

Чем измеряют катет сварочного шва
Что такое катет шва при сварке и какие критерии его контроля?

Сварочные соединения характеризуются несколькими параметрами. К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
Для прямоугольного соединения одним из главных показателей является катет сварного шва. Этот критерий определяет прочностные характеристики соединения, площадь нагрева деталей при варке и т.д.
Виды швов в процессе сварки
Место стыковки частей металлических деталей называется сварочным швом. Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.

Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.

Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
При сварке металлических конструкций, не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
Оценить контакт на глаз очень просто. Обычно он соответствует толщине металла. Так, для сварки изделий толщиной 7 мм, катет также должен равняться 7 мм. Можно провести и более точные расчеты, воспользовавшись соответствующей формулой.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
Выбор катета
Данный параметр напрямую определяет надежность изготовленных деталей. Это объясняется площадью их соединения и наливочного материала. Если все сделано правильно, тогда нагрузка на конструкцию распределится равномерно по всей площади контакта. Такое изделие может выдерживать сильные удары и т.д.
В то же время большой шов не всегда является показателем высокой надежности. В данном вопросе необходимы тонкие расчеты нагрузок. Нельзя допускать перенапряжения металла, иначе деталь может попросту согнуться, и ее нельзя будет использовать.
В связи с вышесказанным, сварочный стык необходимо выбирать в соответствии с поставленными задачами и свариваемыми материалами. От этого будет зависеть результат работы.

Чтобы правильно выбрать катет в той или иной ситуации, необходимо понимать, какими свойствами он должен обладать. В первую очередь необходимо обратить внимание на его форму. Он должен быть однородным и равномерным. В данном случае достаточно даже визуального контроля.
Высота шва должна быть одинаковой вдоль всей площади контакта. Его ширина также должна быть одинаковой. Это позволит нагрузкам на конструкцию из металла распространяться равномерно вдоль всего соединения.
Важным параметром является его однородность. Обычно материалы с разным составом свариваются плохо. Чтобы получить высококачественную сварку необходимо правильно выбирать электроды.
Контакт должен иметь правильное геометрическое расположение и максимально охватывать скрепляемые изделия.
Не менее значимым параметром является глубина провара. Заготовки должны контактировать по всей возможной площади, иначе они не смогут выдерживать значительные нагрузки.
Шов рассчитывается в зависимости от типа свариваемых деталей. Для правильного выбора необходимо учесть все параметры материалов: размеры, ширину и т.д. Стойкостные характеристики соединения зависят от его толщины и длины.
Именно длина является главным критерием расчета и выбора шва, так как от нее зависит прочность. При достаточно большом значении длины может наблюдаться расход материалов изделия и их деформация.
Правильное использование шаблонов позволит избежать появления дефектов, характерных сварке. В большинстве случаев достаточно использования универсального шаблона, чтобы получить качественную и надежную конструкцию из металла.
Как измерить катет шва?
Для контроля выполненных работ необходимо точно произвести измерения. Это позволит определить, не были ли допущены ошибки при расчете, и оценить качество изделия.
Искомый размер стыков измеряется в соответствии с геометрическими формулами. Для этого достаточно рассчитать катет максимального равностороннего треугольника, вписанного в сечение контакта между деталями.
В зависимости от ситуации расчет выполняется по-разному. Например, если сварка была сделана нахлестом листов, толщиной до 4 мм, то катет стараются делать той же толщины. В других случаях его размер должен составлять 40% от толщины.
Катет сварного шва является важной характеристикой, определяющей важнейшие параметры полученного изделия. Долговечность, качество и надежность сварки напрямую зависит от данного критерия.
Изготовить соединение в соответствии со всеми нормами можно с помощью готовых шаблонов. Они значительно упростят сварку, исключив необходимость в дополнительных расчетах.
Во многих случаях достаточно ориентироваться на правило, согласно которому катет соединения должен равняться толщине свариваемых материалов. Однако это относится к конструкциям, не требующим высокой надежности.
Как рассчитать и измерить катет сварного шва
В промышленности и на производстве большинство металлоконструкций образуются в результате сварочных соединений. В строительной сфере, машиностроении и автомобилестроении эти соединения постоянно испытывают огромные нагрузки. Получить высокое качество сварного соединения можно только при грамотном расчете его параметров. Технология сварочного процесса достаточно сложная, она наполнена рядом математических формул, отражающих способы расчета параметров. Сегодня задача мастера максимально упрощена, так как существуют специальные программы, представляющие собой готовые калькуляторы для вычислений. Помимо этого, разработаны таблицы расчетных величин, соответствующих тому или иному типу соединения, материалу конструкции, его геометрии.

