

Шероховатость по контуру на чертеже
Примеры обозначения параметров шероховатости на чертеже с пояснениями
Неуказанные предельные отклонения размеров
Если верхнее и нижнее отклонение не указаны непосредственно после номинального размера, а оговорены общей записью в технических требованиях чертежа, то они называются неуказанными предельными отклонениями.
Для неуказанных предельных размеров, кроме радиусов и фасок, неуказанные предельные отклонения назначают:
-11-13 квалитет для размеров менее 1 мм.
12-17 квалитет для размеров от 1 до 10000 мм.
Неуказанные предельные отклонения для размеров валов назначают в «тело» материала, то есть односторонние в минус(h14), а для отверстий- односторонние в плюс(Н14).
Для размеров элементов, не относящихся к размерам валов и отверстий (например уступы, глубины, расстояния между осями, расстояние от торцев детали до осей отверстий), отклонения назначают только симметричными, например ±IT14/2
Полная запись на чертеже в технических требованиях (над основной надписью) будет выглядеть: Н14;h14; ±IT14/2
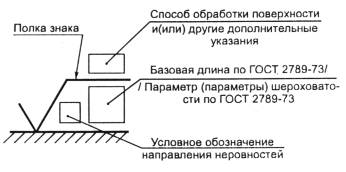
Обозначение шероховатости на чертеже:
На чертежах шероховатость обозначают в соответствии с ГОСТ 2.30-73
«Обозначение шероховатости поверхности».
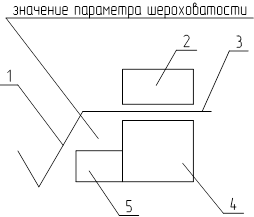
2-указание способа обработки или другие дополнительные указания;
4-указание базовой длины, значение которой отличается от базовой;
5-условное обозначение направления неровностей.
Значение параметра шероховатости записывается под знаком с буквенным обозначением и числовым значением. При указании нескольких параметров вверху ставят обозначение высоты неровностей профиля, ниже-параметр шага и еще ниже-обозначение опорной длины профиля.
Вид обработки указывают над полкой знака.
Знаки шероховатости, в зависимости от видов обработки.
 Вид обработки не устанавливается(является предпочтительным)
Вид обработки не устанавливается(является предпочтительным)
 Обработка со снятием стружки
Обработка со снятием стружки
 Обработка без снятия слоя материала
Обработка без снятия слоя материала
Перевод старых обозначений шероховатости на новые:
До 1976 года шероховатость на чертеже обозначалась по ГОСТ 2789-59 в виде перевернутого треугольника с цифрой, которая означала класс шероховатости поверхности: 
Затем этот ГОСТ был заменен ГОСТ 2789-76.
Шероховатость стала обозначаться:  ;
; 
Параметр Ra указывался без условного обозначения только числовым значением, все остальные параметры указывались с условным обозначением.
В настоящее время действует ГОСТ 2.309-76, по которому шероховатость обозначается: 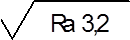 . По данному ГОСТу все параметры шероховатости указываются с условным обозначением.
. По данному ГОСТу все параметры шероховатости указываются с условным обозначением.
Для перевода старых обозначений шероховатости на новые необходимо пользоваться специальными таблицами.
Примеры обозначения параметров шероховатости на чертеже с пояснениями
обозначении шероховатости поверхности применяют одним из знаков, в зависимости от вида обработки.
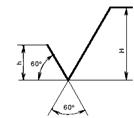
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н равна (1,5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной линии, применяемой на чертеже.
Значения параметров шероховатости указываются на чертеже детали, значки проставляются именно на ту поверхность, к которой относиться значение параметра.
Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, а также разрывать выносную линию.

