколачивая сверху киянкой с оттяжкой удара кнаружи. На изделиях с прямыми краями закатать в край проволоку, конечно, еще проще.
Из приемов обработки тонкого металла, основанных на расклепывании и вытягивании металла, юному мастеру непременно надо ознакомиться с выколачиванием. Выколачиванием плоской пластинке металла придают разнообразную выпуклую форму. Таким путем можно выколотить днища и крышки котлов, капоты и разнообразнейшие обтекаемые детали для моделей самолетов, обшивку для моделей судов и т. п. Выше у нас была уже подобная работа — эта выколачивание ковша.
Выколачивание — это работа, требующая терпения. Нельзя ударить раз-другой молотком и получить хорошую вытяжку. Надо потихоньку поколачивать молотком, всё время передвигая изделие, постепенно увеличивая глубину вытяжки и в заключение оправляя и оглаживая легкими ударами поверхность изделия.
Вытягивать можно в основном двумя способами. Первый способ — когда металл расплющивают на выпуклой наковальне, начиная от середины к краям. Середина получится тоньше всего, но зато изделие будет выпуклым. Работа ведется железным молотком. По второму способу выколачивают киянкой или молотком с круглым концом на оправке (матрице), имеющей соответственную форму.

Выколачивание на оправке
Как пример, приведем выколачивание того же ковша. На деревянной колобашке или толстой доске надо сделать несколько круглых выемок различной глубины. Их вырезывают полукруглой стамеской, а затем оглаживают ударами круглого молотка. Круглую пластинку металла кладут над первым углублением и молотком или круглой киянкой выколачивают ее до тех пор, пока не получится правильно округленная поверхность без морщин. Тот же прием повторяют и в следующих, более глубоких матрицах. В заключение мы получим ковш по профилю матрицы. По другому профилю и другому раскрою мы могли бы получить и другую форму.
Иногда юному мастеру придется выколачивать на пластинках тонкого металла продольные углубления. Сечение такой пластинки получится фигурным, и пластинка приобретет жесткость.

Пластинка с продольным углублением
Как и во всяком другом деле, разметка и раскрой материала, начало работы, являются очень важной операцией, от которой зависит и дальнейший успех. Отсюда ясно, что эта работа требует особой внимательности и аккуратности. Самая простая работа — это раскрой и изготовление простой открытой прямоугольной коробки с прямостоящими или расходящимися боками, с носком или без него.

Изготовление прямоугольной коробки
Из листа жести выкраивают прямоугольник соответствующих размеров (а). При раскрое надо учесть площадь дна и высоту стенок. Рейсмусом отчерчивают линию сгибов. Один уголок срезают, если надо сделать в коробке носок. Перевернув лист на доску, носком молотка отсекают по углам биссектрисы углов примерно до границы будущих сгибов стенок (б). Снова перевернув лист, на ребре наковальни (куска железа) загибают киянкой бока (в), но не совсем. Их отделывают на прямоугольном конце наковальни и пригибают киянкой вплотную к стенке (г). Срезанный угол для носка остается не пригнутым, его слегка сплющивают, выделывая из него желоб. Коробка готова (д).
Работа, как видно, совсем несложная, но и ее надо выполнить аккуратно.
Выкраивание и изготовление цилиндрических форм не представит особых затруднений. Для цилиндра надо выкроить прямоугольник, высотой равный будущей трубе, а длиной в 3,14 диаметра этой трубы с прибавкой на закатку шва.

Схема раскроя для шва цилиндра или прямоугольной коробки
При изготовлении конических изделий (ведро, воронка и другие) все приемы работы останутся те же, только при раскрое придется вспомнить геометрию. Все конусные предметы надо правильно изобразить в развертке, и это самое главное.
Возьмем самый простой способ раскроя. Попробуем сделать коническое ведерко. Прежде всего надо начертить его среднее сечение, по оси. Оно представится в виде трапеции; продолжают стороны трапеции до их пересечения. Точка пересечения — это центр, из которого проводят две дуги — от длинного основания трапеции и от короткого. Получится кольцо, из части которого и будет сделана поверхность конусного ведра. Ширина этого кольца и есть высота ведра. Надо только не забывать прибавлять для закатывания верхнего края и загиба нижнего.