Одним из вычисляемых параметров является катет сварного шва. И если одни величины можно усреднить, другие взять в готовом виде из таблиц, то катет придется рассчитывать самостоятельно. Вот почему возникает много вопросов о сущности этого параметра. Точное определение мы дадим позднее, так как сначала необходимо затронуть ряд сопутствующих вопросов. Отметим только, что данный параметр напрямую определяет прочность сварного шва.
Не вдаваясь в подробности, мы склонны полагать, что рассчитывать геометрию шва не нужно, так как максимальные значения всех параметров сыграют на улучшение прочности. Такое утверждение является неверным, так как, к примеру, чрезмерно широкий шов может привести к перенапряжениям в металле или к его деформации, что существенно ухудшит технологические параметры соединения.
Сварные соединения
На сегодняшний день разработано и освоено более 150 способов соединения деталей с помощью электросварки. Но на этом технология не останавливается, и постоянно внедряются различные инновационные методы. Практически все внимание акцентировано на сварочном шве, как области стыка двух металлов, образованной при их кристаллизации. В зависимости от взаимной ориентации элементов конструкции друг относительно друга различают несколько видов сварных швов. В самой тривиальной классификации их разделяют на угловые и стыковые.

- Угловые стыки образуются при тавровых соединениях, крестовых или непосредственно угловых. Подобные швы формируются после односторонней или двусторонней разделки кромок. Метод разделки зависит от габаритов конструкции. Такие стыки могут подразделяться на непрерывные и прерывистые, в зависимости от вида продольного сечения.
- Стыковое соединение подразумевает сварку двух изделий, прилегающих друг к другу торцами. Шов внахлест является частным случаем стыкового соединения. Кромки деталей могут иметь скос или оставаться прямыми. Чаще всего встречаются горизонтальные швы. При толщине деталей, не превышающей 8 мм, разделку кромок не производят.
Геометрические параметры
Для того, чтобы заводить речь о расчете параметров, необходимо четко знать их определения. К сожалению, сухие научные фразы не всегда дают то представление, которое желает видеть, к примеру, начинающий мастер. Ярким примером одного их таких терминов является катет сварного шва.
Согласно определению, катетом шва называют сторону (катет) наибольшего равнобедренного треугольника, который можно вписать в поперечное сечение.
Вышеприведенное определение настолько переполнено математическими терминами, что даже при желании трудно понять, что же это за величина. Обратимся к иллюстрации.

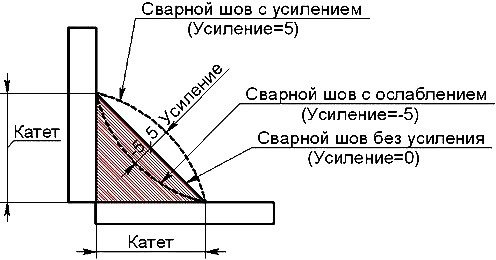
Во-первых, отметим, что говорить о катете можно только при наличии углового соединения. Во-вторых, в нашем понятии катет является стороной прямоугольного треугольника. Здесь фиолетовым цветом выделен прямоугольный треугольник, который равнобедренным должен являться теоретически, согласно требованиям к сварным швам.
На практике же этот треугольник не всегда имеет равные катеты, что, конечно же, указывает на дефект. Вот почему данный параметр необходимо рассчитывать и придерживаться полученного значения.
Под поперечным сечением подразумевается сечение детали плоскостью, перпендикулярной шву. Из рисунка также становится понятен смысл слова «наибольшего» в определении. Но что делать, если соединение проводится не под прямым углом. В этом случае тоже заводится речь о некоем катете, хотя в его расчет вносится погрешность, и она тем более, чем больше угол отличается от прямого. Теперь дадим более наглядное определение.
Катетом можно назвать расстояние от плоскости одной детали до крайней границы сварного шва на плоскости другой детали.
Один лишь катет шва рассчитывается крайне редко, поэтому приведем пример других важнейших параметров, которые учитываются при проведении сварочных работ.

На рисунке отображены следующие величины:
- S – толщина детали;
- e – ширина сварного шва;
- q – выпуклость шва;
- h – глубина провара (отмеряется от плоскости детали);
- t – толщина сварного шва;
- b – зазор между кромками (его величина зависит от способа разделки кромок);
- k – катет;
- a – толщина шва (при угловом соединении);
- p – высота шва (при угловом соединении).

Расчет
В строгом смысле для определения величины катета шва необходимо учитывать целый ряд факторов. Наиболее значимым из них является толщина заготовки. Даже начинающему мастеру известно, что геометрия сварного шва напрямую зависит от необходимой глубины провара. Эта зависимость несколько усложняется, если приходится соединять две детали разной толщины.
К дополнительным факторам относятся такие, как положение электрода, тип соединения, физические свойства металла. Полный расчет сварного соединения подразумевает использование целого ряда сложных формул. На практике, если на металлоконструкцию не будут действовать сверхвысокие нагрузки, используют упрощенные принципы расчета.
К примеру, при соединении двух деталей одинаковой толщины катет считается равным кромке детали. Если толщина материала различна, то ориентируются на параметры более тонкой заготовки. Еще раз напомним, что ошибки в расчете приводят к нежелательным последствиям. Чрезмерно малый катет ославляет прочность сварного шва, в то время как большой катет может стать причиной внутренних напряжений в металле.

