

Нанесение шероховатости на чертежах гост
Обозначение шероховатости на чертежах
Геометрические размеры будущей детали формируются изначально в мыслях конструктора, после чего показатель шероховатости и другие обозначения наносятся на чертежи в соответствии с установленными нормами в ГОСТ 2.307-68. Обозначение шероховатости устанавливается также с учетом ГОСТ 2789-73. Выбирается показатель шероховатости в зависимости от того, какую роль выполняет деталь в устанавливаемом механизме. На момент обработки поверхности мастер должен выдерживать указанную шероховатость на чертеже.
Правила нанесения
Существует довольно много правил, по которым должны указываться обозначения шероховатости. Для начала чертеж наносится тонкими линиями, после чего начинают указываться обозначения шероховатости, и только тогда контур выделяется толстыми линиями. Для того чтобы правильно читать шероховатость на чертеже следует знать правила его нанесения, а также то, как выглядят наносимые значки шероховатости.

Основные правила, по которым может указываться шероховатость, назовем следующие моменты:
- Указываться обозначение может в виде галочки, которая не может наносится в перевернутом виде к линии плоскости детали. Однако стоит учитывать присутствие осей центра вращения, так как в этом случае противоположные поверхности могут использоваться для нанесения нужных размеров и классов.
- Мастер должен учитывать, что нужная информация довольно часто указывается и на выносной полке.
- Важным моментом назовем то, что обозначение шероховатости может наноситься только с той стороны детали, откуда можно подвести режущий инструмент. Подобным образом технолог указывает особенности работы по образованию поверхности.
- Довольно часто можно встретить ситуацию, когда вся поверхность детали имеет одинаковую шероховатость. В этом случае на чертеже данный параметр указывается в правом верхнем углу, на деталь он не наносится. Также на чертеже могут наносится параметры шероховатости для всех поверхностей, а для особых указывается непосредственно на самой поверхности.
- Показатели наносятся и на резьбовой поверхности. Зачастую резьбовую поверхность указывают на выноске с другими параметрами по причине недостаточного места.
Все эти и многие другие условные обозначения указываются путем нанесения на поверхность или выносках, в правом углу чертежа с учетом ГОСТ 2789. Стоит помнить о том, что резьбовой поверхности также устанавливают показатели в соответствии с ГОСТ 2789. Применение тех или иных методов обозначения зависит от особенностей чертежа, а также решения инженера, который проводил разработку. Однако соблюдение установленных норм позволяет мастеру быстро разобраться с новым чертежом и указанными нормами.

Обозначение шероховатости поверхности
Применяемые символы
На чертеж могут наносить несколько условных обозначений для того, чтобы сообщить мастеру об особенностях обработки детали. Распространенные значки следующие:
- Тип обработки не установлен – условный знак обычная галочка. Этот символ встречается крайне часто.
- Обработка с удалением материала – представлен также галочкой, в центре которой есть перемычка.
- При проведении обработки детали без удаления слоя материала также используется условный знак.
- Для указания класса могут указываться значения Ra или Rz. К примеру, Ra является средним арифметическим показателем отклонения профиля и может иметь различное числовое значение. Rz является обозначением неровности профиля по десяти точкам. Узнать класс можно по таблице. Во время изучения чертежа таблица может использоваться для выбора метода обработки.