Раскрой усеченного конуса
Длина необходимой нам части этого кольца определяется диаметром ведра. Примерно три диаметра с прибавкой на двойной замок—вот то, что надо взять от кольца. Отложив по верхней или нижней дуге 3,14 диаметра наружного отверстия или дна ведра, проводят по радиусу линию. Прибавки для двойного замка делают уже параллельно этим радиальным линиям. Так получится раскрой поверхности ведра. Так же точно расчерчивают любую конусную форму, будь то целый или усеченный конус: по радиусу откладывают высоту фигуры, по окружности — длину развертки.
Кровельный инструмент, который нужен кровельщику для успешного устройства кровли
Для качественного строительства крыши необходимы профессиональные инструменты, а для выполнения некоторых видов работ также современное оборудование. Их ассортимент постоянно пополняется более усовершенствованными приспособлениями. Каждое из них призвано облегчить кровельные работы, сделать их более качественными.

Кровельный инструмент бывает:
- ручной. Ручной кровельный инструмент жестянщика кровельщика, например, особые ножницы или клещи, отлично подходят для работ со сталью или медью, а вот для мягкой кровли необходим нож кровельный. Все ручные инструменты для кровельных работ отличаются удобством и простотой использования.
- инструмент для кровли полуавтоматический. Их широко используют при укладке длинных панелей-картин. К примеру, при помощи закаточных машин можно продуктивно и достаточно просто закатать фальцы и обеспечить при этом полную герметичность швов.
- кровельные инструменты электрические. Они максимально востребованы для устройства фальцевого покрытия. Профилегибочное оборудование одинаково эффективно при работе и с рулонным материалом, и с покрытым полимерным защитным и декоративным слоем.
Обзор ручных инструментов ↑


Нож кровельный «Крючок» получил свое название в соответствии с типом своего лезвия. Такое лезвие прекрасно справляется с резкой мягкой черепицы. В продажу кровельные ножи поступают в комплекте с несколькими трапециевидными лезвиями. Так что при устройстве кровли из битумной черепицы крючковые лезвия докупают отдельно. Рекомендуется использовать в работе двустороннее лезвие, как наиболее удобный для монтажа мягкой черепицы. Когда оно начинает плохо резать, лезвие просто переворачивают.
Инструменты жестянщика кровельщика ↑

Купить инструменты для жестянщика сегодня можно даже онлайн, поэтому тем более важно иметь правильное представление о возможностях каждого из них и для каких конкретно работ они предназначены.
Для устройства металлической кровли прямо на крыше используют инструмент для жестянки. К их числу относят приспособления, необходимые для резки и гибки металла, киянки, молотки и другие. Для работ, выполняемых вручную, используют:

- Клещи кровельные, в отличие от обычных, имеют большую ширину захвата. По этой причине увеличивается износ оси, что приводит к росту люфта в соединении режущих кромок. Поэтому их дополнительно закаливают. Клещи используют для загибания краев металлических листов при их сборке. Они могут различаться по форме:
- полукруглые используют для выполнения отгибов, отделки различных фасонных элементов, при разборке покрытия, установке желоба и других процессах;
- прямые необходимы при работе с оцинкованной кровлей, так как не повреждают цинковый слой;
- кривые незаменимы при выполнении монтажа на участках, труднодоступных для сборки.

- Ручные ножницы обеспечивают быстрый, и при этом очень точный рез кровельного материала. Они различаются по своей форме, размерами, степенью изгиба, длиной лезвий, специального назначения. Последние можно использовать, соответственно, для резки листового или гофрированного металла либо плоского шифера. При работе с длинными заготовками используют ножницы пеликаны, при резке по окружности – радиусные. Там, куда невозможно попасть обыкновенным инструментом для жестянщика, на помощь придут ножницы, кромки которых изогнуты под прямым углом.
- Фальцевый молоток, снабженный короткой ручкой, удобен для выполнения работ на труднодоступных участках. Рекомендуется выбирать молоток с наконечником из пластика, чтобы не повредить защитный слой из полимерной краски на стальной крыше в процессе гибочных работах либо осторожно оформить фальц на кровле из алюминия или на цинк-титановой.

