

Химическая обработка кромок под сварку включает
Подготовка кромок под сварку
Подготовка кромок металла под сварку делается с целью обеспечения полного провара металла по всей его толщине и получения: доброкачественного сварного соединения.
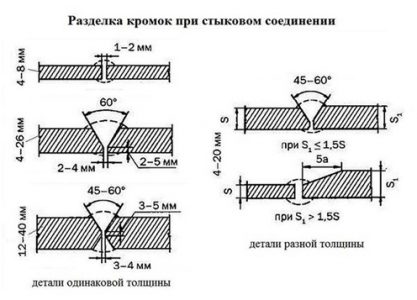
Различные виды подготовки кромок металла при сварке стыковых швов показаны на фиг. 49. Скос кромок делается для металла толщиной свыше 5 мм. Угол скоса 70—90° выбирают из расчета возможности свободного доступа к вершине шва и ее проварки.
Скос кромок можно производить различными способами. Самым грубым и малопроизводительным из них является срубание кромок ручным или пневматическим зубилом. При этом способе края кромок получаются неровные. Наиболее ровные и чистые кромки получаются при изготовлении их на специальных кромкострогальных или фрезерных станках. Применение кислородной резки, ручной или механизированной, для скоса кромок является самым экономичным. Шлаки и окалина, остающиеся после кислородной резки, должны быть удалены с помощью зубила и стальной щетки.
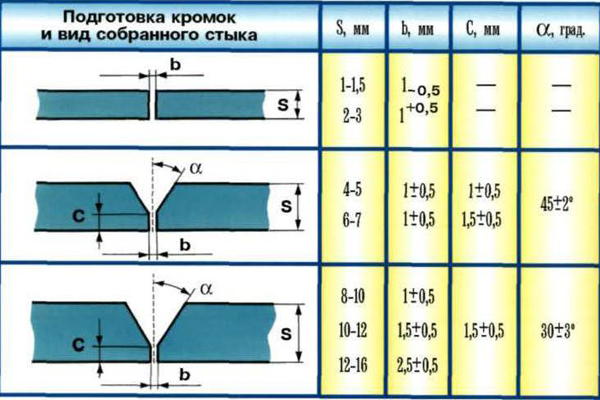
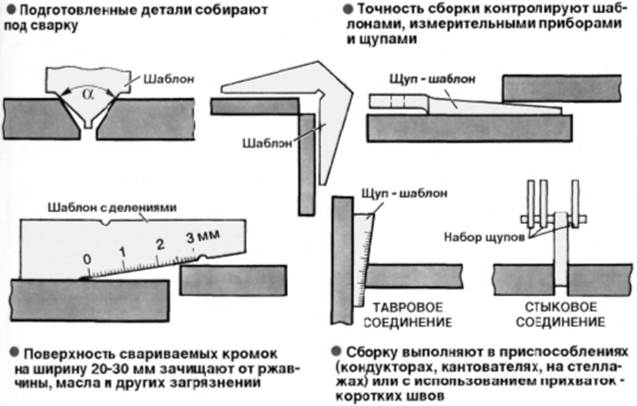
Следует уделять большое внимание чистоте кромок, так как загрязненная поверхность кромок металла приводит к плохому провару и образованию в сварном шве неметаллических включений. Поэтому перед сваркой кромки, а также соседние с каждой кромкой участки на ширину 20—30 мм должны очищаться до металлического блеска от окалины, ржавчины, масла, краски и других загрязнений. Очистка от окалины, краски и масла может осуществляться непосредственно пламенем сварочной горелки. При этом окалина отстает от металла, а масло и краска сгорают. После нагрева пламенем поверхность зачищается стальной щеткой.
При сборке деталей под сварку нужно следить за тем, чтобы кромки правильно располагались одна относительно другой, чтобы выдерживались установленные зазоры, не было перекосов и т. д.
Для того чтобы в процессе сварки установленные зазоры и положение деталей не изменялись, перед сваркой делают предварительную прихватку деталей, т. е. свариваемые детали соединяют друг с другом в нескольких местах короткими швами. Длину прихваток и расстояние между ними выбирают в зависимости от толщины свариваемого металла и длины шва. При сварке тонкого металла и коротких швах длина прихваток может быть не более 5 мм. При сварке толстого металла и значительных длинах швов длина прихватки может быть 20—30 мм при расстоянии между ними 300—500 мм. Прихватку следует производить на тех же режимах сварки, что и сварку самого шва, тщательно проваривая участок прихватки. В случае сварки деталей значительной толщины прихватка может заполнять разделку примерно на 2/3 ее глубины.
Порядок постановки прихваток имеет важное значение, особенно при сварке длинных швов.