Приведенный метод расчета справедлив для средних показателей толщины материала. Увеличение толщины приводит к нарушению линейной зависимости между указанными параметрами. Достаточно толстые детали свариваются швом с катетом, размер которого составляет 40% от толщины. Как видно из примера, соблюдать такую сложную зависимость проблематично, тем не менее, размер катета – величина, определенная стандартом ГОСТ 5264-80.
В ряде случаев приближенное значение катета дает слишком большую погрешность, поэтому принято пользоваться упрощенной формулой. Они имеет следующий вид:
T=Scos45°, где Т – величина катета, а S – ширина шва. Поскольку мы иллюстрировали геометрические параметры, то в наших обозначениях эта формула будет иметь вид: K=ecos45°. Учитывая то, что косинус угла – есть величина постоянная, приходим к выводу, что и в данном случае катет линейно «привязан» к такому параметру, как ширина сварного шва (но не толщина кромки).
Способы контроля
Контроль сварочных швов – неотъемлемая часть технологического процесса. Прежде всего, соединение необходимо исследовать на устойчивость к разрушающим нагрузкам. Формы контроля могут быть разными. Они зависят от принципов, на которых основываются. К передовым методам относится радиография, рентгенография, облучение гамма-лучами, ультразвуковой и вихретоковый контроль. Сюда же следует добавить магнитное зондирование, а также капиллярный способ исследования швов. Представленные виды контроля требуют наличия дорогостоящей аппаратуры и не всегда могут быть реализованы, особенно в условиях мелкого производства.
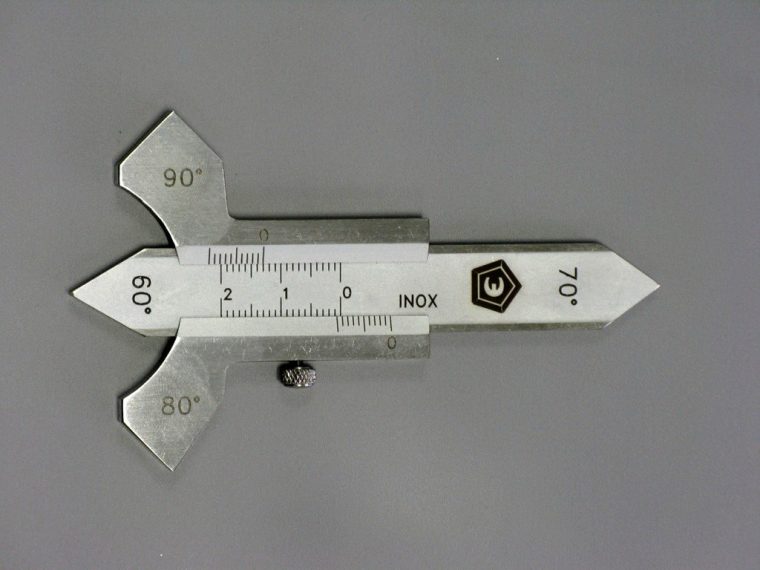
В качестве подручного прибора для измерения катетов может служить готовый шаблон. Если быть точным, то практическое значение имеет не один шаблон, а целый набор.

В самой простой конструкции шаблон представляет собой набор пластин, скрепленных одним концом. На другом конце выполнены прорези, соответствующие форме поперечного среза шва. Мастер поочередно прикладывает шаблоны к заготовке и определяет максимально соответствующий из них. На каждом шаблоне нанесен размер соответствующего катета.
Существует еще несколько приборов, которые по своему принципу действия представляют шаблоны, только способ измерения катетов у них несколько отличается. Шаблон Красовского предназначен для определения зазоров между заготовками. Универсальный шаблон сварщика (УНС-2) – набор пластин с вырезами. По форме выпуклой гипотенузе можно определить длину катетов. Шаблон Маршака-Ушерова позволяет измерить не только катет, но и определить корень шва. Этот прибор считается самым универсальным из всех описанных выше.
Катет сварного шва
Прочность сварных швов определяется не только правильно выбранным режимом сваривания двух металлических заготовок или правильно подобранными расходными материалами, но и точными размерами самого сварочного шва. И если при стыковом виде сварки за основу берется ширина валика, то при угловом катет сварного шва. Что это такое, и почему именно этот параметр влияет на прочностные характеристики соединительного участка.