- Кровельные рамки из стали (хапы) используют при устройстве фальцевой кровли. С их помощью формируют двойной стоячий фальца в два этапа. Приспособление состоит из двух рамок, которые пронумерованы в соответствии с порядком прохода. Фальц закрывают сначала рамкой №1, затем используют №2. Сегодня на рынке представлены также универсальные рамки, которые работают, как оба номера.
- На смену традиционной деревянной киянке пришли современные пластиковые на основе высокопрочного полиэтилена. Более разнообразной стала форма моделей – прямоугольная, круглая, клинообразная, усеченная, имеющая различную форму ударной части.
- Стальные оправки используют для обработки краев и фальцев в местах пересечения, когда сделать это с помощью механизированных устройств не представляется возможным или очень затруднительно. Оправки по назначению подразделяют на: формирующие фальцы; двойные фальцева; лопатки односторонние, фигурные, предназначенные для выполнения соединений полукруглой формы; углогибы и несколько других.
- Есть также ряд вспомогательных инструментов, которые значительно облегчают выполнение многократно повторяющихся процедур в процессе работы с металлом, к примеру,

- пружинный кернер, как и шабон используют при маркировке металла;
- с помощью компостера очень удобно получать отверстия под тот или иной крепеж;
- газовый паяльник используют для пайки элементов в нужных местах.
Полуавтоматическая закаточная машинка ↑
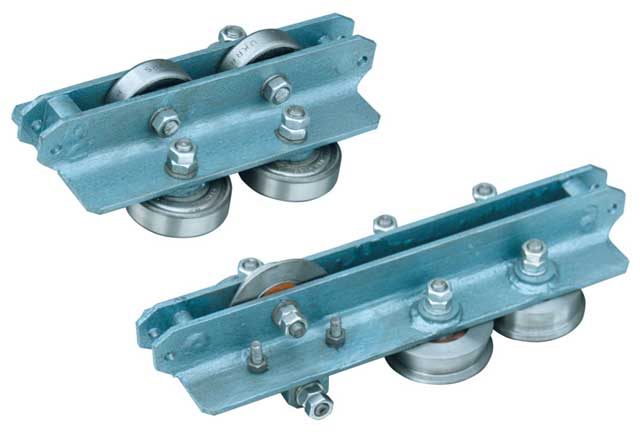
Инструмент состоит из двух отдельных закаточных машинок, которые приводятся в движение за счет тянущего усилия кровельщика. Принцип работы инструмента тот же, что и у ручного хапа – двойной фальц формируется в два прохода. Особо эффективен при устройстве фальцевой кровли на длинных скатах, свыше 10 м.
Закаточная машинка этого типа имеет ряд преимуществ:
- ее производительность втрое выше, чем у ручного приспособления.
- гарантированный высококачественный шов.
- имеется возможность настройки толщины металла: от 0,4 до 0,7 в мм.
- совершенно безопасен для полимерного покрытия:
- обеспечивает высоту фальца: от 25 до 35 в мм.
Фальцезакаточная машина электрическая ↑
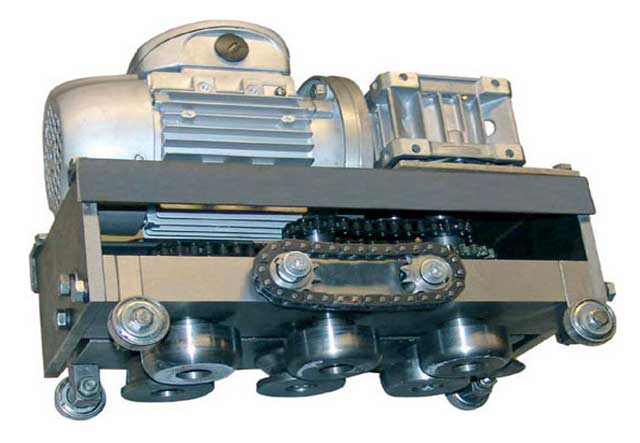
Качественный обжим замка обеспечивают два типа роликов: протягивающие и профилирующие. Производительность ее достаточно высока – 5 м в минуту. Стоит недорого, поэтому быстро себя окупает. Вдобавок к возможностям полуавтоматической машинки появилась возможность
- обработки влажной/ масляной поверхности металла,
- качественного обжима шва даже там, где установлены кляммеры.
В отличие от полуавтоматической машинки, фальц закрывается за один проход.
Как в 3 приема делается труба из жести: азы работы с металлом для новичка