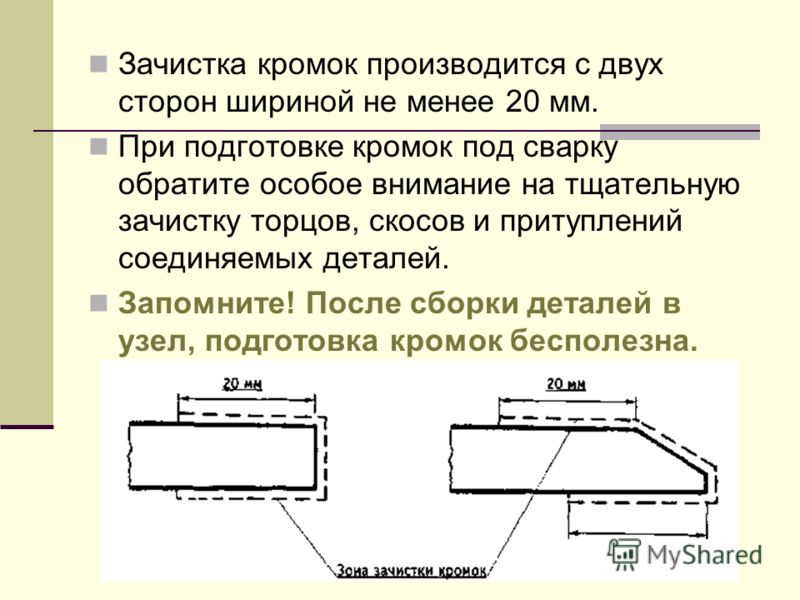
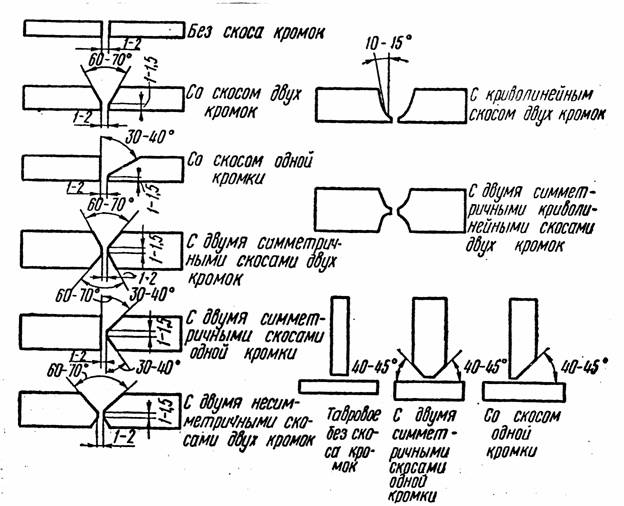
Виды подготовки кромок под сварку:
а —с отбортовкой кромок; б, и, к — без скоса кромок; в —со скосом одной кромки; г — со скосом двух кромок; д — с двухсторонним скосом двух кромок;е—с криво-линейным скосом кромок; ж — с использованием остающейся или съемной подкладки; з —с замковым расположением деталей; л — дополнительным скосом дляустранения влияния разной толщины
– для автоматической сварки под флюсом α = 30° ± 5° и 10° ± 2° при пря-молинейном и криволинейном скосах кромок в случае стыковых и угловых со-единений, тавровые соединения требуют большего угла, который равен соот-ветственно 50° ± 5° и 20 ± 2;
– для сварки в среде защитных газов α = 40° ± 2° и 20° ± 2° при прямолиней-ном скосе одной и двух кромок — в случае криволинейного скоса α = 12° ± 2°.
Детали при стыковом соединении должны иметь, как правило, одинако-вую толщину. Допустимая разность толщины при сварке составляет не более 1, 2, 3 и 4 мм при толщине деталей соответственно до 4, 20, 30 и более мм. Если разность толщины больше, то на детали с большей толщиной делают скос под углом 15° с одной или двух сторон (Рис. 5, л).
При угловом соединении допускается не делать скос кромок а формиро-вание шва производить за счет смещения деталей на величину h (Рис. 5, и, к). Смещение может быть менее 0,5 s или более 0,5 s при толщине деталей до 6 и 30 мм соответственно.
Выбор типа соединения и способа подготовки кромок зависит от условий его работы, толщины соединяемых деталей, конфигурации изделия и условий сварки. Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, осо-
бенно криволинейные, наиболее трудоёмки, но позволяют сократить массу наплавляемого металла и время сварки.
Зазоры между соединяемыми деталями обычно невелики, в противном случае возможны вытекание расплавленного металла и прожог кромок. Это об-стоятельство особенно может проявиться при автоматической сварке.
Для защиты обратной стороны шва от вытекания металла могут быть ис-пользованы ниже перечисленные приёмы:
– Замок,т.е.перекрытие одной детали другой(Рис.5, з).Перекрытие де-талей b2 составляет 3 . 20 мм, а зазор в замке z = 0 +0,5 . Способ эффективный, но
– Остающаяся стальная подкладка (Рис.5, ж),толщина которой t1 до-
стигает 0,5 толщины детали, но не менее 3 мм, ширина b1 = 10 . 30 мм, а зазор между подкладкой и деталями z не должен быть более 0,5 . 1 мм. Этот способ применяют, в частности, при сварке шаровых резервуаров, сосудов малого диаметра. Такие подкладки соответствуют соединениям С10, С 19 (см. Табл. 1).
– Съёмная технологическая подкладка из меди для стали,из графита длямеди и т. п., которая не приваривается и её удаляют после сварки (С9, С18).
– Предварительная ручная, подварка корня шва (С12,С13,С21, С23,У5,
У10, Т2) является трудоёмкой, её применяют, когда свариваемое изделие не-возможно кантовать или точно собрать перед сваркой.
– Заделка зазора асбестовой набивкой или флюсовой подушкой.
Сварные соединения можно выполнять автоматической, полуавтоматиче-ской или ручной сваркой. Способ сварки выбирают в зависимости от геометри-ческих размеров изделий, свойств материалов, формы сварного шва и серийно-сти производства.
Автоматическая и полуавтоматическая сварка обладает большой произ-водительностью, обеспечивает высокое качество и надёжность соединения, не требует высокой квалификации сварщика, даёт наибольший эффект в серийном и массовом производстве, а также при соединении толстостенныx деталей. Не-достатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямо-линейныe горизонтальные швы или соединять цилиндрические детали типа тел вращения.
Форма сварных швов после сварки видна в табл. 3. Так ширина зоны рас-плавленного металла несколько больше, чем исходный зазор между кромками. По высоте сварной шов больше толщины детали, т. е. имеет место так называе-мое усиление шва. Конструктивные элементы швов также регламентированы перечисленными ранее стандартами.
Усиление шва при необходимости снимают строганием, точением или шлифовальными кругами до требуемой шероховатости поверхности.
188.64.169.166 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Кромки под сварку
Перед переходом к непосредственной сварке конструкций из различных материалов требуется осуществить предварительную подготовку. Перед сваркой следует выполнять определенные процедуры:
- Правка и утонченная резка.
- Предварительная зачистка и небольшой подогрев заготовок.
- Сгибание и обработка кромок деталей.
Благодаря этим нехитрым процедурам, возможно, значительно повысить качество конечного результата. Проблема в небольших остатках лишнего материала либо ржавчины, которые легко спровоцируют появление некачественного брака на изделии или ненужной сварке деталей. Обрабатывать кромки под сварку советуют при каждой предварительной операции.