Что такое катет сварочного шва
Если рассмотреть сварочный шов в разрезе при угловой сварке, то это в идеале должен быть равнобедренный треугольник. Так вот его катет, а это расстояние от конца шва одной детали до плоскости другой. По сути, катет шва и есть катет треугольника, поэтому данный показатель так и назван.
Итак, от значения катета углового соединения зависят прочностные характеристики стыка. Но в этом плане нельзя говорить о том, что чем больше катет, тем прочнее соединение. Потому что большое количество наплавленного металла может привести к сварочным деформациям. Плюс, это всегда большой расход электродов, газа, флюса и присадки, и как следствие повышение себестоимости проводимых сварочных работ.
Поэтому необходимо учитывать геометрию стыка с таким учетом, чтобы в него поместился катет с большими параметрами продольного сечения. Если производится сваривание двух заготовок разной толщины, то катет определяется по детали с меньшей толщиною. Обычно данный параметр сварочного шва определяется и измеряется специальными шаблонами. Сегодня все чаще сварщики пользуются универсальными измерительными инструментами УШС-2. Их называют катеомерами сварщика.

Это несколько тонких пластин, на концах которых есть выемки, определяющие разные размеры катетов. Соединяются пластины кольцом или шарниром. Прикладывая поочередно каждый шаблон к сварочному шву, находится тот, который точно будет прилегать к образовавшемуся валику.
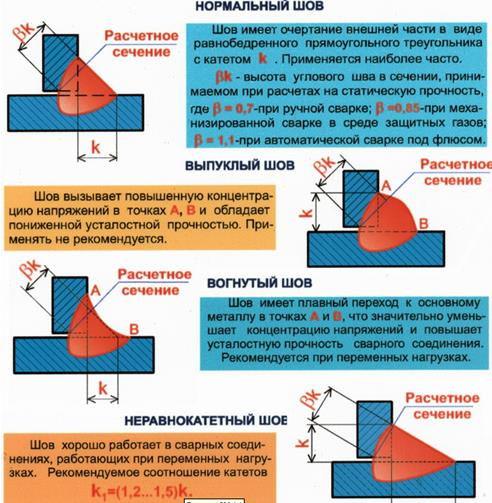
По форме шов должен быть без выпуклостей и вогнутостей. Но так получается редко.
- Обычно сварной шов – это валик с выпуклой поверхностью. Специалисты отмечают, что это не самый лучший вариант, потому что внутри такой формы концентрируются напряжения, плюс увеличивается расход материалов.
- Идеальный же вариант – валик с вогнутой поверхностью, который получить очень сложно. Для этого необходимо правильно настроить параметры сварочного аппарата, а также точно соблюдать определенную одинаковую скорость электрода. А этим владеют только сварщики с большим опытом. Поэтому вогнутую поверхность получают после сварки механической обработкой. Данный вид сварного шва в сборке металлоконструкций не используется.
Что касается размеров катета углового соединения, то, как уже было сказано выше, все зависит от толщины свариваемых деталей. К примеру, если их толщина находится в пределах 4-5 мм, то катет не должен превышать 4 мм. Если толщина больше данного показателя, то и катет не должен быть 5 мм – и это минимальный показатель.
Необходимо отметить, что вогнутость и выпуклость сварного валика во многом зависит от того, каким электродом проводился сварочный процесс. Здесь имеется ввиду химический состав стержня. К примеру, если сварка проводилась электродом, расплавленный металл которого становился вязким и густым, то получается в конечном итоге выпуклая поверхность валика. Если расплавленный металл был жидковатым и растекающимся, то получается вогнутая поверхность.
Что касается режима и скорости проведения сварочного процесса.
- В основе выбранного режима лежат две величины: сила тока и напряжение. Так вот при увеличении силы тока и стабильном напряжении увеличивается глубина проварки, и уменьшается ширина шва. При стабильном токе и изменении напряжения наблюдается снижения параметра глубины проварки и увеличения ширины валика. Понятно, что и катет шва при сварке будет изменяться.
- Если скорость перемещения электрода вдоль сварочного стыка не превышает 50 м/час, то глубина проварки стыка увеличивается, а его ширина уменьшается.
- Все происходит наоборот, если скорость начинает увеличиваться и превышает обозначенное значение. В любом случае, не только уменьшается катет шва, но и снижаются характеристики металла внутри зазора между заготовками, потому что нагрев ванны производится незначительный.
Расчет катета шва
Так как в сечении сварной шов – это прямоугольный равнобедренный треугольник, то размер его катета рассчитать несложно. Для этого можно воспользоваться тригонометрической формулой: T = S cos 45º, где
- Т – это величина катета шва;
- S – это ширина валика или гипотенуза треугольника.
Чтобы узнать размер катета, необходимо в первую очередь замерить ширину сварного шва. Сделать это несложно. При этом cos 45° равно 0,7. Подставляя все значения в формулу, можно с большой точностью определить размер катета сварного шва.
К примеру, если ширина валика равна 3 мм, то его катет будет равен: 3х0,7=2,1 мм. А так как существуют определенные стандарты, которые гарантируют качество конечного результата в зависимости от ширины сварочного валика, то можно установить стандартные значения и самого катета. Так при сваривании двух заготовок толщиною 12-19 мм, оптимальное значение ширины шва находится в пределах около 6 мм, а значит, стандартный размер катета будет равен 4,2 мм или выбирается диапазон 4-5 мм.
То есть, сварив две заготовки данной толщины, можно измерить катет шва, выбрав катетомер определенного размера. Если он не совпадает, значит, сварка была проведена неправильно, и гарантировать ее высокое качество нельзя.
Выводы
Давая определение катету сварного шва, необходимо понимать, что данный показатель относится к категории качественных. От него во многом зависит прочность и надежность свариваемой конструкции, поэтому при создании схемы сварки на больших производствах обязательно данный параметр оговаривается. И если в неответственных конструкциях к нему отношение «прохладное», то для тех соединений, которые будут подвергаться большим нагрузкам, данному значению отводится важная роль.
В сложных сварочных технологиях катет выбирается индивидуально для каждого стыка. Но, в сущности, для него используют стандартные общие принципы выбора. А это, как уже было сказано выше, толщина соединяемых металлов, их химический состав, режим сварки, тип электрода или присадочной проволоки.
Катет сварочного шва: как и чем померить
Геометрические параметры сварного шва наряду с правильно подобранными режимом и оказывают существенное влияние на прочность, а также на долговечность. В случае соединения двух деталей встык основной геометрической характеристикой служит ширина шовного валика. В случае угловой сварки его место занимает катет.