При наличии прямых рук гнуть жесть и делать из нее трубы довольно просто!
Изготовление трубы из жести своими руками – это отличная альтернатива покупке дорогого водостока или вентиляционного кожуха. На практике экономия выходит колоссальной, а если учесть, что освоив технологию, вы сможете буквально «штамповать» трубы любого (ну ладно, почти любого) диаметра – то прочитать мои советы и хотя бы попробовать реализовать их на практике определенно стоит!
Ниже я расскажу о том, что нам понадобится для формирования трубы, а также опишу алгоритм, по которому я уже пять лет успешно гну жестяные изделия.
Что нам нужно для работы?
Жесть как она есть
Итак, начнем наш обзор технологии с анализа материала. Гнуть мы трубу будем из жести:
- Основу жестяного листа составляет сталь, прошедшая обработку на прокатном стане. Как правило, в продаже встречаются листы толщиной от 0,1 до 0,7 мм – чем толще, тем выше цена.

Прокат, из которого нарезается листовой металл
- Для защиты от коррозии стальное основание жестяной заготовки покрывается материалом, предотвращающим окисление металла. Чаще всего для этого используются соединения хрома, олова и цинка.
- На заключительном этапе изделие нарезается в соответствии со стандартными размерами. Чаще всего в строительных магазинах продаются жестяные заготовки шириной от 512 мм до 2 м, но при необходимости можно найти или заказать и более широкие детали.

Заготовки для работы
У такого металла есть очевидные плюсы:
- Малая толщина обеспечивает снижение массы жестяных изделий.
- Обработка поверхности достаточно эффективно защищает стальное основание от коррозии при контакте с факторами внешней среды.
- Тонкий металл неплохо режется, при этом для обработки не требуются очень мощные инструменты – вполне достаточно ручных ножниц.
- Прокатка и термообработка заготовок при производстве жести обеспечивают им высокую пластичность. Благодаря этому листы и полосы отлично гнутся по минимальному радиусу без риска растрескивания.
Обратной стороной гибкости жести является низкая прочность на изгиб, потому при изготовлении незамкнутых деталей в их конструкцию обязательно вносят ребра жесткости. Впрочем, нашей ситуации это не касается: труба сама по себе отлично держит форму.
Инструменты жестянщика
Как я уже отметил, жесть – это материал мягкий и пластичный, который обрабатывается довольно просто. Но есть у этой простоты и недостаток: металлический инструмент не только оставляет следы на поверхности листового металла, но и может при ударе повредить защитный слой, спровоцировав развитие коррозии.
Именно поэтому для работы с жестью и тонкой оцинкованной сталью применяются такие инструменты:
- ножницы по металлу. Я использую самые обычные, подпружиненные, с не очень длинными рукоятками – при относительно небольшом усилии они отлично режут сталь 0,7 мм;
Очень важно, чтобы лезвия ножниц были острыми, иначе края заготовок получатся неровными, и нам придется тратить время и силы на удаление «бахромы».

Ножницы для оцинкованной стали
- молоток с резиновым/обрезиненным бойком. Зачем нужна резина, уже понятно – чтобы не допустить ударов металла о металл;
- киянка – в принципе, выполняет функцию молотка с резиновой насадкой. Оба инструмента взаимозаменяемы, что не мешает мне иметь в своем распоряжении и киянку, и молоток;

- плоскогубцы (несколько штук, разных размеров). Используются для гибки металла, поскольку короткие края листа или полосы пальцами ухватить невозможно, несмотря на всю пластичность;

Фото стандартной киянки
- калибрующие заготовки – стальные трубы (у меня две, диаметром 50 и 100 мм) и уголки. Используются в качестве шаблонов для гибки соответственно круглых и прямоугольных деталей;
- измерительные инструменты – линейка, рулетка, уровень и циркуль;
- разметчик – заостренный стальной стержень, который используется для нанесения меток на жестяной лист. Можно купить, можно заточить гвоздь-«двухсотку».

Для разметки можно использовать кернер
- верстак – самая необходимая вещь. Верстак выполняет функции места для разметки раскройного стенда, рабочего стола – в общем, именно на нем мы будем выполнять все работы.
Конечно, этого набора нам хватит только для изготовления нескольких труб – до двух-трех десятков. Если же работа предстоит масштабная, то не обойтись как минимум без листогиба – устройства, позволяющего ровно гнуть большие металлические заготовки.
Технология работы
Шаг 1. Заготовка
Инструкция по изготовления трубы из жести начинается с описания изготовления заготовки:

Укладываем материал на верстак
- На верстаке или другой ровной поверхности раскатываем листовой металл, при необходимости выравнивая его с помощью механических воздействий.
- Отмеряем длину и ширину трубы, нанося мелом, маркером или разметчиком обозначения на материал. При разметке учитываем, что ширина заготовки должна быть равной длине окружности трубы + 1,5…1,6 см на формирование шва.
- Контролируем перпендикулярность проведённых линий с помощью угольника.