Снимаются лишние слои с кромок заготовок, а полученное очищенное место в будущем заполняется металлической смесью электрода. Некоторые заготовки перед сваркой не обладают необходимой формой, что требует обязательного изменения – детали выгибаются, шлифуются, иногда даже подрезаются. Все процедуры подготовительного характера прописываются официальными органами стандартизации, что делает их обязательными перед сварочными работами.
Требования обработки
Подготовка кромок под сварку должна соответствовать официальным допустимым стандартам. В процессе обработки допускается применение дополнительного оборудования: напильников, болгарки, шлифовальных машин. Помимо соблюдения элементарных правил работы с используемыми инструментами необходимо следить за техническими параметрами обрабатываемой детали. Поскольку лишние миллиметры материала, неправильные углы загибов либо игнорирование процедуры обработки может сказаться на возможности дальнейшего использования детали.
Обработка кромок под сварку предполагает работу с определенным набором строительного оборудования:
- Металлическая щетка, обеспечивающая полноценную зачистку изделия. Использование щетки допускается при любых размерах деталей, а конечный результат во многом зависит от целеустремленности работника.
- Ацетон – средство для дополнительного обезжиривания. Заготовка обрабатывается ацетоном непосредственно перед сваркой либо выкладыванием флюса на окончания деталей. Это средство позволяет устранить различные образовавшиеся пленки на поверхности деталей.
- Тиски настольные. Благодаря им возможно осуществить сгибание заготовок в любых плоскостях. Они являются дополнительным фиксирующим элементов, который часто применяется для удержания заготовок в неподвижном состоянии.
- Газовая горелка. Это устройство применяется для предварительного прогрева заготовок, что способствует устранению образовавшихся жировых пленок. Подогрев положительно влияет на отсутствие деформаций непосредственно при сварке.
Использование всех инструментов в совокупности позволяет создавать благоприятные условия для последующих сварочных работ.
Подготавливаем идеальные кромки перед сваркой
При соединении практически любых заготовок требуется обязательная подгонка кромок. Эта операция выполняется с целью обеспечения наиболее равномерного и плотного соприкосновения свариваемых деталей, что наделяет конечный шов максимальной прочностью.
Разделка кромок под сварку начинается с определения меньшего размера имеющейся заготовки. Полностью обработав менее крупную деталь необходимо придать оптимальную форму более крупной заготовке. Площадь сечения крупной заготовки должна соответствовать меньшему аналогу. Просчитывается общая геометрия, при которой соединение будет обладать наилучшими конечными характеристиками прочности.
Подготовка идеальных кромок основывается на соблюдении следующих нюансов:
- Обрабатываются углы разделки каждой заготовки.
- Выстраивается подходящая ширина общего зазора.
- При необходимости создается притупление.
- Регулируются длины скосов.
При показателе толщины кромок в 3 мм. Обработкой заготовок можно пренебречь, поскольку технология сварки без труда обеспечит максимальное скрепление деталей. Но при относительно крупных размерах следует проводить обработку кромок на постоянной основе. Металлические конструкции могут провариться недостаточно хорошо либо останутся промежутки непроваренного шва, что в последствии станет причиной разрыва.
Правильно выполненный скос кромок под сварку способствует плавности будущего перехода между заготовками. Подобная подготовительная мелочь существенно снизит возможное напряжение и нагрузку на область соединительного шва.
Прихват металлических конструкций и их оптимальная сборка
Подготовка к дальнейшему свариванию труб заключается не только в создании идеальной рабочей поверхности на каждой заготовке. Необходимо обеспечить правильное функциональное положение трубопровода, поскольку отклонение в несколько градусов даст значительные искажения формы на расстоянии. Поэтому зачистка кромок труб под сварку не является окончательным средством, гарантирующим идеальный результат.
Массивные трубы невозможно сваривать на весу, а иногда частичная фиксация одной трубы не снижает трудности в процессе создания соединительного шва. Идеальным вариантом в подобных ситуациях является прихват места соединения точечной сваркой.
Преимущества от подобного метода фиксации следующие:
- Точечная фиксация осуществляется по плоскости всей трубы, что устраняет возможность съезжания деталей.
- Деформационное скручивание также становится невозможным.
- Полученное соединение не обладает существенной прочностью, но к аккуратной транспортировке оно уже приспособлено.
- Возможность переноса позволяет изменять положения для сварки, так проще выполнить сварочный шов горизонтального направления.
Конечная сборка конструкции должна начинаться с правильного планирования рабочей зоны и устранения мешающих деталей из нее. Каждый участок, где планируется проводить сварку, должен обладать максимальной доступностью. Это позволит создать равномерный шов. Предварительный крепеж заготовок должен осуществляться с максимально доступной жесткостью. Необходимо устранить возможность перекосов и нежелательных изменений положения.
Только в совокупности операций по предварительной подготовке, возможно, создать идеальные предпосылки для сварочных работ.
Подготовка металла перед сваркой для качественного соединения деталей
Сварочные процессы применяются в промышленности, строительстве и бытовых условиях. Операции имеют множество видов. Несмотря на большое количество их разновидностей, всегда перед основными работами выполняют подготовку металла к сварке. Процесс состоит из определенных основных операций:
- правка и гибка металла;
- зачистка деталей;
- разметка металла;
- рубка и нарезка заготовок;
- разделка кромок при подготовке металла под сварку;
- прихватка изделий;
- термообработка.

Операции способствуют существенному улучшению свариваемости и качества итогового сочленения. Процедуры по подготовке металла регулируются ГОСТ 5264-80.
Основные требования
Качественно выполнить соединение удастся только при соблюдении определенных требований:
- Сочленения заготовок выполняют исключительно в местах, к которым обеспечен свободный доступ. Требование актуально, даже если соединения выполняются при использовании дополнительных приспособлений.
- Заготовки закрепляются только жестко, точно и в положении, предусмотренном проектом. Это предотвратит появление деформаций.
- Исключаются изменения положений изделий для предотвращения образования перекосов.
- Любой процесс заранее планируется, чтобы каждая последующая операция осуществлялась без затруднений.
Обязательно также соблюдается техника безопасности при подготовке металла к сварке, так как во время такой работы нередко применяется опасный инструмент, включая болгарку (углошлифовальная электрическая машинка).