Что такое катет сварочного шва
Поперечное сечение углового шовного валика представляет собой равнобедренный прямоугольный треугольник. Гипотенуза идет вдоль поверхности шовного материала, а катеты — от краев сварочного соединения к вершине угла.
Зависимость прочности от величины катета не является линейной. При слишком маленьком значении прочность будет недостаточной из-за малой площади сечения, при слишком большой длине чрезмерный объем наплавки может вызывать деформации металла заготовки. Кроме того, завышенная величина приводит к повышенному расходу сварочных материалов и электроэнергии. Кроме того, растет удельная стоимость сварочных работ.
В ходе конструкторско-технологической подготовки производства выбирают оптимальное значение этого параметра. Если соединяются детали различной толщины, катет шва выбирают по более тонкой детали.

Размеры сварочного шва
После проведения сварочных работ необходимо проверить, насколько размеры реального соединения соответствуют проектным. Для этого применяют специальные наборы шаблонов — катетометры.
Геометрия сварочного шва
Геометрия стыкового соединения полностью описывается следующим набором параметров:
- ширина;
- толщина;
- зазор между заготовками;
- заглубление зоны проварки;
- возвышение области наплавки над плоскостью заготовок.
При сварке под углом применяется модифицированный набор параметров:
- катет сварного шва;
- толщина зоны наплавки, равная сумме расчетной высоты и возвышения;
- возвышение зоны наплавки;
- расчетная высота.

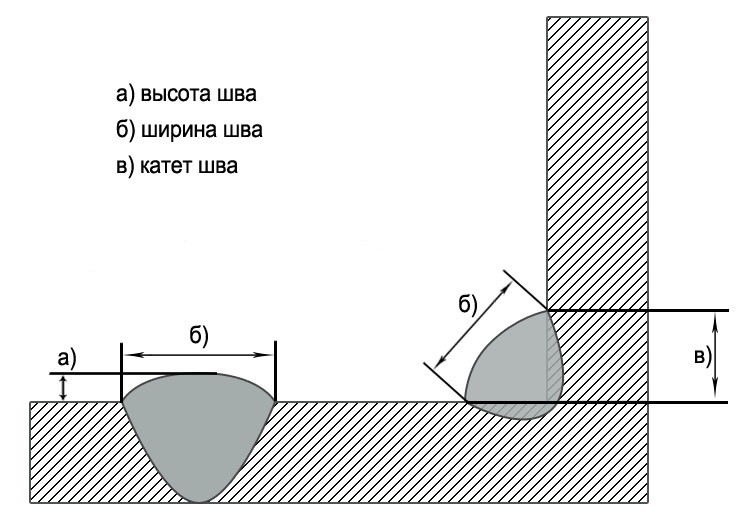
Геометрические параметры сварочного шва
Расчетная высота — длина отрезка, восставленного перпендикулярно к гипотенузе валика из точки максимальной проплавки.
Свойства
Получив представление о геометрических параметрах, можно разбираться со свойствами сварного соединения. Основные свойства — это:
- однородность наплавки сварного валика ;
- равномерность наплавки;
- глубина проварки.
Под равномерностью понимают постоянство геометрических параметров вдоль шовной линии, прежде всего:
- высоты шовного материала;
- его ширины.
Если в каком-либо месте ширина окажется меньше проектной, то там в ходе эксплуатации изделия под внешней нагрузкой будут концентрироваться механические напряжения. В этой точке наиболее вероятно разрушение конструкции.
Однородность – это отсутствие дефектов сварки, таких, как пористость или неоднородность шовного материала.