На линии невидимого контура допускается наносить обозначение шероховатости только в том случаях, когда от этой линии нанесен размер.
Обозначение шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на рисунке:
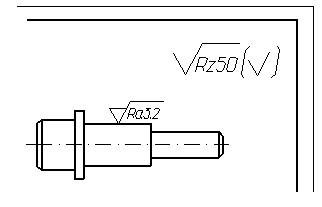
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят. Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем на обозначения, нанесенных на изображении.
обозначение шероховатости, одинаковой для всех поверхностей детали:

обозначение шероховатости для «остальных» поверхностей:
обозначение шероховатости, когда большая часть поверхностей не обрабатывается:

Обозначение шероховатости на определенной длине элемента:

обозначения поверхности сложной формы имеющей одинаковую шероховатость:
Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, например: «шероховатость поверхности». При этом буквенное обозначение поверхности наносят на полке линии-выноски, проведенной от утолщенной штрих пунктирной линии, которой обводят поверхность на расстоянии 0,8…1 мм от линии контура
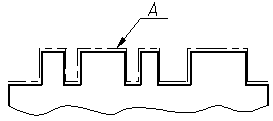
Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество которых указанно на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
Обозначение шероховатости на чертежах
Геометрические размеры будущей детали формируются изначально в мыслях конструктора, после чего показатель шероховатости и другие обозначения наносятся на чертежи в соответствии с установленными нормами в ГОСТ 2.307-68. Обозначение шероховатости устанавливается также с учетом ГОСТ 2789-73. Выбирается показатель шероховатости в зависимости от того, какую роль выполняет деталь в устанавливаемом механизме. На момент обработки поверхности мастер должен выдерживать указанную шероховатость на чертеже.
Правила нанесения
Существует довольно много правил, по которым должны указываться обозначения шероховатости. Для начала чертеж наносится тонкими линиями, после чего начинают указываться обозначения шероховатости, и только тогда контур выделяется толстыми линиями. Для того чтобы правильно читать шероховатость на чертеже следует знать правила его нанесения, а также то, как выглядят наносимые значки шероховатости.

Основные правила, по которым может указываться шероховатость, назовем следующие моменты:
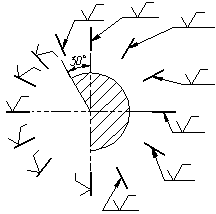
- Указываться обозначение может в виде галочки, которая не может наносится в перевернутом виде к линии плоскости детали. Однако стоит учитывать присутствие осей центра вращения, так как в этом случае противоположные поверхности могут использоваться для нанесения нужных размеров и классов.
- Мастер должен учитывать, что нужная информация довольно часто указывается и на выносной полке.
- Важным моментом назовем то, что обозначение шероховатости может наноситься только с той стороны детали, откуда можно подвести режущий инструмент. Подобным образом технолог указывает особенности работы по образованию поверхности.
- Довольно часто можно встретить ситуацию, когда вся поверхность детали имеет одинаковую шероховатость. В этом случае на чертеже данный параметр указывается в правом верхнем углу, на деталь он не наносится. Также на чертеже могут наносится параметры шероховатости для всех поверхностей, а для особых указывается непосредственно на самой поверхности.
- Показатели наносятся и на резьбовой поверхности. Зачастую резьбовую поверхность указывают на выноске с другими параметрами по причине недостаточного места.
Все эти и многие другие условные обозначения указываются путем нанесения на поверхность или выносках, в правом углу чертежа с учетом ГОСТ 2789. Стоит помнить о том, что резьбовой поверхности также устанавливают показатели в соответствии с ГОСТ 2789. Применение тех или иных методов обозначения зависит от особенностей чертежа, а также решения инженера, который проводил разработку. Однако соблюдение установленных норм позволяет мастеру быстро разобраться с новым чертежом и указанными нормами.

Обозначение шероховатости поверхности
Применяемые символы
На чертеж могут наносить несколько условных обозначений для того, чтобы сообщить мастеру об особенностях обработки детали. Распространенные значки следующие:
- Тип обработки не установлен – условный знак обычная галочка. Этот символ встречается крайне часто.
- Обработка с удалением материала – представлен также галочкой, в центре которой есть перемычка.
- При проведении обработки детали без удаления слоя материала также используется условный знак.
- Для указания класса могут указываться значения Ra или Rz. К примеру, Ra является средним арифметическим показателем отклонения профиля и может иметь различное числовое значение. Rz является обозначением неровности профиля по десяти точкам. Узнать класс можно по таблице. Во время изучения чертежа таблица может использоваться для выбора метода обработки.