Символы для обозначения шероховатости
Большая часть условных знаков используется лишь для указания метода обработки, значения Ra и Rz нужны для точного определения режимов обработки.
Проводимые изменения
В машиностроении и других отраслях промышленности, в которых проводится создание деталей путем снятия материала различными методами обработки, довольно часто встречается ситуация, когда мастеру предоставляется только чертеж, на основании которого он должен выбрать тип режущего инструмента и режимы работы. Примером можно назвать случай с резьбовыми поверхностями. Обозначение арифметического показателя отклонения профиля используется для определения класса шероховатости, после чего во время обработки проводится контроль качества поверхности. Пример можно назвать профилографы. Структура поверхности проверяется после каждого этапа обработки и доводится до нужного показателя. Именно поэтому важно понимать обозначения и уметь их использовать во время обработки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1. ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
1.1. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
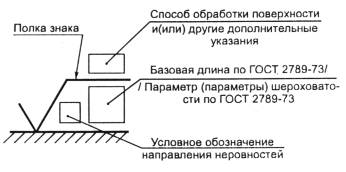
1.2. Структура обозначения шероховатости поверхности приведена на черт. 1 .
При применении знака без указания параметра и способа обработки его изображают без полки.
(Измененная редакция, Изм. № 3).
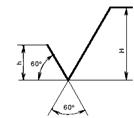
1.3. В обозначении шероховатости поверхности применяют один из знаков, изображенных на черт. 2 .
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1,5 . 5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак  ( черт. 2 a ).
( черт. 2 a ).
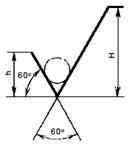
В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак  ( черт. 2 б).
( черт. 2 б).
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак  ( черт. 1 в) с указанием значения параметра шероховатости.
( черт. 1 в) с указанием значения параметра шероховатости.
(Измененная редакция, Изм. № 3).
1.4. Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком  без указания параметра шероховатости.
без указания параметра шероховатости.
Состояние поверхности, обозначенной знаком  , должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом, причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104-68.
, должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом, причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104-68.
1.5. Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости:
после соответствующего символа, например: Ra 0,4; Rmax 6,3; Sm 0,63; t 50 70; S 0,032; Rz 50.
Примечание . В примере t 50 70 указана относительная опорная длина профиля tp = 70 % при уровне сечения профиля р = 50 %,
(Измененная редакция, Изм. № 3).
1.2-1.5. (Измененная редакция, Изм. № 2).
1.5а. При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений, например: 
 .
.
(Измененная редакция, Изм. № 3).
1.5б. При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать « min », например:  ;
;  .
.
(Измененная редакция, Изм. № 3).
1.5а, 1.56. (Введены дополнительно, Изм. № 2).
1.6. При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например:
ГОСТ 2.309-73
Единая система конструкторской документации. Обозначения шероховатости поверхностей
Купить ГОСТ 2.309-73 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности.
- Заменяет ГОСТ 2.309-68
Оглавление
1 Обозначение шероховатости поверхностей
2 Правила нанесения обозначений шероховатости поверхностей на чертежах
Этот ГОСТ находится в:
- Раздел Строительство
- Раздел Стандарты
- Раздел Другие государственные стандарты, применяемые в строительстве
- Раздел 01 Общие положения. Терминология. Стандартизация. Документация
- Раздел Другие государственные стандарты, применяемые в строительстве
- Раздел Стандарты
- Раздел Экология
- Раздел 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ
- Раздел 01.080 Графические обозначения
- Раздел 01.080.30 Графические обозначения для машиностроительных и строительных чертежей, диаграмм, планов, карт и соответствующей технической документации на продукцию
- Раздел 01.080 Графические обозначения
- Раздел 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ
- Раздел Электроэнергия
- Раздел 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ
- Раздел 01.080 Графические обозначения
- Раздел 01.080.30 Графические обозначения для машиностроительных и строительных чертежей, диаграмм, планов, карт и соответствующей технической документации на продукцию
- Раздел 01.080 Графические обозначения
- Раздел 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ
Организации:
Designations system for design documentation. Designations of surface finish
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
ОБОЗНАЧЕНИЯ ШЕРОХОВАТОСТИ
ПОВЕРХНОСТЕЙ
Изменение № 3 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 21 от 28 мая 2002 г.)
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: АМ, ВУ, KZ, КО, МD, RU, TJ, UZ, UA [коды альфа-2 по МК (ИСО 3166) 004]
Единая система конструкторской документации
ОБОЗНАЧЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
Unified system for design documentation.
Designations of surface finish
* Издание (август 2007 г.) с Изменениями № 1, 2, 3, утвержденными в июне 1980 г., августе 1984 г., декабре 2002 (ИУС 11-80, 12-84, 3-2003).
Постановлением Государственного комитета стандартов Совета Министров СССР от 9 ноября 1973 г. № 2604 дата введения установлена
Настоящий стандарт устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности.
Стандарт полностью соответствует стандарту ИСО 1302.
(Измененная редакция, Изм. № 1, 3).
1. ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
1.1. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
1.2. Структура обозначения шероховатости поверхности приведена на черт. 1.
При применении знака без указания параметра и способа обработки его изображают без полки.
1.3. В обозначении шероховатости поверхности применяют один из знаков, изображенных на черт. 2.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1,5 . 5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак (черт. 2a).
В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак (черт. 2б).
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак (черт. 2в) с указанием значения параметра шероховатости.
1.2, 1.3. (Измененная редакция, Изм. № 3).
1.4. Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком без указания параметра шероховатости.
Состояние поверхности, обозначенной знаком , должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом, причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104-2006.
1.5. Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости после соответствующего символа, например: Ra 0,4; Rmax 6,3; Sm 0,63; t50 70; S 0,032; Rz 50.
Примечание. В примере t50 70 указана относительная опорная длина профиля tp = 70 % при уровне сечения профиля р = 50 %,
1.5а. При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений, например: .
1.5б. При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать «min», например: ; .
1.6. При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например:
Шероховатость
СОДЕРЖАНИЕ
Обозначение шероховатости поверхностей
ГОСТ 2.309-73 устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности и полностью соответствует стандарту ИСО 1302.
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности приведена на рис.1.
При применении знака без указания параметра и способа обработки его изображают без полки.
В обозначении шероховатости поверхности применяют один из знаков, изображенных на рис.2.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1,5 . 5)h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак  (рис.2a).
(рис.2a).
В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак  (рис.2б).
(рис.2б).
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак  (рис.1в) с указанием значения параметра шероховатости.
(рис.1в) с указанием значения параметра шероховатости.
Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком без указания параметра шероховатости.
Состояние поверхности, обозначенной знаком , должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом, причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104-68.
Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости:
после соответствующего символа, например: Ra 0,4; Rmax 6,3; Sm 0,63; t50 70; S 0,032; Rz 50.
Примечание — В примере t50 70 указана относительная опорная длина профиля tp = 70 % при уровне сечения профиля р = 50 %.
При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений, например: 

