

Антикоррозийная обработка сварных швов
Антикоррозийная защита сварных соединений – как сделать это качественно
Далеко не все задумываются о том, что сварные швы нуждаются в дополнительной защите от коррозии. Какой бы вид сварки вы не использовали, от нагрева в местах соединения деталей защита металла слабеет перед коррозией. Даже если до этого вы защищали участок самым современным и надежным антикоррозийным покрытием. Сварные швы в любом случае нуждаются в восстановлении цинкового покрытия после сварки.
Не стоит забывать, что сварные швы – это основа прочности конструкции, именно на них приходится основная нагрузка при дальнейшей эксплуатации. Поэтому именно сварные швы должны быть максимально защищены от коррозии, в первую очередь, чем вся остальная конструкция.
К счастью, сегодняшние технологии позволяют без особого труда и быстро нанести защиту на сварные швы, которая прослужит не один десяток лет, как и вся конструкция.
Нужно ли готовить сварной шов под нанесение покрытия?

Для качественной антикоррозийной защиты сварных соединений специалисты рекомендуют защищать сварные швы от коррозии не позднее 3 дней после сварки, так что затягивать с этой процедурой не стоит. Перед нанесением покрытия сварные швы тщательно зачищают наждачным кругом, металлической щеткой или специальным аппаратом для очистки. После очистки швы промывают, протирают и просушивают. Если остались сварочные брызги, остатки шлака, неровности, острые грани, остатки грязи, то рекомендуется их удалить. В общем, поверхность сварных швов должна соответствовать ГОСТам – очистки и подготовки металла под покраску.
Чем защищают сварные швы от коррозии?
Так как сварные швы – самое слабое место перед коррозией в металлической конструкции, то защищать его с помощью простых красок или даже специальных антикоррозийных составов – не целесообразно. Если вы хотите сохранить конструкции не один десяток лет, то необходимо использовать только цинкование.
Самыми эффективными и долговечными являются методы горячего и холодного цинкования. После сборки конструкций и сваривания их частей, применение горячего метода невозможно. А вот холодное цинкование как раз приходит на помощь сварным швам.
Холодное цинкование – это защита от коррозии на 25-50 лет, удобство нанесения, как обычные краски и экономия, за счет отсутствия оборудования, низкой стоимости составов, применения на месте эксплуатации своими силами
Кроме того, существует состав холодного цинкования, идеально подходящий для защиты сварных швов от коррозии – Барьер-Цинк.
Как наносить защиту на сварные швы?
Нанесение холодного цинкования на сварные швы происходит так же, как и при защите обычного участка металла. Можно использовать кисти, валики, аппараты воздушного или безвоздушного распыления. Но, если вы не являетесь профессионалом, а сварные швы у вас небольшого диаметра, то рекомендуем вам применять средство из аэрозольного баллончика. Кстати, Барьер-цинк выпускается и в виде спрея.
Наносить холодное цинкование рекомендуется примерно через 24 часа после непосредственной сварки. Так как швы должны полностью остынуть и «схватиться».
Нужно ли наносить финишное покрытие на сварные швы после холодного цинкования?

Холодное цинкование прекрасно справляется с защитой от коррозии, а вот от ультрафиолета и атмосферных явлений не помешает дополнительная защита. К тому же, холодное цинкование имеет серый матовый цвет. В итоге сварные швы будут сильно отличатся по цвету и выделятся на фоне остальной конструкции. С помощью финишного покрытия вы можете придать сварным швам тот же цвет, что и у всей конструкции, а так же дополнительно защитить конструкцию от ультрафиолета и других явлений природы.
Кстати, холодное цинкование прекрасно сочетается с 99% всех красок любых составов. Особой популярностью пользуются алюминиевые краски, в которых сочетаются – привлекательный блестящий цвет и мощные защитные характеристики. К тому же, блестящий алюминиевый цвет – это очень близкий цвет к горячему цинкованию. Если остальные части конструкции были защищены именно таким способом, то алюминиевая краска вам просто необходима. Рекомендуем также воспользоваться составом в аэрозольном баллончике.
Сколько стоит защитить сварные швы от коррозии?
При использовании Барьер-Цинка, покрытие одного метра сварного шва обойдется вам примерно в 5,5 рублей. Совсем немного, правда? Особенно по сравнению с ценой замены всей конструкции, если она разрушится от коррозии.
Кому стоит позаботиться о защите сварных швов от коррозии?
Защищать сварные швы от коррозии выгодно для всех. Любые конструкции, применяемые как в промышленности, так и для хозяйственно бытовых нужд, прослужат дольше на десятки лет, если защитить сварные швы. Вы сможете сэкономить на замене конструкций и их ремонте, как у себя на даче, так и в бюджете своего предприятия.
Для тех, кто занимается производством и продажей кованых изделий и металлических конструкций, защита сварных швов особо выгодна. Изделия и конструкции, созданные вами, прослужат у их покупателей не 3-5, а десятки лет. Их не нужно будет подкрашивать, дополнительно защищать от коррозии, годами бороться с ее появлением. Все это послужит вам и вашему предприятию отличной рекламой. Кроме того, вы можете дополнительно продавать услугу – защиту сварных швов конструкции от коррозии. Сварщики также могут включать в список своих умений такую выгодную услугу, как защита сварных швов.
Обработка сварного шва после сварки
Сварка — самый надежный, быстрый и экономичный способ создания неразъемных соединений металлов и их сплавов. В ходе сварочного процесса металл нагревается до температуры плавления. Это вызывает в нем внутренние напряжения. Кроме того, на поверхности сварочного шва остается шлак. Для удаления шлака и снятия внутренних напряжений в металле применяются различные способы обработки сварного шва.