В процессе подготовки к сварке необходимо выполнить следующие мероприятия:
- проверить, что электрическая сеть позволяет подключить сварочный аппарат и способна выдержать его нагрузку;
- убедиться, что силовой кабель имеет исправную изоляцию;
- проверить полную исправность всего вспомогательного оборудования, часть из которого является особо опасным (болгарка).
Необходимо также позаботиться о защите глаз от излучения электрической дуги. Для этого используются специальные маски, очки и щитки сварщика. Органы дыхания тоже подлежат защите. Это особенно актуально, если работы осуществляются в закрытых помещениях. Для защиты органов дыхания от вредных газов применяются маски со специальными фильтрами. Необходимо также не забыть про спецодежду, включая, краги, ботинки, огнезащитные куртки, комбинезоны, брюки и другие подобные вещи.

Абсолютно все подготовительные операции, предшествующие свариванию деталей, проводятся в соответствии с техническими условиями, определенными технологией.
Совет! После завершения создания металлической конструкции необходимо у готового изделия проверить швы и размеры, которые обязаны соответствовать расчетным габаритам.
Правка и гибка
Устранение любых неровностей на металле является обязательным процессом при его подготовке к сварке. Требуется ликвидировать на материале все дефекты, включая кривизну. Его правка осуществляется с помощью давления.
Совет! Правку нужно проводить для цветных и черных металлов. Они могут быть горячими и холодными. У прутьев, проволоки, труб, полос, стальных кругов также необходимо устранить дефекты.
Мероприятие осуществляется следующими способами:
- машинным методом при использовании специальных правильных устройств;
- вручную при помощи молотка, наковальни, правильных плит из чугуна или стали.
Гибка металла является еще одним этапом подготовки материала к сварке. Во время мероприятия заготовка изгибается под требуемым углом с необходимым радиусом. В результате она приобретает нужную форму. Процесс проводится при помощи станков или ручным способом. Изгибание деталей осуществляется по шаблонам, образцам или на глаз.
Зачистка заготовок
С металла необходимо удалить любые загрязнения и инородные элементы. К ним относится:
- ржавчина;
- масляные пятна;
- окалины;
- химические пленки;
- влага.
Если пренебречь этим правилам, тогда в металле возникают напряжения, трещины, поры и другой брак. В результате существенно снижается надежность шва.
При зачистке заготовок используются специальные машины или наждачная бумага. Такой способ является механическим методом.
Совет! При необходимости получить шероховатую поверхность нужно провести гидроабразивную обработку.
Зачистка также выполняется химическим способом. Для этого применяются кислотные составы.
Разметка заготовок
В перечень слесарных операций при подготовке металла к сварке входит разметка деталей. При использовании листового материала вычерчивают на его поверхности контуры будущих заготовок. Одновременно с этим отмечаются центры отверстий, выполняются пометки в местах, где будет происходить изгиб заготовок, и так далее. Работы осуществляются с высокой точностью. В противном случае увеличивается риск изготовления бракованной металлоконструкции.
Как только разметочные линии будут нанесены, выполняются углубления с помощью кернера. Это позволяет наметкам не исчезнуть при дальнейшей обработке. Если проводится подготовка деталей из нержавеющей стали, то в этом случае использовать кернер не нужно.
Рубка заготовок
Во время подготовки материала проводится снятие фаски. На производстве для этого используют кромкострогальный станок. Может также применяться газорезательной автомат, гильотина или специальные ножницы. Работы еще выполняют зубилом. Оно может быть обыкновенным ручным или пневматическим.
Рубка металла осуществляется по рискам. Обычно они наносятся в количестве 2 штук. Вместо них могут использоваться параллельные линии. Внешняя черта всегда находится внизу фаски. Внутренняя линия обозначает ее верхнее ребро. Если же риски отсутствуют, тогда рабочий использует линейку.
Совет! Перед рубкой листы нужно тщательно закрепить.
Обработка кромок
Прочный сварной шов можно получить, если выполнить предварительную разделку кромок под сварку в зависимости от толщины металла. Благодаря этому процессу края материала приобретают определенную форму. Во время осуществления работ учитывается:
- угол обработки;
- зазор между 2-мя деталями;
- притупление;
- длина скоса.
Кромки раздеваются под углом, когда толщина листа превышает 3 мм. Если не выполнить скос, увеличивается вероятность непровара. Причем он может возникнуть по всему сечению. Металл также будет перегреваться и пережигаться, когда придется доставать его дальние слои.
При соединении деталей без кромок рекомендуется увеличить сварочный ток. Если же разделка выполнена, тогда процесс осуществляется послойно. Зазор необходим для полноценного провара в месте шва, а скос позволяет получить плавный переход между изделиями, когда детали отличаются толщиной.
Не рекомендуется делать острые кромки. Они влияют на неустойчивость конструкции после сварки. Из-за острых торцов возникают деформации и прожоги. Для уменьшения вероятности появления таких дефектов кромки притупляют. Когда создаются соединения внахлест и встык — осуществляется смещение. В результате сечения у кромок приобретают подходящую форму, соответствующую ГОСТ.
Подготовка торцов материала проводится на современных станках с помощью газокислородного пламени. Еще используется зубило, когда объем работы небольшой. Нержавеющая и цветная сталь обрабатывается при помощи плазменной резки.
Прихватка заготовок
Этот процесс требуется выполнить, чтобы зафиксировать подготовленные детали перед сваркой. В результате они будут находиться в правильном положении после проведенных работ. В большинстве случаев недостаточно заготовки просто рядом положить или закрепить с помощью инструмента. Часто приварка выполняется в начале и в конце создаваемого соединения. Главное условие процедуры — детали не должны смещаться. После выполнения прихватки конструкцию разрешенного перемещать для проведения основного процесса. Без этой процедуры редко создается горизонтальный шов.

Процесс осуществляется током, сила которого на 20% больше, чем амперы, используемые в дальнейшем. Длина прихваток обязана не превышать 20 мм, а их толщина должна быть в 2 раза меньше такого же параметра сварного шва.
Термическая обработка
Металл необходимо обязательно нагревать до основных сварочных работ, если он характеризуется повышенной чувствительностью к перепадам температур. Это мероприятие позволяет избежать деформационных процессов. Работа осуществляется при использовании газовой горелки.