Символы для обозначения шероховатости
Большая часть условных знаков используется лишь для указания метода обработки, значения Ra и Rz нужны для точного определения режимов обработки.
Проводимые изменения
В машиностроении и других отраслях промышленности, в которых проводится создание деталей путем снятия материала различными методами обработки, довольно часто встречается ситуация, когда мастеру предоставляется только чертеж, на основании которого он должен выбрать тип режущего инструмента и режимы работы. Примером можно назвать случай с резьбовыми поверхностями. Обозначение арифметического показателя отклонения профиля используется для определения класса шероховатости, после чего во время обработки проводится контроль качества поверхности. Пример можно назвать профилографы. Структура поверхности проверяется после каждого этапа обработки и доводится до нужного показателя. Именно поэтому важно понимать обозначения и уметь их использовать во время обработки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Правила нанесения обозначения шероховатости поверхностей на чертежах
Обозначения шероховатости поверхностей на изображении изделия располагают на полках линий-выносок. Обозначения на выносных линиях наносят как можно ближе к размерной линии. При недостатке места допускается располагать обозначения шероховатости на размерных линиях или на их продолжениях, в также разрывать выносную линию (рис. 8).
На линии невидимого контура допускается наносить обозначение шероховатости только в случае, когда от этой линии нанесен размер.
Обозначение шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на рис 9 и 10.
Обозначение шероховатости поверхности, в которых знак не имеет полки, располагают относительно основной надписи чертежа так, как показано на рис. 11. При расположении поверхности в заштрихованной зоне обозначения наносят обязательно на полке линии-выноски.
При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров (рис. 12).
Обозначение шероховатости, одинаковой для всех поверхностей изделия, на изображении не наносят, а помещают в правом углу чертежа (рис.13). Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый угол чертежа, должен быть приблизительно в 1,5 раза больше, чем в обозначениях на изображении.
Когда указывают одинаковую шероховатость для части поверхностей изделия, в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и условное обозначение  (рис.14). Это означает,, что все поверхности, на изображении которых не нанесены знаки шероховатости, должны иметь шероховатость, указанную в правом верхнем углу чертежа перед знаком в скобках. Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
(рис.14). Это означает,, что все поверхности, на изображении которых не нанесены знаки шероховатости, должны иметь шероховатость, указанную в правом верхнем углу чертежа перед знаком в скобках. Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
Когда часть поверхностей не выполняется по данному чертежу, в правом верхнем углу чертежа перед знаком в скобках помещают знак  (рис. 15).Размеры и толщина линий этого знака должны быть приблизительно в 1,5 раза больше, чем знаков, нанесенных на изображении.
(рис. 15).Размеры и толщина линий этого знака должны быть приблизительно в 1,5 раза больше, чем знаков, нанесенных на изображении.
Если в изделии есть поверхности, шероховатость которых не нормируется, обозначение шероховатости или знак в правый верхний угол чертежа не выносят.
Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т.п.), число которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений. К повторяющимися элементам не относят симметрично расположенные поверхности.
Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости (рис. 16,а). Через заштрихованную зону линию границы между участками не проводят (рис. 16,б).
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колец, эвольвентных шлицев и т.п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности (рис. 17, а. в), а глобоидных червяков и сопряженных с ним колес- на линии расчетной окружности (рис. 17,г).


Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам, если есть изображение профиля (рис. 18,а), или условно на выносной линии, которая служит для указания размера резьбы (рис. 18,б,в,г,) на размерной линии или её продолжении (рис.18,д,е,)