Основные способы обработки сварных соединений
Наиболее распространенными стали следующие методы обработки сварного шва:
- Термическая. Применяется для ликвидации внутренних остаточных напряжений. Проводится путем локального или общего прогрева.
- Механическая. Зачистка сварных швов после сварки удаляет шлаки и окалину с поверхности соединения.
- Химическая. Состоит из обезжиривания и покрытия защитным слоем. Препятствует возникновению коррозионных очагов. Метод используют для обработки материалов, подверженных коррозии, которым предстоит работать в активных средах.
Способ воздействия выбирают, применяясь к техническим требованиям к конструкции и условиям ее эксплуатации. Часто применяют последовательно все три метода.
Термообработка
Термическая обработка сварных соединений обязательно проводится после сварки тонкостенных изделий, особо подверженных деформациям под воздействием внутренних напряжений. К таким конструкциям относятся трубопроводы, различные емкости, сосуды давления.

Термическая обработка сварного шва
Проводится термообработка и для большинства ответственных конструкций, таких, как корпуса атомных и химических реакторов.
Заключается термообработка в нагреве детали и ее последующем охлаждении по строго заданному температурному графику.
Зачем нужна
В ходе сварки нагревается небольшая область детали в районе шва. Неравномерный прогрев и приводит к возникновению внутренних напряжений, способных деформировать или даже разрушить деталь. Кроме того, в зоне неравномерного нагрева изменяется структура кристаллической решетки металла, что приводит к ухудшению его физико-механических и химических свойств.
Рядом со сварным швом зона закалки, в которой прочность повышена, а упругость, наоборот, понижена. Ее окружает зона разупрочнения, в которой пластичность сохраняется, а прочность становится ниже, чем была до сваривания.
Термическая обработка сварных соединений призвана восстановить внутреннее строение металла и его свойства, вернуть характеристики прочности, пластичности и коррозионной устойчивости к проектным значениям.
Особенности проведения
Обработка осуществляется при высоких температурных значениях, в диапазоне 600- 1000 °С. Это позволяет преодолеть негативные последствия неравномерного нагрева и приблизить структуру шва и околошовной зоны к структуре самой детали.
Обработка проходит в три стадии:
- Нагревается область рядом со швом.
- Конструкция выдерживается некоторое время в нагретом состоянии.
- Изделие охлаждается в соответствии с графиком обработки.

Процесс термообработки швов на трубопроводе
Существует несколько видов обработки сварного шва. Выбор зависит от конфигурации конструкции, толщины детали и цели, которую собираются достигнуть.
Для каждого вида обработки применяется свой специфический график нагрева, выдержки и охлаждения.
Достоинства и недостатки
К достоинствам обработки нагревом относят:
- Восстановление целевых характеристик прочности и пластичности;
- Снятие внутренних напряжений, обеспечение долговечности шва и всей конструкции;
- Улучшение, при необходимости, этих показателей.
Отрицательные моменты при проведении обработки нагревом следующие:
- Высокие требования к квалификации работников.
- Необратимость процессов. В случае несоблюдения графика термообработки сварных швов исправить брак практически невозможно.
- Требуется дорогостоящее и громоздкое оборудование
- Высокое энергопотребление, низкая экологичность.
В большинстве случаев преимущества перевешивают недостатки.
Что подвергают обработке
Термообработке подвергают сварные швы в ответственных конструкциях. Сюда входят
- магистральные трубопроводы
- сварные конструкции различных механизмов и станков, испытывающих высокие нагрузки
- изделия, которым предстоит работать в сложных условиях эксплуатации.
При термообработке сравнительно небольших изделий используют муфельные печи.