Подогрев стыков особенно часто осуществляется при соединении труб. На необходимость выполнения мероприятия влияет марка стали. Если толщина стенок труб составляет 5-10 мм, тогда работа проводится электродами, имеющими рутиловое покрытие. Температура окружающей атмосферы не должна быть ниже -20 градусов. Когда толщина стенок труб превышает 10 мм, то в этом случае обязательно осуществляется термообработка.
Соблюдая требования к сборке и разделке кромок при подготовке металла к сварке, удается создавать качественные соединения металлических деталей. В соответствии с ГОСТ обязательно нужно выполнять подготовительные работы независимо от используемого сварочного аппарата и условий проведения операции.
Особенности подготовки металла под сварку

Прежде, чем приступить к свариванию металлических изделий, необходимо их подготовить. Непосредственно подготовка металла под сварку состоит из нескольких этапов. Вначале металл подвергается правке, затем осуществляется разметка и резка изделия, его зачистка и подогрев. На заключительной стадии производятся гибка и обработка кромок. Эти процедуры необходимы для того, чтобы добиться качественного соединения элементов конструкции.
Стоит помнить: ржавчина, частички металла, прочие элементы, оставшиеся на поверхности, препятствуют качественной сварке.
Поэтому важна правильная подготовка деталей к сварке, которая позволяет улучшить свариваемость. Количество процедур, которые необходимо выполнить при подготовке деталей под сварку, может различаться в зависимости от конкретной ситуации – степени загрязненности, деформации заготовок, объема работ и прочее. При этом все этапы подготовки регулируются согласно ГОСТ 5264-80.
Правка металла – особенности процесса
Металлические заготовки при транспортировке или по иной причине могут деформироваться. В этом случае возникают сложности с их стыковкой в области сваривания, что приводит к снижению качества сварного шва.
Поэтому подготовительно выполняется правка изделия. В зависимости от размеров заготовок и сложности искривленных участков применяется холодная или горячая правка. Она выполняется вручную или специальными приспособлениями. Плиты из чугуна и стали вручную исправляют молотком или кувалдой. При необходимости создать большее давление применяется ручной пресс. Он представляет собой винтовой аппарат с двумя плитами, между которыми укладывают детали с деформированными участками, и выправляют их под высоким давлением.
Если вручную исправить деформацию невозможно, используются специальные приспособления – в частности, листоплавильные станки или прессы различных типов. Данные устройства работают на электродвигателях, вырабатывающих необходимую для работы мощность, для передачи которой используются редукторы. Таким образом удается увеличить давление на искривленные участки.
Особенности разметки заготовок
 Подготовка деталей под сварку включает в себя такой важный этап, как разметка заготовок. Необходимость его выполнения связана с несовпадением размеров профилей с параметрами деталей, которые будут использованы в конструкции. Поэтому профиль необходимо подрезать. А перед этим – разметить, задав необходимые размеры.
Подготовка деталей под сварку включает в себя такой важный этап, как разметка заготовок. Необходимость его выполнения связана с несовпадением размеров профилей с параметрами деталей, которые будут использованы в конструкции. Поэтому профиль необходимо подрезать. А перед этим – разметить, задав необходимые размеры.
Выделяют несколько способов разметки: ручная, оптическая, мерная резка. При ручной разметке используются простые инструменты для измерений – например, линейка или штангенциркуль. Если размечается небольшая партия однотипных заготовок, применяются изготовленные из алюминия или профилируемых листов шаблоны. Ручной способ отличается трудоемкостью и низкой скоростью выполнения работы.
При оптическом способе нанесения разметки применяются разметно-маркировочные машины. Их преимущество заключается в высокой скорости – до 10 метров в минуту. Чтобы разметить заготовку, необходимо запрограммировать аппарат под установленные параметры. Для нанесения разметки в данных устройствах используется пневматический крен.
Технология мерной резки не предполагает нанесение разметки на профили – в этом случае в специальные машины закладывается программа с указанием конфигурации и размеров заготовок. В результате аппарат сразу режет изделие под заданную форму.
Резка металла
Это один из важнейших этапов, который предполагает подготовку металла под сварку, поскольку иначе не получится добиться нужного размера заготовок. Выделяют механическую и термическую резку. При механической резке используются ручные и механические инструменты.  Процесс термической резки представляет собой плавление металла по предварительно нанесенным отметкам. Этот тип работ также может быть ручным и автоматизированным. Для выполнении операции применяются кислородный резак, дуговая сварка, плазматрон. Также термическая резка осуществляется с применением станков, аппаратов, работающих в полу- или в автоматическом режиме.
Процесс термической резки представляет собой плавление металла по предварительно нанесенным отметкам. Этот тип работ также может быть ручным и автоматизированным. Для выполнении операции применяются кислородный резак, дуговая сварка, плазматрон. Также термическая резка осуществляется с применением станков, аппаратов, работающих в полу- или в автоматическом режиме.
Стоит отметить, что термическая резка – это универсальная технология, которая позволяет разрезать изделия в различных направлениях, как прямолинейно, так и криволинейно.
Этапы подготовки кромок
Зачистка изделия
Сварочные работы необходимо проводить на предварительно подготовленных поверхностях – очищенных от механических загрязнений, и химических пленок. Присутствие даже небольших частичек загрязнений может привести к растрескиванию конструкции, пористости, напряжению в металле. В результате сварное соединение утрачивает свои качественные  характеристики.
характеристики.
Не стоит забывать об оксидной пленке, которая образуется на поверхности металлов при их контакте с воздухом. Она является жаростойкой, препятствует качественной сварке. Удалить ее можно как болгаркой, так и вручную, щеткой из металла.
На производстве детали зачищаются пескоструйными и дробеструйными аппаратами. Также производится химическая чистка – путем погружения изделий на определенное время в ванну с химическими реагентами. Этот тип очистки в основном используется при подготовке деталей из цветных металлов, а черные, стальные заготовки зачищаются вручную.