Резка по размеру
- Берем ножницы и делаем сначала боковой, а затем продольный разрез. Резать нужно строго по линиям, стараясь не делать больших отступов. Если линия реза будет «гулять» — на этапе формирования шва могут возникнуть проблемы.
- Еще раз выравниваем нашу заготовку. При необходимости простукиваем края для удаления волн и обрабатываем их, зачищая от заусенцев.
Шаг 2. Формовка трубы
Теперь нам нужно сделать из заготовки круглую трубу. И на первом этапе мы формируем профиль:
- С одной стороны детали проводим линию загиба фальца на расстоянии 0,5 см от края.
- С другой стороны проводим такую же линию на расстоянии 1 см.

Схема загиба фальцев
- Укладываем заготовку на стальной уголок и отгибаем фальцы перпендикулярно плоскости листа. Для загиба используем киянку, при необходимости подправляя металл плоскогубцами.

- Я обычно поступаю таким образом: вначале захватываю металл плоскогубцами, формируя загиб шириной около 2-3 см. После того как направление деформации будет задано, меняю плоскогубцы на киянку и продолжаю работу, используя в качестве опоры стальной шаблон.
- Работая по шаблону, не прикладываем излишних усилий, иначе мы рискуем повредить материал и «счесать» часть защитного покрытия,
- Дальше отогнутый фальц шириной 1 см делим надвое по ширине и повторяем загиб. Теперь нам нужно отогнуть полосу шириной 0,5 см параллельно основной заготовке.

- Теперь формируем профиль трубы. Заготовку укладываем на калибрующую поверхность и постукиваем по ней, выгибая вначале дугу, а затем и полный круг. Чем ровнее он будет, тем лучше – меньше придется возиться на завершающем этапе работы.
Шаг 3. Обработка стыка
Теперь нам нужно сформировать шов, который превратит нашу заготовку в собственно трубу:
- Фальцы, отогнутые перпендикулярно основной части, совмещаем, плотно прижимая друг к другу.

Заготовка трубы с загнутым швом
- Горизонтальную часть длинного фальца загибаем таким образом, чтобы он обернул совмещенные части.
- Укладываем полученную трехслойную конструкцию на верстак и тщательно простукиваем, хорошенько уплотняя. При этом следим, чтобы не было перекосов, которые отрицательно скажутся на прочности конструкции.

Укрепление соединения на болванке
- Шов из собранных вместе фальцев отгибаем к стенке трубы. Надеваем изделие на калибровочную заготовку и еще раз простукиваем стык. Полученное соединение отлично держится без всякого крепежа за счет пластичности жести.
При изготовлении труб большого диаметра, испытывающих значительные нагрузки ширину фальцев можно увеличить, а стык дополнительно усилить заклепками.

Заключение
Я надеюсь, что в приведенном выше материале достаточно подробно объяснил, как сделать трубу из жести своими руками. Если же какая-то из операций вызывает сложности – вы всегда можете либо просмотреть видео в этой статье либо задать мне вопрос в комментариях. Конечно, гнуть металл вместо вас я не буду, но добрым советом помогу обязательно!
Как сделать трубу из жести: процесс из 8 технических шагов
Жесть представляет собой материал, который относится к прокатной продукции. Это разновидность листовой стали. После проката лист обрабатывается антикоррозийными веществами.