Самодельная муфельная печь
Для обработки нагревом габаритных конструкций применяют нагрев пламенем газовых горелок или индукционный способ. В отдельных случаях применяют радиационный метод.
Термообработку для повышения коррозионной стойкости следует проводить по возможности скорее по окончании сварки.
Параметры проведения процесса
Продолжительность процесса во многом определяется маркой сплава и толщиной заготовки. Для хром-молибденовых сплавов применяют индукционный или радиационный способы нагрева. С увеличением толщины типовая продолжительность нагрева (в минутах) растет:
Индукционный способ требует меньшего времени на обработку, но отличается большими энергозатратами. Перед обработкой следует обязательно выполнить зачистку сварочного шва.
Используемое оборудование
Термообработка сварных швов выполняется с использованием нескольких основных способов, каждый требует своего набора оборудования:
- Индукционный. Требует генератора высокочастотного переменного тока большой мощности. Нагревательным элементом является катушка индуктивности, намотанная поверх участка детали, подлежащего нагреву.
- Радиационный. Используется инфракрасное излучение от нагретой нихромовой проволоки, через которую пропускается сильный электрический ток. Требует мощных источников тока. Может применяться для прогрева материалов со слабыми электромагнитными свойствами.
- Газовый. Наиболее экономичный по энергозатратам способ. Используется специальная горелка. Факел пламени формируется так, чтобы равномерно прогневать зону термообработки.
Выбор метода нагрева проводят, сопоставляя цель обработки, толщину конструкций, характеристики материала и экономические соображения.
Виды термической обработки
Виды термообработки сварных швов различаются по своей цели. Специалисты отличают следующие процессы:
- Отдых. Конструкцию доводят до 300 °С и выдерживают полтора — два часа. Снижает механические напряжения и снижает содержание водорода в материале шва.
- Отпуск. Состоит в нагреве до 700 °С и трехчасовой выдержке. Практически полностью снимает напряжения, дает возможность повысить пластичность.
- Нормализация. Всю конструкцию, включая шов, нагревают до 800 °С и выдерживают 30-40 минут. Позволяет достичь однородности и мелкозернистости структуры металла. Используется на изделиях малой толщины.
- Аустенизация. Изделие нагревают до 1100 °С и выдерживают 120 минут. Охлаждение проводят при комнатной температуре. Повышает пластичность высоколегированных сплавов за счет преобразования их кристаллической структуры.
- Отжиг. Нагрев до 960 ° С, трехчасовая выдержка и остывание при комнатной температуре. Используется для высоколегированных сплавов для повышения коррозионной стойкости.
Как правило, перед термообработкой проводится зачистка сварного соединения.
Контроль температуры
При проведении термообработки ключевое значение имеет температура нагрева конструкции. Для контроля температуры применяют:
- Термокарандаш и термокраска. Представляют собой химическое соединение, меняющее цвет по мере изменения температуры. Наносятся на поверхность изделия.
- Тепловизоры и пирометры. Электронные устройства, дистанционно измеряющие температуру.
Термокарандаши и термокраска – традиционные средства, достаточно трудоемкие в применения и требующие постоянного визуального контроля со стороны оператора и его оперативного вмешательства в случае выхода параметров за пределы допустимых значений.

Тепловизоры и пирометры обладают большей точностью и могут быть встроены в автоматическую систему поддержания постоянной температуры.
Другие виды обработки
Кроме термообработки, широко используются также механические и химические виды очистки сварных швов.
Механическая
Проводится с использование проволочных щеток или абразивных дисков. В промышленных условиях щетка, диск или лепестковая абразивная насадка закрепляет в угловой шлифовальной машинке (в быту называемой «болгарка»)
Способом механической зачистки с поверхности соединения удаляют шлаки, окалину, брызги застывшего металла и оксидную пленку.

Механическая обработка сварного шва
Зачистка сварного шва после сварки применяется перед термообработкой или покраской.
Химическая
Призвана удалить с поверхности шва следы жира, смазки, оксидные пленки и другие загрязнения. Проводится перед нанесением на конструкцию покрытий, предохраняющих от коррозии.
Травление — обработка сильнодействующими кислотами — проводится перед механической обработкой. После нее проводят пассивацию — нанесение вещества, образующего на поверхности защитную пленку.