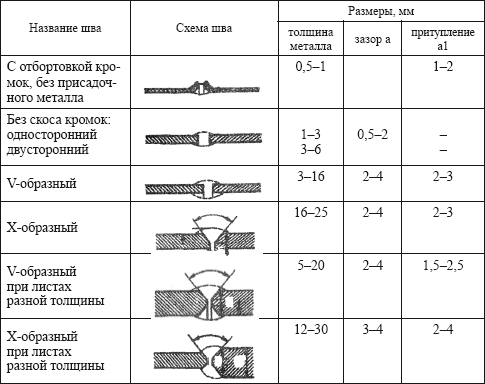
Подготовка кромок под сварку
Кромки заготовок, особенно большой толщины, предварительно необходимо зачистить и придать им нужную геометрическую форму. Выделяют плоские, V-образные и Х-образные кромки. Плоские кромки используются при соединении тонких изделий, вторые два вида – при стыковке толстых заготовок.
Важно: кромки не обрабатываются, если толщина детали не более 3 мм.
 Подготовка кромок под сварку состоит из обработки ширины зазора, угла разделки, регулировки длины откоса. При подготовке кромок под сварку труб различной толщины их обработка особенно актуальна – в противном случае металл не провариться. Поэтому важно подобрать правильный скос, благодаря которому переход между деталями будет плавным. А это снимет напряжение нагрузки во время использования готового изделия.
Подготовка кромок под сварку состоит из обработки ширины зазора, угла разделки, регулировки длины откоса. При подготовке кромок под сварку труб различной толщины их обработка особенно актуальна – в противном случае металл не провариться. Поэтому важно подобрать правильный скос, благодаря которому переход между деталями будет плавным. А это снимет напряжение нагрузки во время использования готового изделия.
Для подрезки кромок при подготовке труб к сварке холодным способом используются станки или ручные инструменты. Термический способ предполагает использование горелок – ручных или автоматических.
Холодная подготовка металла к сварке считается более качественной. В этом случае в разы повышается точность сборки конечного изделия. А после термической обработки фаски зачастую нужно довести до правильных размеров и формы, особенно когда осуществляется подготовка труб под сварку.
Сборка изделий под сварку
 Сборка под сварку – это заключительный этап подготовки. В этом случае отдельные детали фиксируются, чтобы они после сварки остались в нужном положении. Зачастую недостаточно просто расположить их рядом или зафиксировать специальным устройством – необходимо выполнить точечную приварку двух деталей. Это обеспечивает надежность конструкции и сохраняет ее форму. Такую заготовку можно расположить так, чтобы было удобно сделать горизонтальный шов.
Сборка под сварку – это заключительный этап подготовки. В этом случае отдельные детали фиксируются, чтобы они после сварки остались в нужном положении. Зачастую недостаточно просто расположить их рядом или зафиксировать специальным устройством – необходимо выполнить точечную приварку двух деталей. Это обеспечивает надежность конструкции и сохраняет ее форму. Такую заготовку можно расположить так, чтобы было удобно сделать горизонтальный шов.
К сборке изделий предъявляются следующие требования:
Сборка осуществляется после того, как полностью завершена подготовка поверхности металла под сварку. К местам соединения деталей нужно обеспечить свободный доступ. Все заготовки должны быть надежно скреплены, чтобы избежать деформации при сварке.
Особенности подготовки труб к сварке
Подготовка труб к сварке требует ответственного отношения. Так, трубы, изготовленные из низколегированной и углеродистой стали обрабатываются только вручную холодным способом. Марка стали влияет на глубину снятия металла. При подготовке труб к сварке нужно обязательно проверять толщину стенок: по всей окружности торцов в месте соединения она должна быть одинаковой. А сами торцы – перпендикулярными.
После того, как изделия подготовлены, можно переходить к сварочным работам. Для этого может использоваться полуавтоматический инвертор. И подготовка к работе сварочного полуавтомата – не менее важный аспект работы. Необходимо выставить силу тока, скорость подачи сварочной проволоки, расход защитного газа.
Таким образом, подготовка металла под сварку – один из важнейших этапов работы. Времени она занимает много, однако при соблюдении всех правил гарантирует высокое качество конечного результата.
Подробнее с подготовкой металла можно ознакомиться на видео:
Разделка кромок под сварку: назначение и порядок выполнения
Надежность сварного шва зависит от глубины провара металла. При монтаже деталей толще 3 мм предусмотрено предварительное оформление краев – разделка под сварку. Когда кромки скошенные, формируется глубокая ванна расплава, образуется надежный диффузный слой. Процесс подготовки металла перед свариванием оговаривается в стандартах. Все они перечислены в одном из разделов статьи.
Назначение разделки кромок под сварку
Правильно сформированная ванна – залог прочного соединения сварных деталей, образуется глубокий однородный слой, после кристаллизации в диффузном слое не возникает внутренних напряжений.
Процессом разделки кромок под сварку подразумевают изменение геометрии стыка, его увеличивают с одной или двух сторон. Разделку выполняют с целью упрочнения соединения толстых деталей, проварить встык на всю глубину невозможно. Появляется доступ к центральной части шва, увеличивается размер ванны расплава.
При правильной подготовке деталей снижается риск брака, не образуются пустоты, раковины, несплошности в месте шва.
Подготовка заготовок под разделку
Торцевые поверхности зачищают, убирают:
- загрязнения, снижающие качество соединений;
- оксидную тугоплавкую пленку;
- следы ржавчины;
- пятна маслянистых жидкостей, они приводят к браку.
С металла снимают слой до 2 мм.
Зачистка бывает двух видов:
- механическая заключается в обработке стальными щетками, наждачной бумагой, напильниками, абразивным инструментом (работы производят вручную или используя специальный инструмент);
- химическая проводится для растворения загрязнений и оксидной пленки, применяют органические растворители, кислоты.
Второй этап подготовки металла – разделочные операции, обеспечивающие доступ ко всей области стыка.
Подготовка заготовок под разделку кромок обязательна!
Виды предварительных операций:
- ручная правка, необходима для соединения плит, проводится молотком;
- механическая заключается в прокатке на правильных вальцах, устраняются складки, коробления, неровности;
- разметка проводится при ремонтных работах, криволинейных швах, когда нужно сверлить отверстия для крепежа;
- термическая подготовка, некоторые металлы предварительно прогревают для увеличения пластичности, упорядочивания внутренней структуры металла, снятия остаточных напряжений.