При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать «min», например: 

При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например:

В верхней строке приводят значение параметра, соответствующее более грубой шероховатости.
При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789-73, например:
Ra 1 + 20 %; Rz 100 –10 % ; Sm 0,63 +20 % ; t50 70 ± 40 % и т. п.
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке (рис.3):
- параметр высоты неровностей профиля,
- параметр шага неровностей профиля,
- относительная опорная длина профиля.
При нормировании требований к шероховатости поверхности параметрами Ra, Rz, Rmax базовую длину в обозначении шероховатости не приводят, если она соответствует указанной в приложении 1 ГОСТ 2789-73 для выбранного значения параметра шероховатости.
Условные обозначения направления неровностей должны соответствовать приведенным в таблице. Условные обозначения направления неровностей приводят на чертеже при необходимости.
Примеры обозначения параметров шероховатости на чертеже с пояснениями
Неуказанные предельные отклонения размеров
Если верхнее и нижнее отклонение не указаны непосредственно после номинального размера, а оговорены общей записью в технических требованиях чертежа, то они называются неуказанными предельными отклонениями.
Для неуказанных предельных размеров, кроме радиусов и фасок, неуказанные предельные отклонения назначают:
-11-13 квалитет для размеров менее 1 мм.
12-17 квалитет для размеров от 1 до 10000 мм.
Неуказанные предельные отклонения для размеров валов назначают в «тело» материала, то есть односторонние в минус(h14), а для отверстий- односторонние в плюс(Н14).
Для размеров элементов, не относящихся к размерам валов и отверстий (например уступы, глубины, расстояния между осями, расстояние от торцев детали до осей отверстий), отклонения назначают только симметричными, например ±IT14/2
Полная запись на чертеже в технических требованиях (над основной надписью) будет выглядеть: Н14;h14; ±IT14/2
Обозначение шероховатости на чертеже:
На чертежах шероховатость обозначают в соответствии с ГОСТ 2.30-73
«Обозначение шероховатости поверхности».
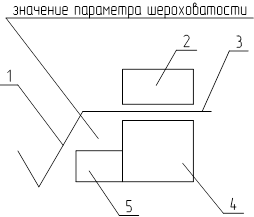
2-указание способа обработки или другие дополнительные указания;
4-указание базовой длины, значение которой отличается от базовой;
5-условное обозначение направления неровностей.
Значение параметра шероховатости записывается под знаком с буквенным обозначением и числовым значением. При указании нескольких параметров вверху ставят обозначение высоты неровностей профиля, ниже-параметр шага и еще ниже-обозначение опорной длины профиля.
Вид обработки указывают над полкой знака.
Знаки шероховатости, в зависимости от видов обработки.
 Вид обработки не устанавливается(является предпочтительным)
Вид обработки не устанавливается(является предпочтительным)
 Обработка со снятием стружки
Обработка со снятием стружки
 Обработка без снятия слоя материала
Обработка без снятия слоя материала
Перевод старых обозначений шероховатости на новые:
До 1976 года шероховатость на чертеже обозначалась по ГОСТ 2789-59 в виде перевернутого треугольника с цифрой, которая означала класс шероховатости поверхности: 
Затем этот ГОСТ был заменен ГОСТ 2789-76.
Шероховатость стала обозначаться:  ;
; 
Параметр Ra указывался без условного обозначения только числовым значением, все остальные параметры указывались с условным обозначением.
В настоящее время действует ГОСТ 2.309-76, по которому шероховатость обозначается:  . По данному ГОСТу все параметры шероховатости указываются с условным обозначением.
. По данному ГОСТу все параметры шероховатости указываются с условным обозначением.
Для перевода старых обозначений шероховатости на новые необходимо пользоваться специальными таблицами.
Примеры обозначения параметров шероховатости на чертеже с пояснениями
обозначении шероховатости поверхности применяют одним из знаков, в зависимости от вида обработки.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н равна (1,5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной линии, применяемой на чертеже.
Значения параметров шероховатости указываются на чертеже детали, значки проставляются именно на ту поверхность, к которой относиться значение параметра.
Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, а также разрывать выносную линию.