Химическая обработка сварного шва
Химическая обработка металла проводится химически активными веществами, многие из которых пожароопасны и могут причинить серьезный вред здоровью. Поэтому следует строго соблюдать правила техники безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Антикоррозийная обработка сварных швов
Обработка дерева и металла
С целью предохранения готовых изделий в процессе эксплуатации или хранения от разрушающего действия окружающей среды на поверхностях их создаются специальные защитные слои или пленки. В производстве летательных аппаратов в зависимости от типа конструкции, свойств материала и условий эксплуатации используются различные способы антикоррозионной обработки.
Наиболее часто встречаются следующие:
1. Электрохимическая обработка изделий в специальных электролитических ваннах. Такой обработке чаще всего подвергаются изделия из легких сплавов. После нее на поверхности изделия создается прочная и плотная защитная пленка окислов, стойкая против химического воздействия некоторых сред.
При электрохимической обработке сварных изделий, выполненных точечной или роликовой контактной сваркой, важной проблемой является предохранение от попадания в нахлесточные соединения электролита. С этой целью нахлестку герметизируют клеем марки ФЛ-4С или ВК-1. Эти клеи можно наносить как до сварки, так и после сварки. В последнем случае жизнеспособность клея не имеет большого значения, а процесс сварки не осложняется наличием вязкой прослойки. Введение клея в нахлестку после сварки производят вручную или механическим путем с помощью специальных шприцев.
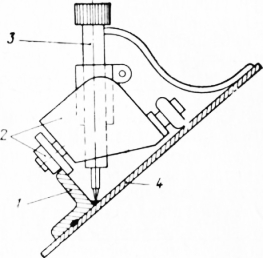
На рис. 59 приведена схема полуавтоматического внесения клея в зазор между обшивкой и элементом жесткости на панелях самолета. При этом обеспечивается точная дозировка клея по длине профиля и допускается работа оператора на нескольких позициях одновременно. Скорость передвижения клеенаносящего агрегата относительно панели от 2 до 7 м/мин; управление дистанционное.
После сварки конструкции подвергаются термообработке для полимеризации клея.
Под нахлестку алюминиевых и стальных деталей можно вводить также клей холодного отверждения КС-609, не требующий термообработки и допускающий проведение после сварки антикоррозионной химической обработки.
Для защиты наружной поверхности от коррозии изделий из малоуглеродистой и низколегированных сталей в отдельных случаях после сварки также производится электрохимическая обработка — цианирование, цинкование, фосфатирование.
2. Наиболее простым способом защиты является нанесение лакокрасочных покрытий на поверхность изделий. Создание таких покрытий обычно производится в два этапа: а) грунтование, т. е. нанесение грунтов, прочно сцепляющихся с поверхностью изделия; б) нанесение слоя краски или лака (кистью, окунанием или пульверизацией в электрическом поле).
Внутренние поверхности деталей из малоуглеродистых и низколегированных сталей, подвергающихся контактной сварке, иногда покрываются слоем электропроводного лака № 119 МХП СССР , который допускает контактную точечную сварку даже после высыхания.
3. Защитные слои различных металлических материалов, наносимые с разными целями. Одни из этих материалов создают химическую защиту, другие — физическую. Эти слои также могут наноситься различными способами — металлизацией, напылением, электролитическим путем. Например, металлизацией наносится слой окисленного алюминия на поверхность кожухов камер сгорания реактивных двигателей. Такой слой обладает защитными свойствами при работе в условиях повышенных температур. Большие возможности по нанесению защитных слоев для работы в условиях высоких температур открывает плазменное напыление тугоплавкими материалами.
В ряде случаев используется и гальванический способ нанесения металлических слоев (никелирование, хромирование, меднение и т. п.).
4. К методам антикоррозионной защиты изделий в процессе хранения относится и антикоррозионная упаковка. Упаковка на длительное хранение выполняется различными способами. Из них наиболее распространены обильное нанесение на поверхность специальных технических смазок или упаковка изделий в полиэтиленовые мешки с откачкой воздуха или заполнением инертными газами (Аг, Не).
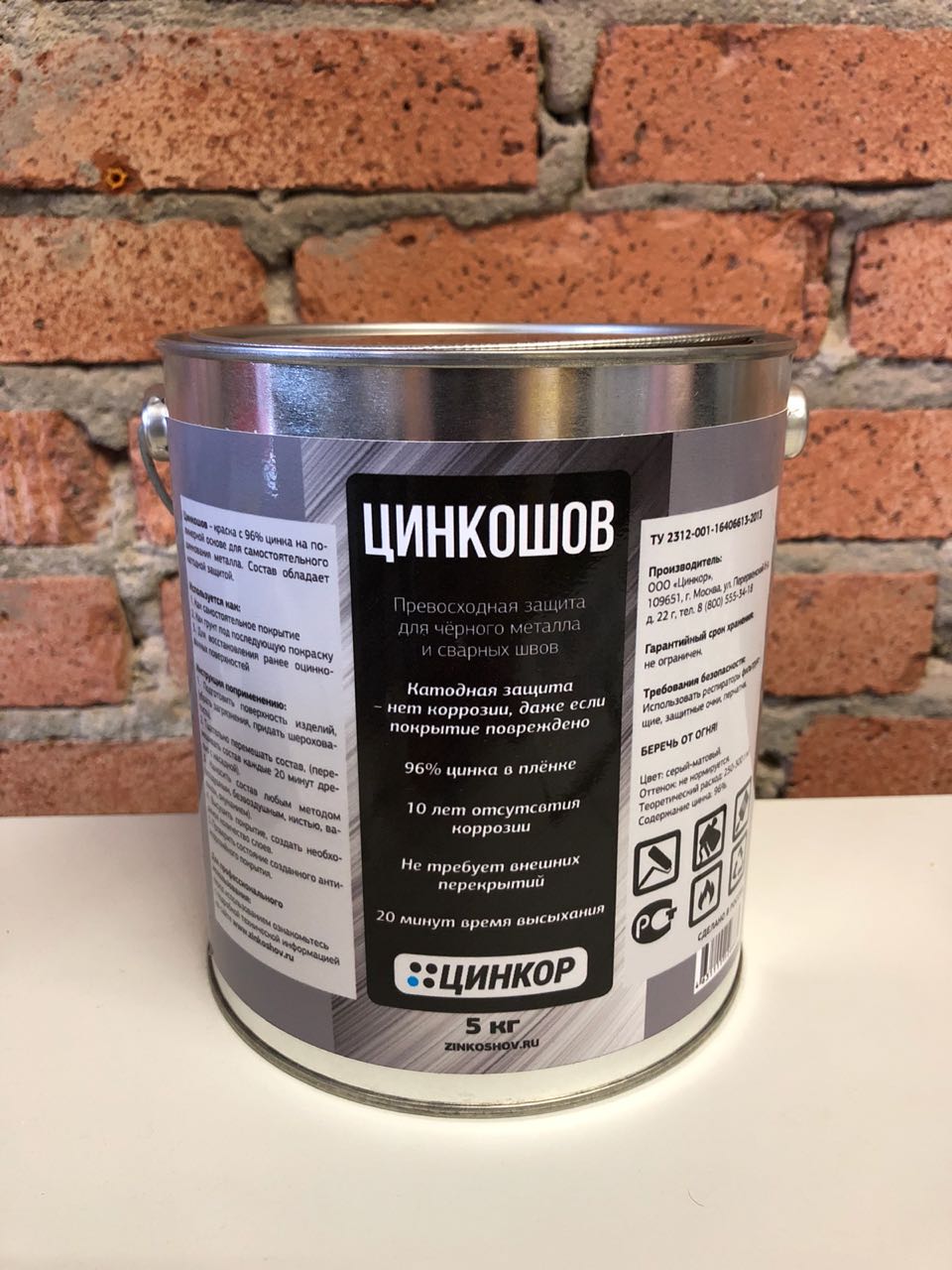