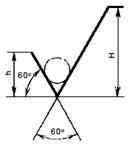
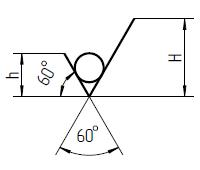
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз с использованием вспомогательного знака- окружности (рис. 18). Диаметр вспомогательного знака равен 4. 5 мм. В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, вспомогательный знак не приводят (рис. 19).
 рис. 18
рис. 18  рис.19
рис.19
Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, которое наносят на полке линии — выноски. Линию — выноску проводят от утолщенной штрих-пунктирной линии, которой обводят поверхность на расстоянии 0,8. 1 мм от линии контура (рис.19).
Обозначая шероховатость поверхностей детали, необходимо по возможности уяснить условия её работы в изделии. Следует сверить (визуально и на ощупь ногтем) шероховатость поверхности детали с образцами шероховатости выпускаемыми предприятиями по ГОСТ9378-75* (СТ СЭВ 849-78).При их отсутствии можно руководствоваться следующими соображениями: поверхности, работающие в условиях, когда стабильность зазора имеет решающее значение (например, поверхности осей и валов быстроходных двигателей, поверхности шариков и роликов подшипников качения и т.п.) и образуемые путем тонкого шлифования и других доводочных операций, имеют шероховатость по шкале Ra 0,05. 0,100 мкм; шероховатость на таких поверхностях можно увидеть только в сильную лупу; поверхности неподвижных ответственных соединений, испытывающих большие нагрузки (например, соединение зубчатого колеса высокой точности в салом), образуемые путем чистового шлифования, имеют шероховатость 1,60. 0,60 мкм. Шероховатость на них можно увидеть только в лупу; поверхности менее ответственные подвижные (например, обычные соединения зубчатых колес и червяков с валами, трущиеся поверхности клапанов и кранов и т.п.) и неподвижные (например, привалочные поверхности при герметичном соединении без прокладок) имеют шероховатость 3,2. 1,6 мкм. Шероховатость едва заметна;
поверхности в малоответственных подвижных и неподвижных соединениях (например, поверхности деталей, прилегающих к другим деталям, поверхности по запрессовку, втулок, вкладышей и т.п.), когда стабильность зазора не имеет большого значения, образуемые чистовым точением. грубой шлифовкой, литьем под давлением и другими операциями, имеют шероховатость 6,3. 3,2 мкм. Шероховатости заметны;
поверхности отверстий под болты, винты, шпильки и т.п. (когда зазор предусмотрен для свободного соединения деталей), образуемые вырубанием на штампах, черновым точением, сверлением и другими операциями, имеют шероховатость по шкале Rz 80. 20мкм. шероховатости ясно заметны и легко обнаруживаются ощупыванием;
поверхности образованные без снятия слоя материала, например, литьем в земляные формы и кокили, и не соприкасающиеся в изделии с другими поверхностями, имеют шероховатость по шкале Rz 80. 400 мкм и более. Шероховатости хорошо видны.
Шероховатость поверхностей некоторых видов изделий стандартизирована, например поверхности стандартных болтов и гаек класса точности В должны иметь шероховатость по шкале Rz 12,5. 6,3 мкм и т.д.
Шероховатость поверхности зависит от способа образования поверхности. Так, при обработке резанием шероховатость может иметь следующие значения;
при точении черновом — Rz160. 40 мкм, чистовом- 5. 0,63мкм, алмазном — 0,32. 0,08; при строгании черновом — 320. 80мкм, чистовом — 5. 2,5; при обработке долбяком черновой — 80. 40 мкм, чистовой — 5. 2,5 мкм; при фрезеровании черновом — 160. 40 мкм, чистовом — 5. 1,25 мкм, тонком — 2,5. 0,63 мкм; при шлифовании грубом — 40. 10, чистовом — 2,5. 0,63, тонком — 0,63. 0,16; притирочные (доводочные) операции — 0,16. 0,2; при сверлении — 80. 40; при развертывании чистовом — 1,25. 0,63, отделочном — 0,63. 0,10; при зенкеровании цилиндрическом и коническом — 20. 10 мкм.
Шероховатость поверхности деталей из латуни и бронзы при тех же технологических операциях получается меньшей, чем для стали.
1. ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
1.1. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
1.2. Структура обозначения шероховатости поверхности приведена на черт. 1 .
При применении знака без указания параметра и способа обработки его изображают без полки.
(Измененная редакция, Изм. № 3).
1.3. В обозначении шероховатости поверхности применяют один из знаков, изображенных на черт. 2 .
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1,5 . 5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак  ( черт. 2 a ).
( черт. 2 a ).
В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак  ( черт. 2 б).
( черт. 2 б).
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак  ( черт. 1 в) с указанием значения параметра шероховатости.
( черт. 1 в) с указанием значения параметра шероховатости.
(Измененная редакция, Изм. № 3).
1.4. Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком  без указания параметра шероховатости.
без указания параметра шероховатости.
Состояние поверхности, обозначенной знаком  , должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом, причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104-68.
, должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом, причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104-68.
1.5. Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости:
после соответствующего символа, например: Ra 0,4; Rmax 6,3; Sm 0,63; t 50 70; S 0,032; Rz 50.
Примечание . В примере t 50 70 указана относительная опорная длина профиля tp = 70 % при уровне сечения профиля р = 50 %,
(Измененная редакция, Изм. № 3).
1.2-1.5. (Измененная редакция, Изм. № 2).
1.5а. При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений, например: 
 .
.
(Измененная редакция, Изм. № 3).
1.5б. При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать « min », например:  ;
;  .
.
(Измененная редакция, Изм. № 3).
1.5а, 1.56. (Введены дополнительно, Изм. № 2).
1.6. При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например:
Шероховатость поверхности
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами.
Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) её рассматривают в пределах ограниченного участка, длина которого называется базовой длиной.
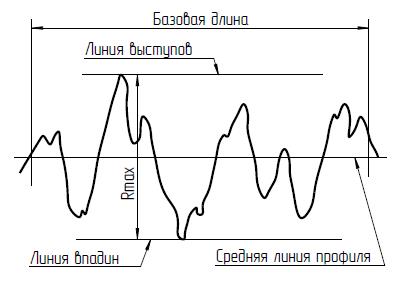
Шероховатость поверхности оценивается по неровностям профиля, получаемого путем сечения реальной поверхности плоскостью.
Числовые значения параметров шероховатости поверхности определяют от единой базы, за которую принята средняя линия профиля, т.е. базовая линия.
Для количественной оценки шероховатости наиболее часто используют три основных параметра:
Ra — среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины.
Rz — высота неровностей по десяти точкам (сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины).
Rmax — наибольшая высота неровностей профиля в пределах базовой длины.
Предпочтительным является параметр Ra, поскольку определяется по большему количеству точек профиля. В связи с этим параметром Ra нормируется шероховатость образцов сравнения, используемых для оценки шероховатости в промышленности.
Параметры Rmax и Rz используют в тех случаях, когда по функциональным требованиям необходимо ограничить полную высоту неровности профиля, а также когда прямой контроль Ra с помощью профилометров или образцов сравнения не представляется возможным (поверхности, имеющие малые размеры или сложную конфигурацию, например режущий инструмент).
Требования к шероховатости поверхности устанавливают исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости не устанавливают и шероховатость поверхности не контролируют.
Обозначение шероховатости поверхности
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
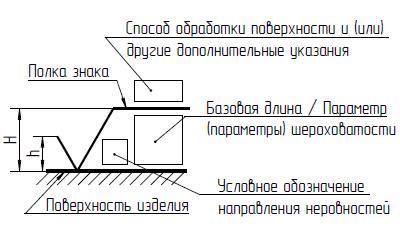
Структура обозначения шероховатости поверхности включает знак шероховатости, полку знака и другие дополнительные указания. При применении знака без указания параметра и способа обработки его изображают без полки.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1.5. 5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки
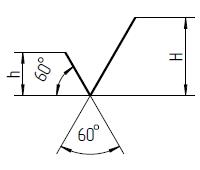
Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется.
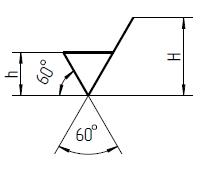
Знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться).
Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала, например, литьем, штамповкой, прессованием (конкретный вид образования поверхности может и не указываться).
Обозначение шероховатости поверхности
Поверхности деталей имеют следы обработки. Неровности, формирующие рельеф поверхности, называют шероховатостью поверхности. Величину шероховатости, а также иногда и направление не-