На линии невидимого контура допускается наносить обозначение шероховатости только в том случаях, когда от этой линии нанесен размер.
Обозначение шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на рисунке:
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят. Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем на обозначения, нанесенных на изображении.
обозначение шероховатости, одинаковой для всех поверхностей детали:

обозначение шероховатости для «остальных» поверхностей:
обозначение шероховатости, когда большая часть поверхностей не обрабатывается:

Обозначение шероховатости на определенной длине элемента:

обозначения поверхности сложной формы имеющей одинаковую шероховатость:
Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, например: «шероховатость поверхности». При этом буквенное обозначение поверхности наносят на полке линии-выноски, проведенной от утолщенной штрих пунктирной линии, которой обводят поверхность на расстоянии 0,8…1 мм от линии контура
Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество которых указанно на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
Обозначение параметров шероховатости на чертежах

ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ТУЛЬСКОЙ ОБЛАСТИ
ТУЛЬСКИЙ ГОСУДАРСТВЕННЫЙ МАШИНОСТРОИТЕЛЬНЫЙ
ОБОЗНАЧЕНИЕ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ НА ЧЕРТЕЖАХ
ДЛЯ СТУДЕНТОВ, ОСВАИВАЮЩИХ ПО ДНЕВНОЙ ФОРМЕ ОБУЧЕНИЯ СПЕЦИАЛЬНОСТИ: 220703 АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ПРОИЗВОДСТВ (ПО ОТРАСЛЯМ); 151901 ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ; 051001 ПРОФЕССИОНАЛЬНОЕ ОБУЧЕНИЕ; 150401 МЕТАЛЛУРГИЯ ЧЕРНЫХ МЕТАЛЛОВ
Рецензенты: преподаватель ГОУ СПО ТО
ТГМК им. Н. Демидова
Д. т.н., зав. кафедрой
механики материалов ТулГУ
Кандидат технических наук
1 Теоретическое обоснование 5
1.1 Параметры шероховатости 5
1.2 Направление микронеровностей 6
1.3 Влияние шероховатости на взаимозаменяемость 7
и качество машин
1.4 Обозначение шероховатости на чертежах (ГОСТ 2.309-73) 8
1.5 Знаки, применяемые при обозначении шероховатости, 9
их расположение на чертеже
2 Пример оформления отчета к практической работе 11
3 Варианты заданий к практической работе 12
Данное методическое пособие предназначено в помощь студентам при выполнении практической работы «Обозначение параметров шероховатости на чертежах». Тема «Шероховатость поверхности» является одной из наиболее важных и значимых в разделе «Допуски и посадки» учебной дисциплины «Метрология, стандартизация и сертификация», а правильное обозначение параметров шероховатости на чертежах – необходимый навык грамотного специалиста в области машиностроения.
Методическое пособие содержит теоретическое обоснование, пример выполнения практического задания, варианты заданий к практической работе и дает подробное объяснение правил обозначения параметров шероховатости на чертеже по ГОСТ 2.309 – 73.
Пособие может быть использовано для студентов, осваивающих по заочной форме обучения специальности 150412 Обработка металлов давлением и 150406 Литейное производство черных и цветных металлов.
1 ТЕОРЕТИЧЕСКОЕ ОБОСНОВАНИЕ
1.1 Параметры шероховатости
Шероховатость поверхности – совокупность микронеровностей с относительно малым шагом в пределах базовой длины. (ГОСТ )
Базовая линия для определения параметров шероховатости – средняя линия m.
Базовая длина l – длина отрезка на базовой линии, на которой определяются параметры шероховатости.