Цинкошов — состав для защиты от коррозии сварных швов с высоким (96%) содержанием цинка, создан специально для надежной защиты от коррозии сварных швов и соединений. Надёжно защищает сварные швы от 10 до 50 лет, не ухудшает качество сварного шва, позволяет сваривать после нанесения, не нарушая целостность покрытия. Скидки кузницам, заводам металлоконструкций и постоянным покупателям. Фасовка 1.7 кг, 5 кг, 10 кг, 38 кг. Бесплатная доставка от 50 кг.
2. Оплата
Безнал и наличные
3. Самовывоз
(Москва, СПБ, Казань, Екатеринбург, Краснодар, Нижний Новгород, Тула)
Цинкошов – однокомпонентный цинконаполненный состав, рекомендуемый для покрытия сварных соединений и швов в различных металлических конструкциях. Содержит 96% цинка, надежно защищает от коррозии черных металлов.
Используется:

- Как самостоятельное покрытие.
- Как грунт, под нанесение финишных покрытий.
- Для восстановления и ремонта ранее оцинкованных поверхностей.
- Для дополнительной защиты от коррозии сварных швов и соединений.
Главные преимущества материала
- Не ухудшает качество сварного шва.
- Не препятствует сварке после нанесения.
- Дает дополнительную защиту в местах соединений и швов после сварки – там, где чаще всего образуется коррозия.
- Высокое содержание цинка (96%) и самая долговечная защита 1 слой 40 мкм
- Экономичный расход 1 кг – 4 м 2 . Стоимость 1 м 2 – всего от 75 руб.
- Удобное нанесение. Высыхание– 20 минут. Совместимость с 99% ЛКМ.
- Можно наносить при отрицательных температурах – до -30°С.
Особенность покрытия
Для нанесения состава не требуется особого оборудования или специальных профессиональных навыков. Из-за высокого содержания цинка и специальной полимерной основы покрытие обладает катодной защитой, что делает появление коррозии невозможным. По защитным свойствам опережает горячее цинкование, благодаря более высокому содержанию цинка в плёнке. Легко наносится на сварные швы, хорошо ложится на неровную поверхность.
Информация о покупке
Для оформления заказа позвоните 8 (800) 555-34-18 или напишите info@zincor-lkm.ru. Так же можно оставить заказ через сайт.
Самовывоз или доставка в день обращения:
- Москва, ул. Промышленная, д. 11 стр. 4
- Санкт-Петебург, Южное ш., д. 37 к. 2
- Казань, ул. Техническая, д. 9
- Екатеринбург, ул. Артинская, д. 22Г
- Краснодар, ул. Тополиная, д. 30
- Нижний Новгород, Окская Гавань, д. 6, пом. П2
- Тула, Ханинский проезд, д. 6А
В другие города отправка транспортной компанией в течении дня.
Способы оплаты: безналичный или наличными при получении.
Товар всегда в наличии.Защита сварных швов от коррозии
Сварное соединение и зона около шва, независимо от марки стали, ее назначения и сложности изделия является наиболее уязвимым местом по отношению к остальной конструкции. Химическая и электрохимическая коррозия сварных соединений наиболее опасные виды разрушений, которым они подвержены.

Причины появления коррозии при сварке

Появление коррозии в первую очередь на сварных соединениях, объясняется двумя причинами:
- разрывом первичных межкристаллических связей и получением новых, отличных по своим механическим свойствам от прежних, а также появление напряжений в структуре металла.
- изменением химического состава, появлением оксидов (эндогенных неметаллических включений), являющихся концентраторами напряжений в структуре;
- образованием гальванической пары за счет изменений в хим. составе сварного шва.
Влияние вышеперечисленных изменений возрастает пропорционально степени и интенсивности, количеству и размерам. Скорость протекания реакции окисления дополнительно определяется условиями работы: климатической составляющей, физико-химическим воздействием (рабочей средой).
Виды коррозии сварочного шва
На данный момент достаточно изучили, какие существуют виды коррозионного разрушения сварных соединений и в зависимости от характера их действия, к ним применяются соответствующие меры защиты.
По характеру разрушения коррозия подразделяется на 3 типа:
Преобладает преимущественно в углеродистых нелегированных или мало легированных сталях с однородной структурой. Шов, вне зависимости от марки стали, всегда разрушается более интенсивно, чем целостная плоскость.

- Точечная или местная
К такому виду разрушения предрасположена сталь неоднородная по своему химическому составу. Такая коррозия развивается в слабо ржавеющих сталях типа Х12МФ или в сварных швах, обедненных хромом. Обуславливается также и условиями эксплуатации.

- Межкристаллитная или ножевая
Наиболее опасный вид коррозии. Разрушение происходит по границам зерен металла по всей толщине. Подвержены этому «заболеванию» аустенитные (нержавеющие) стали, подвергающиеся продолжительному нагреву свыше 600 ºС, в том числе и свариванию.