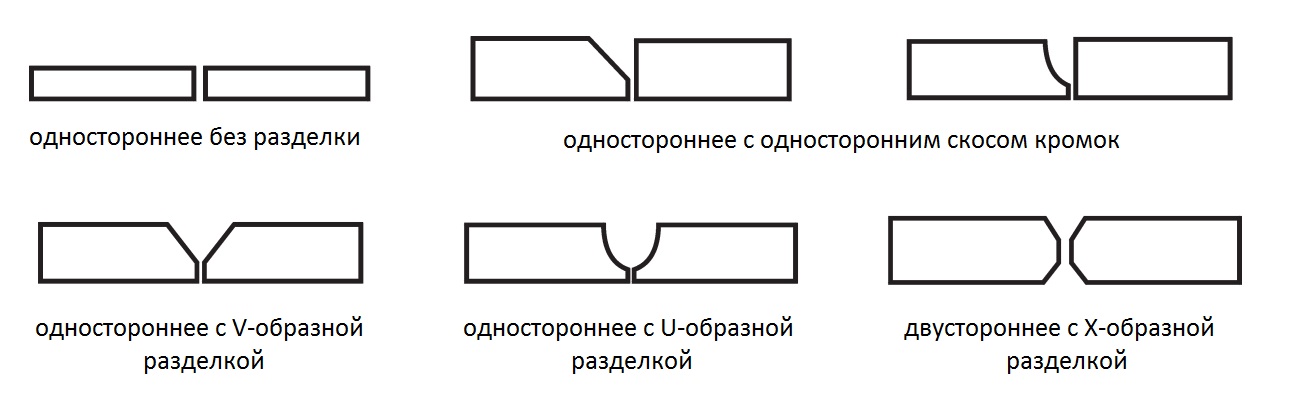
Подготовка кромок бывает трех видов:
- без разделки, поверхности хорошо зачищают, укладывают на определенном расстоянии;
- с разделкой, снимают фаски с одной или двух сторон, с одной детали или обеих, или делают угловой скос граней;
- с отбортовкой – сглаживают острые края.
Формы скосов кромок
Стоит рассмотреть различные виды оформления торцов, зависит от толщины заготовки, физических свойств металла, способа сварки.
V-образная

Самая популярная разделка, практикуется для всех видов сварки, пластин толще 3–5 мм. Заключается в симметричном скосе краев у одной и другой заготовки. Используются все существующие виды обработки.
X-образная

Такая разделка толстых пластин проводится при двухстороннем соединии. По сути – это два встречных V-образных соединения, металл проваривается на всю глубину. Образуется шов, способный работать под нагрузкой. Шов наплавляется слоями, валики образуются широкими. Рекомендованный угол скоса – 45 или 60° в зависимости от физических свойств заготовок. Для вязких нужен большой скос, текучие варят с наименьшим углом скоса.
Х- и К-образные скосы делают на заготовках толщиной от 12 до 40 мм. При ручной сварке стальных заготовок плавящимися электродами скашивают кромки свыше 5 мм, при односторонней или симметричной разделке совокупный угол должен быть не менее 60°, но не более 80°. Наклон влияет на прочность шва.
U-образная

Края разделывают с одной или двух сторон. Сделать углубление правильной формы новинкам бывает сложно, для этого требуется практика. Особенностью такой разделки заготовок толщиной от 20 до 60 мм считают экономию расходных материалов, быстрый провар. При U-образном оформлении скоса образуется ровный шовный валик, зона термического влияния меньше, чем при V-образной разделке.
K-образная

Этот способ оформления краев толстостенных деталей схож с Х-образной разделкой. К-образная предусматривает скос кромок только одной из заготовок, метод применяется при двухсторонней сварке. Нужно учитывать, что деталь со скошенными гранями прогревается сильнее.
Односторонняя применяется для стыковых и угловых швов (V или U), двухсторонняя при стыковой, когда заготовки проваривают снизу и сверху (K или X). Угол скоса кромок под сварку зависит от вида сварочного оборудования:
- для газовой рекомендуемый угол наклона в пределах 45°;
- электродуговой – 30-35°.
Притупление краев делается на высоту от 1 до 3 мм.
Способы обработки кромок
Обработку кромок под сварку проводят разными способами:
- вручную, используют зубило, напильник или наждачку;
- с использованием механизации: а) вращающиеся вокруг оси заготовки обтачивают на карусельном, расточном или токарном станке; б) для остальных деталей используют фрезерование, шлифовальный инструмент, строгальные станки, дробеструйное и пескоструйное оборудование; в) криволинейные края под сварку делают на специальных фрезеровальных станках или универсальных центрах;
- термическим способами: а) газовым резаком (газовая завершается ручной доводкой); б) плазмотроном, (плазменная обрезка кромок самая точная).
Методы подготовки деталей зависят от толщины металла, типа соединения, регламентированы системой ГОСТ:
- 5264-80 – для ручной обычной сварки, 11534-75 – специально для острых углов;
- 14771-82 – электродуговой с использованием защитных газов;
- 8713-82 – полуавтоматической и автоматической с применением флюсов;
- 1533-75 – автоматической;
- 16098-80 – для сварки двухслойных заготовок;
- 16037-80 – частей трубопроводов и труб;
- 14806-80 – алюминия и алюминиевых сплавов в защитной среде.
Для электродуговой сварки применяется ручная, механическая, термическая обработка кромок. Лазерная требует тщательной очистки металла, края будущих швов после разделки дополнительно протравливают, затем промывают, просушивают.
Еще один важный нюанс: на скосах не должно быть острых краев, они могут стать причиной прожженных деталей или непроваренных швов. Острые края обязательно скругляют.
Разделка кромок под сварку труб
Вид подготовки краев зависит от расположения свариваемых деталей, типа сварного соединения. Трубы соединяют:
- стыковкой с соблюдением соосности;
- под определенным углом;
- внахлест, если меняется диаметр трубопровода или приваривается фланец.