Параметры шероховатости по ГОСТ 2789-73
1) Среднее арифметическое отклонение профиля Ra – среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины.
Ra = 
где n – число выбранных точек профиля на базовой длине,
Yi – отклонение профиля, расстояние между любой точкой профиля и средней линией.
2) Высота неровностей профиля по десяти точкам Rz – сумма средних абсолютных значений высот пяти наибольших выступов и глубин пяти наибольших впадин профиля в пределах базовой длины.
Rz = 
где Ypi – высота i-го наибольшего выступа,
Yvi – глубина i-й наибольшей впадины.
3) Наибольшая высота неровностей профиля Rmax – расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
4) Средний шаг неровностей профиля Sm – среднее значение шага неровностей профиля в пределах базовой длины.
Sm = 
где n – число шагов в пределах базовой длины,
Smi – шаг неровностей профиля, равный длине отрезка средней линии, пересекающей профиль в трех соседних точках.
5) Средний шаг неровностей профиля по вершинам S – среднее значение шага выступов профиля в пределах базовой длины.
S =
Где n – число шагов в пределах базовой длины,
Si – шаг неровностей профиля по вершинам, равный длине отрезка средней линии между проекциями на нее двух наивысших точек соседних выступов профиля.
6) Относительная опорная длина профиля tP – отношение опорной длины профиля к базовой длине.
tP =
где hP — опорная длина профиля – суммарная толщина выступов b1, b2…bi…bn, полученная в результате пересечения выступов профиля линией mP, эквидистантной средней линии. hP = S bi
р – уровень сечения профиля – расстояние между линией выступов профиля и линией, пересекающей профиль; выражается в процентах от Rmax
1.2 Направление микронеровностей
Направление неровностей – условный рисунок, образованный на поверхности режущим инструментом в процессе обработки.
Основные типы направления неровностей по ГОСТ 2789-73.
Тип направление неровностей, изображение и обозначение.














1.3 Влияние шероховатости на взаимозаменяемость и качество машин
Шероховатость поверхности особенно важна для сопрягаемых поверхностей. Если должно быть соединение с зазором, то значительные неровности могут разрушить слой смазки, возникнет сухое трение, а значит износ поверхности. Если соединение с натягом, то значительные неровности, сминаясь, будут уменьшать натяг, а следовательно, и прочность соединения. Прочность деталей тоже зависит от шероховатости, особенно при переменных нагрузках. Чем чище поверхность, тем меньше возможность возникновения усталостного разрушения. Уменьшение шероховатости поверхности улучшает антикоррозионную стойкость. Шероховатость также влияет на точность измерения деталей.
1.4 Обозначение шероховатости на чертежах (ГОСТ 2.309-73)
Структура обозначения шероховатости.