Гальваническая пара также способствует этому виду разрушения: сварное соединение после расплавления меняет свой химический состав и при воздействии на него электролита, в качестве которого может выступать даже вода, истощается в первую очередь. Такой вид коррозии «работает» одновременно может работать на большой площади металла, который разрушается даже при небольшой нагрузке.
Первостепенная задача, после термомеханической обработки — защита сварных швов от коррозии всех видов.
Способы защиты соединений от коррозии
Защита сварных швов от коррозии ГОСТ 9 402-2004 проводится двумя типами покрытий:
- неметаллическим: лакокрасочными материалами, дополнительно придающими эстетичный внешний вид;
- металлическим: анодирование, лужение, наплавление коррозионно-стойких материалов, лакокрасочные материалы на металлической основе.
Наносится антикоррозионная защита сварных соединений после многостадийной обработки поверхности, которая направлена на устранение оксидной пленки и мелкодисперсной пыли впоследствии вызывающие подпленочную коррозию.

Процесс может состоять из нескольких этапов:
- Механическая обработка поверхности.
- Химическая или электрохимическая обработка поверхности с образованием устойчивых соединений, увеличивающих коэффициент сцепления между двумя разнородными материалами:
- для черных металлов: фосфатирование, хроматирование, пассивирование, воронение;
- для цветных металлов: лужение, щелочное травление + осветление.
Для аустенитных сталей проводится дополнительная термомеханическая защита сварных швов от коррозии, нержавейка в этом отношении зависит от содержания хрома. При процентном содержании хрома до 12 %, он находится в зерне металла, а на его границах это количество снижено, что приводит к увеличению карбидных и интерметаллидных соединений. В то время как само зерно остается в пассивном состоянии, границы начинают свободно реагировать. Для стабилизации структуры проводят термическую обработку стали, нагревая ее до 600 ºC и быстро охлаждая, что приводит к упрочнению межкристаллитных связей за счет образования карбидов хрома на границах.
Защита сварных швов от коррозии на авто являет собой совершенно другой принцип. Это низкоуглеродистый штампованный металл, с большим количеством внутренних напряжений. Здесь технология выбирается в зависимости от характера и размера повреждения. Главным критерием является, испытывают ли детали какую-либо нагрузку. Обработка швов корпуса автомобиля проводится двумя способами:
- металлическими припоями (лужение):
- олово–свинцовые — используются для ненагруженных деталей;
- латунные — используются для стыков, подвергающихся механическим нагрузкам;
- шпаклевочными материалами.
Лужение сварочного шва представляет собой заполнение неровностей латунным или оловянно–свинцовым припоем (олово в чистом виде при температуре -10º С окисляется и превращается в серый порошок).»
Перед нанесением поверхность очищается от ржавчины, мелкодисперсной пыли, после чего на поверхность наносят флюс, исключающий окисление, и нагревают горелкой. Припой изготавливается в виде прутков. Температуры нагретого металла превышает температуру плавления припоя, который сразу же схватывается с поверхностью. Лишний материал снимают рашпилем и шлифуют поверхность.
Защита сварных швов от коррозии под землей заключается в термической обработке (отпуску) сварного соединения, как правило, это относится к магистральным трубопроводам, которые изготавливаются из углеродистого легированного металла или нержавеющей стали. Углеродистый металл общего назначения, не требует такой обработки и сразу подвергается изоляции материалами, изготовленными на основе битума, стекла, полимеров.
Защита сварных швов от коррозии в авиации основывается на технических свойствах алюминиевых сплавов, которые являют собой основу всего самолетостроения. Алюминий, являясь наиболее близко расположенным к кислороду элементом, проявляет высокую активность при взаимодействии, что исключает возможность сваривания металла в незащищенной атмосфере. В самолетостроении важно максимально точно сохранить однородность сплава, для чего используют магнитно–импульсную сварку. Особенность ее заключается в мгновенном расплавлении (0,1-0,2 сек) и соединении двух частей, при котором очень плотное прилегание двух поверхностей исключает влияния чужеродных примесей на зону плавления. Эту же технологию применяют для труб ответственного значения.
Вывод
Существующие технологии представляют собой две стадии защиты:
- Стабилизацию структуры термической обработкой (используется ограниченно, в легированных сплавах);
- Нанесение различных коррозионно-устойчивых покрытий на защищаемую поверхность (применяется для всех видов сплавов).
Задача покрытия состоит в том, чтобы создать максимально прилегающий к основе слой, исключить на него воздействие кислорода. По-сути это можно назвать изоляционным слоем. Тем не менее, устранить корродирование полностью невозможно, все направленные меры способны только увеличить длительность этого процесса во времени.
Журнал антикоррозийной защиты сварных соединений