Для отопительного оборудования можно самостоятельно выполнить жестяные трубы для дымохода. Данный материал эластичен, поэтому обрабатывается вручную. Кроме того, сталь отличается жесткостью и прочностью, поэтому из него выполняются жестяные изделия особой прочности.
Какую жесть выбрать
Перед тем сделать трубу из жести подбирается подходящий отрезок стали. Для дымоходов рекомендуется тонкая жесть, покрытая специальным составом.
Жестяная труба отводит дым и повышает тягу.
Жесть бывает черная и белая. Черный тип материала представляет собой тонколистовую и холоднокатаную сталь. Продукция изготавливается из сталей различных марок. Материал предлагается производителями в листах или рулонах.
Белая жесть — это материал покрытый оловом с обеих сторон, который обрабатывается методами электролитического и горячего лужения. Данный материал представляет собой низкоуглеродистый и тонкий лист.
Метод обработки наделяет сталь стойкостью к ржавчине и пластичностью.
Производство сопровождается контролем состава веществ. Способ обработки и содержание влияет на получение материала разных марок.
Белый тип жести проходит обработку для улучшения поверхности к адгезии с лаковыми покрытиями.
Применяется лакированная жесть. Процесс лакировки используется для защиты поверхностей от внешних факторов.
Черный и белый тип материала бывает следующих видов:
- лист однократной прокатки является изделием малоуглеродистой стали, которая обрабатывается методом холодной прокатки до нужной толщины;
- металл двукратной прокатки после первой процедуры прокатки подергается второй прокатке и специальной смазке, что уменьшает толщину изделия.
Материал классифицируется по степени твердости и по количеству используемого олова.
Труба из жести обладает технически универсальными качествами.
Какие нужны инструменты
Перед тем как произвести жестяные работы своими руками, стоит подобрать комплект материалов и инструментов. Потребуется оборудование для жестяных работ.
Понадобится лист тонкой жести. Чтобы труба стала ровной, берется материал с гладкой структурой и четкими углами. Не используется лист с оборванными краями.
Порезка материала не требует усилий, но приступая к работе, стоит заготовить следующие инструменты жестянщика:
- Для разрезания отрезка на заготовки применяются ножницы для резки металла.
- Используется киянка или резиновый молоток, который не оставляет вмятин. Вес инструмента подбирается тяжелый, но при этом контролируется сила удара.
- Для выполнения сгибов применяются плоскогубцы или клещи.
- Рекомендуются станки для жестяных работ. Подходит верстак, который позволяет ровно расположить лист и разметить.
- Для калибровки применяется трубка с толстыми стенками и уголок, который монтируется к краю верстака. Уголок выбирается массивный, так как на нем загибается металл. Труба помогает при изготовлении продольного шва магистрали.
- Тонкий стальной стержень используется в качестве разметчика. Его изготавливают самостоятельно. Для этого затачивают гвоздь.
- Рекомендуется инструмент для измерений. Для этого подходят рулетки и угольники.
Потребуется круглая деталь для сборки изделия. Для этого рекомендуется труба с сечением 90 мм и не слишком длинная.
Инструкция по изготовлению жестяной трубы для вентиляции с колпаком своими руками
Сделать трубу из листа железа – это значит выполнить последовательность действий. Работа состоит из простых этапов. Сначала проходит подготовка, которая состоит из выполнения разметок деталей и вырезания заготовок.
На этапе формирования тела конструкции происходит создание элемента круглого сечения. При соединении требуется закрепить элементы в одно изделие.