Однородный сварной шов
Соблюдение глубины проварки проектной, ее постоянство обеспечивает заданную площадь сплавления заготовок, что гарантирует способность конструкции выдерживать большие нагрузки.
Выбор катета сварного шва
Определение длины катета шва при сварке выполняется под каждое конкретное изделие. Необходимо учитывать:
- толщину свариваемых заготовок;
- их материал;
- одностороннее соединение или двухстороннее(со скольких сторон будет проварен угол);
- характеристики электродов или проволоки.
Длина должна быть достаточной для обеспечения заданной прочности сварки. Завышать длину также недопустимо.
Завышение приводит к повышенному расходованию материалов, завышению трудоемкости, а также перетяжеляет конструкцию. Для облегчения выбора длины на основе практического опыта, а также научных исследований разработаны типовые шаблоны для каждого вида сварного соединения.
Как измерить
Для проверки качества выполненных работ необходимо промерить его основные параметры. Измерения проводят при помощи наборов специально калиброванных пластин — катетометров. Их поочередно прикладывают перпендикулярно линии шовного материала, пока не добьются полного прилегания.

Если катетометра нет под рукой, то измерения можно произвести с помощью штангенциркуля и угольника. Угольник прикладывают к одной из деталей так, чтобы его вершина упиралась в вершину сварочного валика. Щуп штангенциркуля опускают из-за угольника к другой вершине валика. Вылет щупа будет равен искомой длине.
Точность таких измерений будет несколько ниже, а времени на проверку сварного соединения, особенно длинного, уйдет значительно больше.
Зачем нужен расчет
Казалось бы, зачем вообще возиться с расчетом и измерением катета сварочного шва? Наплавить побольше металла — сварка будет стоять века. Такой подход имеет право на существование разве что при сварке каркаса забора вокруг дачного участка. При слишком большой высоте наплавки может получиться обратный эффект:
- При превышении толщины наплавки неоправданно расширяется зона нагрева и объем расплавленного металла. Возможно искривление деталей.
- Повышенный расход сварных материалов и превышение плановой трудоемкости сделают сварные работы экономически неэффективными, особенно при выпуске крупных серий изделий.
- При сварке деталей разной толщины длину выбирают по тонкой детали во избежание ее деформации.
Занижение длины, слишком узкий валик не обеспечит достаточной надежности сварки. Поэтому расчет крайне важен для создания долговечных и экономичных соединений.
Как сделать расчет
На практике используются приближенные правила расчета. По ним за значение параметра берут толщину более тонкой заготовки.
Точный расчет выполняется по формуле:
- где Т — катет углового шва;
- S- ширина валика между деталями;
- α — величина угла между плоскостью детали и гипотенузой сечения валика.
В большинстве случаев угол принимают равным 45°, его косинус равен 0,7.
и формула упрощается:
После проведения работ обязательно следует проверить размеры реального шовного материала на соответствие расчетным. Определение катета сварного шва проводят катетометром или штангенциркулем.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Что такое расчет катета сварного шва
Критерии качества шва при [сварке металлических деталей] разнообразны — на прочность и долговечность соединения влияет сразу несколько параметров. Сваривание угловых конструкций (угловое соединение) требует правильного размера узла соприкосновения и наплыва металла — расчета катета сварного шва по формуле. Каковы требования и критерии, мы расскажем в этой статье.
Качество сварочного шва и определение катета
При сборке металлоконструкции соединение деталей сваркой рассматривается как одна из наиболее надежных технологий. Надежность и прочность шва зависит от распределения усилий по металлу, а это в свою очередь определяется геометрическими параметра зоны соединения. Главная особенность технологии состоит в том, что место стыковки заливается металлом, а в процессе его остывания сварочная ванна приобретает единую структуру. Целостность и соединения в дальнейшем зависит от способности этой структуры противостоять нагрузкам.
Особенности стыкового и углового соединения заготовок
Основные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности. Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.
Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.
При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
Зависимость качества сварки от параметров настройки аппарата
[Дуговая сварка] выполняется с определенными значениями тока и напряжения, что в итоге влияет на глубину провара и качество сплавления металла двух деталей в границах сварочной ванны. Основные приемы, которыми пользуются опытные сварщики для формирования качественного шва:
глубина провара растет при нарастании силы тока при неизменном напряжении — растет температура и глубина прогрева металла;
ширина шва и катета нарастает при росте напряжения и неизменной силе тока, однако при нарушении баланса возможен непровар стыка;
при росте скорости хода электрода снижается глубина проваривания и уменьшается ширина, а при превышении нормативного значения 50 м/ч возможно появление ряда [дефектов сварного шва], связанных с недостаточным прогревом металла;
выпуклая и вогнутая поверхность по катету сварного шва имеют разные прочностные характеристики, при этом первая получается при использовании вязких электродов.
При расчетах принимается во внимание толщина двух заготовок, но максимальные параметры тока и напряжения берутся по тонкой детали во избежание прожога. Максимальная и минимальная длина сварочного шва рассчитывается по приведенной в ГОСТ таблице.
Ошибки при неверном вычислении катета сварного шва
Неопытные сварщики могут допускать ошибки, связанные с неправильным расчетом параметров катета шва при угловом соединении. Излишек металла по линии стыка не придает прочности, он становится причиной повышенного расхода энергии и электродов, приводит к разбрызгиванию металла и возникновению не связанного с поверхностью детали наплыва. Формула расчета катета сварного шва используется для определения его максимального и минимального размера.
Так как шов имеет форму треугольника, то достаточно использовать коэффициент 0,7 для ширины полученного валика. Это касается и сварки встык, когда торцы деталей образуют откос. Но следует учитывать, что при таком соединении угол может составлять от 30 до 60 градусов, и тут могут действовать другие коэффициенты.