ровностей для каждой поверхности детали выбирают в зависимости от эксплуатационных (конструктивных), технологических и эстетических требований.
Шероховатость поверхности характеризуется следующими параметрами (ГОСТ 2789–73):
Ra – среднее арифметическое отклонение профиля, мкм;
Rz- высота неровностей профиля по 10 точкам, мкм;
Rmx – наибольшая высота неровностей профиля, мкм;
Sm – средний шаг неровностей, мм;
S- средний шаг неровностей по вершинам, мм;
tp – относительная опорная длина профиля, %, где р – числовое значение уровня сечения профиля.
Под шероховатостью поверхности понимают совокупность неровностей на базовой длине /, образующих рельеф поверхности. Пример профиля неровностей поверхности с обозначениями параметров шероховатости поверхности приведен на рис. 15.63.
Базовая длина / – длина базовой линии, на которой выделяются неровности, характеризующие шероховатость поверхности, используемая для количественного определения ее параметров.
Среднее арифметическое отклонение профиля Ra – среднее значение расстояний точек выступов и впадин от средней линии т профиля в пределах базовой длины I.
Высота неровностей профиля по 10 точкам Rz – среднее расстояние между пятью высшими точками выступов Himx и пятью низшими точками впадин Himlli в пределах базовой длины /.
Наибольшая высота неровностей профиля Rmix – расстояние между линией выступов и линией впадин профиля в пределах базовой длины /.