Сделать разметку и заготовку можно в несколько этапов:
- Жестяной лист помещается на поверхности без стыков. Для этого подходит напольное покрытие или верстак.
- От верхнего края размечается отрезок, который равен по размеру будущей магистрали. Отметка выполняется устройством для разметок. Также происходит изготовление водосточных труб.
- Через отметину производится линия. При этом используется угольник.
- От линии размечается ширина отрезка, которая равняется сечению трубы. К полученному значению добавляется 15 мм на стык.
- Полученные разметки соединяются, и выполняется вырезание заготовки.
Делая разметку, стоит учитывать размеры изделия. Ширина – это размер диаметра плюс полтора дополнительных сантиметров. Длина заготовки должна быть больше прямого участка конструкции.
Далее жестяницкие работы состоят из формирования круглого профиля конструкции.
Работа с жестью своими руками производится следующим образом:
- Фальцы загибаются к поверхности листа под прямым углом. Предварительно под них делается разметка линии. Для загибания используется киянка. Лист кладется на край стола со спуском на нужную длину и с помощью резинного молотка производится загиб. Работа выполняется по всей длине изделия.
- Труба из жести своими руками предполагает еще один загиб на фальце. При этом выполняется разметка.
- Для конструирования трубы используется круглый элемент. На нем располагается оцинкованная жесть, которой придается округлая форма. При этом согнутые концы трубы соединяются.
Загибы выполняются так, чтобы киянка точно ложилась на поверхность уголка. Удары производятся точными и четкими, но не сильными, иначе шов сплющится.
Изготовление жестяных изделий завершается стыковкой. При этом совмещаются края, и
крепится шов. При этом горизонтальный участок пригибается вниз и прикрывает кромку. Выступающий шов пригибается к поверхности при помощи киянки. Загиб выполняется в сторону от г-образного фальца. Если сделать иначе, то вода проникнет внутрь.
Жестяные изделия своими руками требуется соединить. Края крепятся с помощью клепок из алюминия или стали.
- Через каждые три сантиметра проделываются отверстия для заклепок.
- Кромки пригибаются в сторону друг друга.
- Заготовка отгибается обратно, чтобы кромки находились на наружной стороне конструкции.
- Края монтируются при помощи заклепок.
Чтобы облегчить соединение конструкции, элемент в широкой стороне следует слегка развальцевать. Для обеспечения жесткости с краев изделия накатываются кольца. Правильная разметка способствует легкости состыковки с другими элементами, даже заводского производства.
Подобные изделия применяются для водостоков, вентиляционных систем и дымоходных конструкций.
Особенности работы с жестью: как согнуть лист железа и раскроить его
Чтобы создать изделия из жести своими руками, стоит ознакомиться с некоторыми нюансами работы с данным материалом. Рекомендации помогут облегчить монтаж и создать конструкцию в кратчайшие сроки.
- Придать листу жести необходимую форму позволит элемент соответствующей конфигурации. Сгибание выполняет постукивание с применением молотка.
- Чтобы сгиб был ровным, постукивания осуществляются близко друг от друга.
- Облегчить вырезание заготовки из стали поможет специальная петля из кожи. Данный элемент монтируется на ножницы и надевается на пальцы.
- После вырезания кромка обрабатывается стругом, который готовится их ножовочного материала.
- Изделия из жести иногда требуется разрезать. Это делается для придания фигурной формы изделию. Данную процедуру выполняют консервным ножом.
Чтобы материал хорошо резался ножом, его надпиливают ножовкой, а потом используют нож или ножницы.
Жестяные работы отличаются простотой и их можно сделать самостоятельно. Умение изготовить подобную конструкцию пригодится в быту. Труба из жести изготавливается просто, главное знать определенные нюансы процесса.
Делаем ручной кромкогиб своими руками. Чертежи и видео
Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом. Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала. Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.

При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.

Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Ручной кромкогиб своими руками
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.

Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
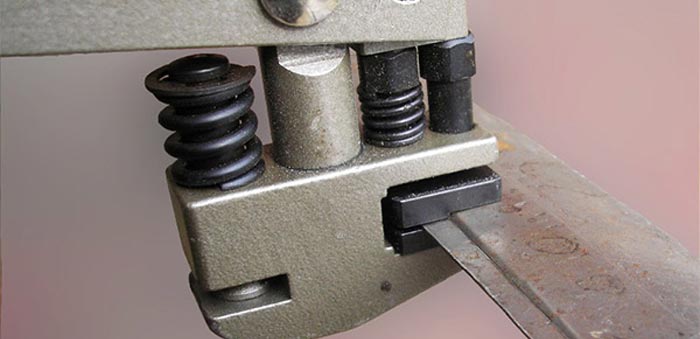
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).

Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Делаем листогиб своими руками из подручных материалов

При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.

Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.

Покупать промышленный станок – непростительная роскошь. В этом материале расскажем, как сделать листогиб своими руками из простых и доступных материалов.
Немного о конструкции самодельного листогиба
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.


Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.

- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.

- Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.

Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.

Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.

Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.

Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Простое решение для гибки листов
Этот самодельный листогиб можно изготовить за 30-60 минут.
Потребуется минимальное количество материалов:
- Уголок №5 длиной 1,5 метра.
- Швеллер №18 — 20, в качестве станины. Длиной 1,5 — 2м.
- Водопроводная труба 2-3 м., для изготовления рукоятки
- две дверные петли, лучше гаражные.
Как собрать конструкцию видно из приложенных фотографий. Станок простой, но эффективный, если вам, конечно, не требуется особая точность для гибки листов.
Обратите внимание на размеры листов, которые собираетесь гнуть. Приваривать петли необходимо с запасом. Прибавьте к ширине листа 20-30 см, чтобы лист свободно проходил между петлями, сделайте разметку и смело приваривайте.


Видео инструкция по изготовлению самодельного листогиба
Интересная статья на тему как собрать трубогиб своими руками. Доступные схемы и чертежи, а так же видео и подробное описание сборки.