Расчет минимального катета при наименьшей толщине деталей для сварки
Пример: для сварки двух листов менее 4 мм толщиной можно взять минимальны катет сварного шва 4 мм при угловом соединении. Если толщина металла превышает 4 мм, то для расчета можно взять 40 % толщины листа (детали) и прибавить еще 2 миллиметра. Занижать значение не стоит — шов получится непрочным. Превышение может привести к возникновению [напряжений и деформаций] в металле, а это снизит прочность и долговечность конструкции.
Все значения параметров можно найти в таблице — это приложение к ГОСТ. Для сварщиков существуют специальные шаблоны-катетометры, позволяющие быстро и точно проверить качество и правильность формы соединения.
Как определить катет сварного шва?
При электродуговой сварке возникает необходимость оценить качество шовного соединения деталей неразрушающими методами. Для этой цели используют дефектомеры, основанные на различных физических принципах. Кроме того, проводится визуальная оценка качества и геометрических параметров, при которой используется понятие катета сварного шва.
В зависимости от ряда условий производится предварительный расчёт катета по соответствующим таблицам, что позволяет закладывать его характеристики в проектную документацию на разных этапах работ. Мы подробно расскажем об этом понятии и его влиянии на прочность соединения заготовок.
Типы сварочных швов
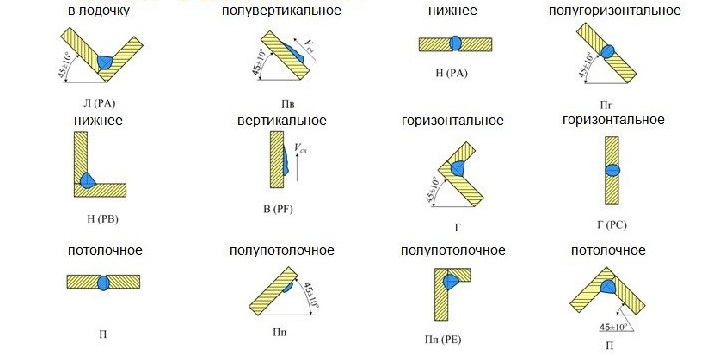
Соединение деталей может происходить разными способами и это целиком зависит от формы заготовок и решаемых задач. Сварщики могут соединять элементы в одной плоскости или же под углом друг к другу внутренним или внешним швом, параметры которого зависят от требований по прочности и толщины заготовок. Также важно учитывать степень обработки кромок и возможное изменение геометрической формы деталей по причине перегрева, связанного с несоблюдением технологического режима. Иногда использование сплошного шва не является экономически оправданным и выбирается прерывистое соединение в шахматном или ином порядке.
Независимо от вида сварки, материала заготовок и количества проходов скорость сварки по нормам и таблицам редко превышает значение 50 м/час. Эта оптимальная величина позволяет достаточно хорошо прогреть заготовки и в то же время не допустить перегрева, ведущего к деформациям составных частей изделия.
По способу соединения деталей различают следующие виды сварных швов, а именно:
- соединение внахлёст, которое производится при относительно небольшой толщине заготовок и делается с двух противоположных сторон;
- стыковое соединение, проводится с обработкой кромок стыка под углом в 45 о при толщине металла более 4 мм;
- торцовый способ, применяемый для соединения двух наложенных друг на друга листов металла;
- угловой шов, как внешний, так и внутренний с обязательной обработкой кромок для наилучшего провара;
- соединение тавровое, при котором детали располагаются под прямым углом с двусторонним привариванием.
Выбор типа соединения зависит от технического задания и требуемой прочности соединения, поэтому необходимо учитывать наличие разнотолщинных заготовок, требующих особого внимания при обработке и стыковке кромок. Необходимо подбирать флюс и присадки, а также материал электродов в точном соответствии со свариваемым материалом, чтобы предотвратить образование пористого и непрочного шва.
Параметры и геометрические характеристики шва
Размеры шва и глубина провара зависит от нескольких факторов, к которым относятся химический состав заготовок и материала электрода, состав присадок и флюса, а также сила тока и скорость сварки. Именно эти обстоятельства определяют свойства и геометрические размеры шовных соединений, определяющих жёсткость и прочность всей конструкции в целом.
Для стыкового соединения характерна выпуклая форма, которая выравнивается в процессе окончательной обработки абразивными материалами. Это производится в том случае, если высота валика не должна превышать определённых показателей по техническому заданию.
При нахлёстном, угловом или тавровом соединении форма шва в разрезе имеет вид прямоугольного треугольника с катетами и выпуклой или вогнутой гипотенузой, причём рекомендуемые размеры этой геометрической фигуры зависят от толщины свариваемых материалов.