Шаг неровностей профиля – длина отрезка средней линии, пересекающего профиль в трех соседних точках и ограниченного двумя крайними точками. Средний шаг неровностей профиля по вершинам S – среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины /.
Средний шаг неровностей профиля Sm – среднее арифметическое значение шага неровностей профиля в пределах базовой длины /.
Относительная опорная длина профиля tp – отношение опорной длины профиля к базовой длине.
Шероховатость поверхности классифицируется по числовым’значениям параметров Ra и Rz..
Стандартизованная структура обозначения шероховатости приведена на рис. 15.64. Под знаком записывают значение параметров шероховатости – их символ и числовое значение, например: Ra 0,4; Rz 50; Rwax 6,3; 5П 0,63; Z50 70; S 0,032. В примере Zso 70 указана относительная опорная длина профиля Zp = 70 % при уровне сечения профиля р = 50 %.
Стандартом предусмотрены и другие варианты записи параметров шероховатости: диапазон значений, номинальные значения с предельными отклонениями двух и более параметров одновременно.
В обозначении шероховатости поверхности применяют знаки, изображенные на рис. 15.65. Высота А должна быть приблизительно равна применяемой на чертежах высоте цифр размерных чисел. Высота Я равна (1,5. 3) А. Толщина знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже. Размеры цифр, характеризующие значение параметров шероховатости, и шрифта словесной надписи на поле знака должны соответствовать размеру чисел на изображении детали.


Для знаков, приведенных на рис. 15.65, определено следующее применение в обозначении шероховатости:
а – вид обработки поверхности конструктор не устанавливает; б – поверхность должна быть образована удалением слоя материала, например точением, шлифованием, полированием, травлением и т. д.;
в – поверхность должна быть образована без удаления слоя материала, например литьем, ковкой, прокатом, волочением и т. п., а также не обрабатываемая по данному чертежу.
Обозначение шероховатости поверхностей на чертежах деталей или сборочных единиц располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок. Допускается при недостатке места располагать обозначение шероховатости на размерных линиях или на их продолжении, а также разрывать выносную линию (рис. 15.66).

Обозначение шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на рис. 15.67, а, б (при расположении поверхности в заштрихованной зоне обозначения наносят только на полке линии-выноски).
Обозначение шероховатости поверхности, в которых знак не имеет полки, располагают относительно основной надписи чертежа так, как показано на рис. 15.68.
При указании одинаковой шероховатости поверхности для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (рис. 15.69). Размеры и толщина линий знака в этом обозначении должны быть приблизительно в 1,5 раза больше, чем в обозначениях, наносимых на изображении.
Если часть поверхностей изделия имеют одинаковую шероховатость поверхности, то их обозначение помещают в верхнем правом углу с добавлением знака  (рис. 15.70). Знаку в скобках соответствуют значения, указанные на изображениях изделия. Когда часть поверхностей не выполняется по данному чертежу, в правом верхнем углу чертежа перед обозначением
(рис. 15.70). Знаку в скобках соответствуют значения, указанные на изображениях изделия. Когда часть поверхностей не выполняется по данному чертежу, в правом верхнем углу чертежа перед обозначением  помещают знак
помещают знак 
Примеры обозначений шероховатости поверхности приведены на рис. 15.71: а, б – для поверхности с различной шероховатостью на участках; в–г – для поверхностей повторяющихся элементов (зубчатые колеса и т. п.); д–з – для поверхности резьбы; и – для поверхностей, образующих контур.