Журнал антикоррозийной защиты сварных соединений – важная бумага в исполнительной документации. Она необходима при формировании отчетности в строительных организациях. При обращении в судебные и другие инстанции может стать решающим аргументом в пользу вынесения какого-либо решения. Иногда журнал сравнивают с личным дневником сотрудника, выполняющего те или иные работы.
Уровень ответственности обычно при выполнении антикоррозийных работ очень высок. Поэтому ведение такого журнала является верным решением рачительного работника, правильно относящегося к собственным действиям. Кроме того, документация позволяет в удобной форме давать отчет руководителям разного уровня, проверяющим организациям и пр.
Почему антикоррозийные работы важны
После проведения сварочных мероприятий (которые обычно фиксируются в журнале сварочных работ) соединения становятся особенно уязвимы к вредоносному воздействию окружающей среды. Если не подвергать сварные швы специальной обработке, то они перестанут удовлетворять принятым параметрам надежности.
Поэтому сразу же после сварки их зачищают (щеткой с металлической щетиной либо специальным аппаратом) и обрабатывают цинковым раствором до нужной толщины. Это самая распространенная технология антикоррозийной защиты, хотя существуют еще и разного рода защитные грунты, лаки, стекло или полимеры.
Из чего состоит журнал
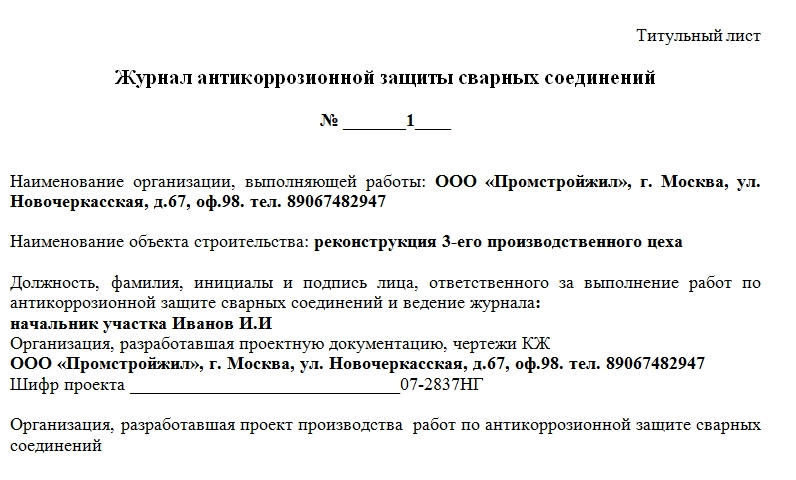
Документ оформляется в виде обложки с титульной и оборотной стороной, а также внутренней части. На последней странице располагаются подписи ведущих журнал лиц и руководителей, проставляются печати. Каждая страница, кроме титульного листа, нумеруется. Документ для удобства прошивается. Обложка может быть выполнена из более плотной бумаги.
В самом начале должна быть указана дата начала ведения журнала и дата окончания его ведения. Если вторая дата обычно проставляется по завершении журнала, то до этого момента он считается бессрочным.
На второй стороне титульного листа заполняется информация:
- Название компании, которая выполняет работы.
- Название конкретного объекта строительства.
- Должность, ФИО и подпись материально ответственного сотрудника, который ведет журнал и несет ответственность за надежность антикоррозионной защиты выполненных сварных соединений.
- Кто разрабатывал проектную документацию и чертежи (наименование организации и ее адрес).
- Шифр проекта.
- При наличии наименование учреждения, которое занималось разработкой проекта, проектировочной деятельностью по этой организации в целом (не обязательная для заполнения информация).
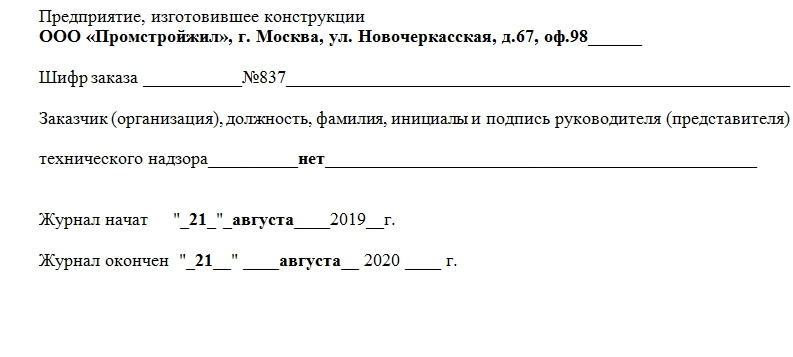
- Предприятие, которое изготовило упомянутые в журнале конструкции (с адресными данными).
- Шифр проекта производства работ.
- Наименование и подпись представителя (либо руководителя) организации-заказчика (если таковая имеется).
- Даты начала и окончания.
Помимо титульной страницы, документ содержит объемную табличную часть. Она располагается на каждой последующей странице и заполняется двумя сотрудниками. Один из них – исполнитель работ, второй – его непосредственный руководитель.Внимание! Таблица должна заполняться по мере выполнения работ. Каждая графа соответствует одному зачищенному и усиленному соединению. Если в одну рабочую смену была произведена антикоррозионная защита нескольких соединений, то информация о каждом помещается в отдельную строку.
Своевременное и достоверное ведение журнала поможет бухгалтеру с начислением заработной платы, удовлетворит любопытство проверяющих организаций и сделает выполнение работ более упорядоченным процессом, подлежащим учету.
Графы таблицы
Столбцы содержат такие данные:
- Когда производилась конкретная работа — указывается дата.
- Название элементов, подвергшихся соединению.
- Материал, с помощью которого производилась заводская защита этого участка.
- Место стыковки – номер определяется по схеме или чертежу рассматриваемого участка.
- Если производилась сдача и приемка работ – отметка об этом факте.
- Полное название каждого из соединяемых элементов.
- Материал, с помощью которого производились работы по антикоррозийной защите сварных соединений: цинк, алюминий, защитные грунты, лаки, стекло или полимеры.
- Условия окружающей среды, при которых наносилось покрытие: осадки, температурный режим, влажность.
- ФИО выполнившего задачу сотрудника.
- ФИО его руководителя.
- Толщина покрытия.
- Результаты осмотра произведенных работ.
- Подписи исполнителя и его начальника.
- При наличии замечания, которые появились при проверке со стороны мастера, авторского надзора, организации-заказчика и пр.
Законодательная база
Документ упоминается в СНиП 3.03.01-87, а точнее, является его третьим приложением. Удобство и практическая значимость журнала антикоррозионной защиты сварных соединений доказана годами успешного применения.
При каких условиях работа будет принята
Согласно существующим нормативам, работа по обработке антикоррозийными составами сварных соединений должна производиться только при положительных температурах и в сухую погоду (если соединительный шов находится на улице).