Прочность стыка заготовок определяется следующими параметрами шовного соединения:
- корневая часть шва, которая наиболее близка к стыку деталей;
- тело шовного соединения характеризуется одним или несколькими проходами для достижения необходимых габаритов;
- показатель ширины шва, представляющий собой условную гипотенузу прямоугольного треугольника с выпуклой или вогнутой поверхностью;
- параметр катетов сварного шва, который наиболее полно характеризует жёсткие прочностные свойства соединения.
Чтобы понять, что такое катет сварного соединения, необходимо представить шов в разрезе. Он выглядит в сечении, как прямоугольный треугольник с двумя катетами по сторонам заготовок и гипотенузой между ними, которая и является шириной шва. Эти параметры и считаются основой визуального контроля качества при сварке. При соединении тонких (до 4 мм) листов внахлёст, катет выбирают равным толщине заготовок, а при большей толщине этот параметр равен 40−45% от толщины деталей.
Катет сварного шва: способы визуального контроля параметров
Для неразрушающего контроля качества сварки существует несколько достаточно эффективных методов, основанных на разных физических принципах. Это радиографический метод, просвечивание рентгеновскими и гамма-лучами, а к безопасным методам относятся вихретоковое дефектоскопирование и ультразвуковой контроль.
Не последнее место занимает магнитное зондирование и капиллярный способ исследования. Методы такого контроля требуют дорогостоящей аппаратуры, радиоактивных источников или реактивов, поэтому являются довольно затратными и не применяются повсеместно, а лишь в ответственных и особо важных узлах и регламентируются инструкцией СН 375-67.
Существуют компьютерные программы расчёта прочности соединений, где ключевым параметром является катет шва при сварке, при этом становится необходимым проводить измерения основных геометрических характеристик. Такие замеры выполняются во время визуального контроля шва с помощью разнообразных универсальных шаблонов, а именно:
- сварочный шаблон Красовского, универсальный (УШК-1), служит для измерения зазоров между заготовками и параметров нахлёсточных, тавровых и стыковых соединений;
- универсальный измеритель УШС-2, представляющий собой набор шаблонов для определения катетов по выпуклой гипотенузе от 4 до 14 мм;
- более сложный измеритель УШС-3, служит для промеров углов разделки стыков, а также позволяет замерять смещение между деталями и высоту валика стыкового шва;
- шаблон сварщика УШС-4 со встроенным измерителем Маршака-Ушерова позволяет измерять различные углы, величину катета и корня шва, является наиболее универсальным измерителем.
Мы убедились в важности такого показателя, как катет сварного шва при визуальном контроле качества работ и расчёта прочности всего соединения в целом. Метод оценки соответствия выполненных работ техническому заданию с помощью замеров, является наиболее недорогим и проверенным временем способом, который не требует использования высокотехнологичной аппаратуры и дорогостоящего обучения персонала.
Подводим итог
Мы рассказали об относительно доступном и надёжном способе расчёта прочности сварочного соединения с помощью такого параметра, как катет сварного шва. При упрощённом, примерном подсчёте можно выполнять простые работы, но если требуются ответственные строительные конструкции, то необходим взвешенный инженерный подход, основанный на правильных замерах специальными шаблонами.