При монтаже трубы соединяют между собой и арматурными элементами – важными частями трубопроводов (врезают заглушки, отводы, фитинги, уголки, краны, приборы учета и др.).
В стандарте регламентирована механическая и химическая подготовка поверхности, подготовка краев толстостенных заготовок.
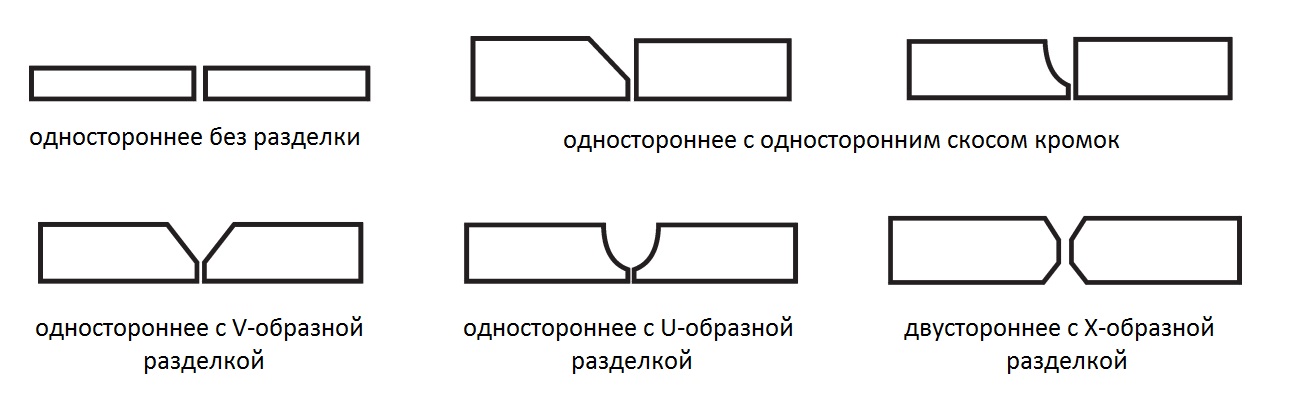
Отводы приваривают встык со скосом одной или двух кромок с наклоном 45° к оси трубы. Угловые швы варят без снятия фаски. Отводной штуцер присоединяют внахлест или угловым швом, предусмотрена односторонняя подготовка кромок. При сварке труб угол раскрытия 60 –70°, размер притупления 2–2,5 мм, величина зазора 2–3 мм.
Зная особенности подготовки кромок, можно получать надежные стыковые, угловые соединения, сваривать металл внахлест. При правильной подготовке деталей снижается риск брака, не образуются пустоты, раковины, несплошности в месте шва. Особенно важно правильно подготовить заготовки из сильно текучих и слишком вязких металлов.
Для чего выполняется разделка кромок при сварке?
Разделка кромок металла под сварку — обработка свариваемых кромок, придание им надлежащих параметров. Данная процедура осуществляется со следующими целями: обеспечение доступа к корню шва сварочного оборудования, проварка соединяемых деталей по всей толщине материала.
Кромки по форме разделки могут отличаться:
- соединения сварные без разделки краев деталей;
- соединения элементов с разделкой, отбортовкой.
Разделка кромки может быть:
- с односторонним скосом, который может выполняться для одной или обоих краев;
- с двусторонним скосом, выполняемым аналогично для одной, обеих кромок.
Выбирая вариант разделки, рекомендуется брать в учет то, что самым экономным считается соединение сварное без выполнения скоса кромки. Если же предварительная обработка краев изделия все-таки производится, то наиболее простой считается разделка с прямым скосом К, V, Х-образная, чем U-образная. Если сравнивать с односторонней разделкой, то двусторонняя К, Х-образная разделка считается более технологичной, но осуществить такую обработку возможно только в случае наличия доступности сварочным устройством к обоим краям свариваемого металла.
Предварительная подготовка для сварки металлической поверхности
В процессе предварительной подготовки свариваемых металлических элементов производятся следующие мероприятия:
- правка, разметка материала;
- резка металла;
- подготовка к соединению кромок изделия;
- гибка металла горячим, холодным способом.
Подготовка металла может производиться ручным, механическим способами:
- ручная обработка осуществляется на специализированных правильных плитах, выполненных из чугуна, стали. При этом используется винтовой ручной пресс, правка выполняется ударами кувалды;
- механическая правка выполняется на листоправильных вальцах;
- правка угловой стали осуществляется на правильном прессе;
- обработка швеллеров, двутавровых элементов производится на ручных, механических правильных вальцах;
- разметка материала определяет будущую фигуру изделия;
- резка механическая металлических листов может быть прямолинейной, криволинейной. Для этого предназначены специальные ножницы роликовые, оборудованные ножами дискового типа;
- резка заготовок из углеродистых сталей осуществляется дуговой плазменной или газокислородной резками, механическим или ручным способом;
- резка заготовок из легированных сталей производится дуговой плазменной или флюсовой газовой резкой.
Присутствие на поверхности свариваемых деталей любых загрязнений способствует формированию в швах пор и шлаковых отложений, которые значительно ухудшают качество, прочность соединения.
Предварительная подготовка деталей
Предварительная разделка кромок под сварку соединяемых элементов осуществляется для обеспечения максимальной проварки основного металла. Для изделий толщиной свыше 5 мм делается скос свариваемых краев. Угол разделки кромок может составлять от 70 до 90 градусов.
Способы выполнения скосов краев металла
- Выполнение скоса пневматическим, ручным зубилом. Это наиболее грубая с низкой производительностью методика, в результате которой края получаются недостаточно ровные.
- Обработка на специализированном оборудовании: фрезерные, кромкострогальные станки. В данном случае скосы получаются более чистыми, ровными.
- Самый экономичный вариант получения скоса — это ручная, механизированная кислородная резка, после которой обязательно нужно убрать шлаковые отложения при помощи металлической щетки или зубила.
Важно не забывать про очистку кромок, чтобы не допустить наличия неметаллических компонентов в сварочном шве и некачественного провара.
В процессе сборки элементов конструкции под сварку обязательно нужно контролировать правильное расположение соединяемых кромок по отношению друг к другу, то есть исключить возможные перекосы, выдержать необходимые зазоры и прочее.