Если погодные условия или температурный режим не соответствуют нормативам, работы, скорее всего, признают некачественными. Вот для чего существует графа об условиях выполнения. Кроме того, согласно Трудовому кодексу работа в трудных условиях оплачивается по повышенной ставке.
В любом случае все нюансы и требования относительно этих работ прописаны в ГОСТ 21.513-83 СПДС. Также они должны соответствовать данным, указанным в проектной документации. Журнал антикоррозионной защиты сварных соединений будет иметь юридическую силу и удовлетворит представителей технического надзора только при следовании исполнителем инструкций.
Технология сварочных работ, антикоррозийной защиты сварных соединений, замоноличивания и герметизации стыков и швов сборных конструкций
Сварные соединениявыполняют электродуговой сваркой. Ручную сварку выполняют постоянным или переменным током. Постоянный ток, обеспечивающий большую стабильность дуги, а следовательно, и лучшую устойчивость сварочного процесса, используют для сварки ответственных конструкций, преимущественно из низколегированных сталей, а также для сварки листовых конструкций, работающих под давлением или имеющих малую толщину. В последнем случае сварку производят на токе обратной полярности (изделие—катод, электрод—анод). Температура катода всегда меньше температуры анода, что предохраняет свариваемое изделие от прожога. Во всех остальных случаях для сварки используют переменный ток, при котором требуется более простая аппаратура.
Подготовка стыков к сварке заключается в их зачистке, а также в проверке точности обработки кромок стыкуемых элементов и зазоров согласно нормативным допускам. Стыкуемые кромки стальных конструкций зачищают на участке, превышающем ширину шва на 20. 30 мм в каждую сторону по всей его длине. Монтажные соединения собирают при помощи прихваток или сборочных приспособлений. Количество, размер и длину прихваток в сварных соединениях, воспринимающих монтажные нагрузки, определяют расчетом и указывают в рабочих чертежах. В прочих соединениях общая длина прихваток должна составлять не менее 10% длины монтажного шва и быть не менее 50 мм. Наложение шва поверх прихваток допускается только после очистки последних, а каждого слоя при многослойной сварке — после очистки предыдущего слоя от шлака, брызг металла и вырубки из него участков с порами, раковинами и трещинами. При двусторонних швах (в соединениях листовых конструкций) корень основного шва вырубают до чистого металла и очищают перед наложением подварочного шва.
В процессе подготовки стыков и сварки важно соблюдать условия, способствующие снижению остаточных напряжений и, следовательно, вероятности появления деформаций и трещин в сварных соединениях. К этим условиям относятся обеспечение проектных зазоров при сборке (увеличенные зазоры приводят к повышению усадки шва в результате роста объема наплавленного металла); соблюдение последовательности наложения швов, способствующей максимальной свободе температурных деформаций; соблюдение режима остывания шва (предварительный подогрев стали в зоне стыка) и др. Для снижения влияний сварочных напряжений на прочность конструкции монтажные соединения сваривают в определенной последовательности. В стыке двутавровой колонны с опорной плитой вначале сваривают стенку с плитой с одной стороны, а затем с другой. Полки с внутренних сторон сваривают с плитой на диагонально противоположных частях соединения в одном и другом направлениях, а затем последовательно сваривают каждую из полок с наружной стороны. Швы в узлах примыкания ригелей с колоннами накладывают поочередно в диагонально противоположных секторах соединения. При длине шва до 300 мм сварку ведут в одном направлении, а при длине шва до 1000 мм —от середины к краям в двух направлениях. Сварку каждого стыка производят до полного окончания без перерывов.
Высокое качество сварного соединения достигается строгим соблюдением технологического процесса, режимов сварки, применением материалов с необходимыми свойствами.
Качество сварных соединений проверяют наружным осмотром (трещины, подрезы, маломерность, поры), гамма-рентгенографиро-ванием, ультразвуком (трещины, непровары, поры). Число мест и протяженность швов, подвергающихся контролю, устанавливается СНиПом и проектом.
Плотность сварных соединений контролируют различными способами, например с помощью вакуумной камеры, создания внутри ее разрежения. Дефектный шов, смазанный пенообразу-ющим составом (например, мыльным раствором), под действием вакуума пропускает воздух, и по наличию пузырей судят о месте и величине дефектов. Иногда плотность швов контролируют химическим методом. Для этого с одной стороны сварного соединения под небольшим избыточным давлением создают среду из смеси аммиака с воздухом, а с другой — соединение промазывают индикатором (водно-спиртовым раствором фенолфталеина) или наклеивают матерчатые ленты, пропитанные 5%-ным раствором азотнокислой ртути. Аммиак, пройдя через неплотности сварного соединения, окрашивает раствор фенолфталеина в ярко-рыжий цвет или вызывает потемнение азотнокислой ртути; таким образом выявляется дефект.
Сведения о сварке записывают в журнал: указывают дату выполнения сварки, расположение узла, характеристику шва, марку электрода, фамилию сварщика, данные о погоде.