Параметры шероховатости в следующей последовательности: Ra или Rz, Sm, tP. Если указано только одно значение, то это наибольшее допустимое значение, а наименьшее значение не ограничиваются. Если параметры шероховатости задают в виде диапазона значение, то цифры пишут в виде строки (более грубое значение в верхней строке). Если параметр задают номинальным значением, то его приводят с предельными отклонениями. Предельные отклонения, назначаемые в процентах от номинального значения (10,20 или 40%), могут быть односторонними и симметричными (ГОСТ 2789-73).
Значение параметра шероховатости указывают после соответствующего символа (например, Rmax 6,3; Sm 0,63; S 0,32; t5070). Здесь указаны наибольшие допустимые значения параметров шероховатости; их наименьшее значения не ограничиваются. В примере обозначения t5070 указана относительная опорная длина профиля tр=70% при уровне сечения профиля р=50%. При указании диапазона значений параметра шероховатости поверхности (наибольшего и наименьшего) в обозначении приводят пределы значений параметра, размещая их в две строки например:
1,00; Rz 0,080; Rmax 0,80; t5050
0,63 0,03z 0,32 70
В верхней строке приводят значение параметра, соответствующее большей шероховатости.
При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями, например: (1±20%; Rz80-10%; Sm 0,63+20%; t50 70±40%).
Предпочтительнее нормировать шероховатость параметрам Ra, нежели Ra берется большее количество точек.
Все параметры шероховатости представляются в микронах, кроме S, Sm и tp.
1.5 Знаки, применяемые при обозначении шероховатости, их расположение на чертеже

а- обозначение шероховатости поверхности, вид обработки которой конструктор не устанавливает;
б — обозначение шероховатости поверхности, образуемой удалением слоя металла (например, точением, шлифованием, травлением и т. д.)
в — обозначение шероховатости поверхности, образуемой без снятия слоя металла (например, литьем, ковкой, штамповкой); поверхности не обрабатываемые по данному чертежу.
Обозначения шероховатости поверхности на изображении детали располагают:
1) на линиях контура самой детали;
2) на выносных линиях (по возможности ближе к размерной линии);
3) на полках линий-выносок;
4) при недостатке места допускается располагать обозначения шероховатости на размерных линиях или их продолжениях, а также разрывать выносную линию.

При указании одинаковой шероховатости для всех поверхностей детали обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят.

При указании одинаковой шероховатости для части поверхностей детали в правом верхнем углу помещают обозначение одинаковой шероховатости и знак в скобках.
Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих обозначений шероховатости.
2 ПРИМЕР ОФОРМЛЕНИЯ ОТЧЕТА
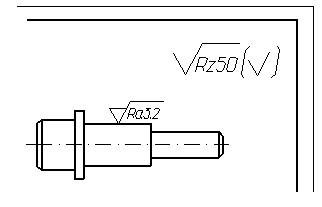
Цель работы: изучение правил обозначения шероховатости на чертежах; получение навыков чтения чертежей, содержащих обозначение параметров шероховатости.

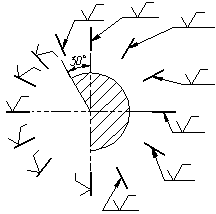
 — это обозначение шероховатости участка детали диаметром 20мм. Знак применяется, когда параметры шероховатости достигаются удалением слоя металла, в данном случае шлифованием.
— это обозначение шероховатости участка детали диаметром 20мм. Знак применяется, когда параметры шероховатости достигаются удалением слоя металла, в данном случае шлифованием.
Шероховатость нормирована параметром Ra – это среднеарифметическое отклонение профиля. Параметр задан предельными значениями: наибольшее — 0,32 мкм, наименьшее – 0,20 мкм.
Также шероховатость нормирована параметром tp – это относительная опорная длина профиля. Параметр задан наибольшим предельным значением, равным 60%. Уровень сечения профиля р = 40%.
Направление микронеровностей радиальное.
 — часть поверхностей имеют одинаковую шероховатость, поэтому она на контуре детали не проставляется, а относится в правый верхний угол чертежа. Знак применяется, когда конструктор вид обработки не устанавливает.
— часть поверхностей имеют одинаковую шероховатость, поэтому она на контуре детали не проставляется, а относится в правый верхний угол чертежа. Знак применяется, когда конструктор вид обработки не устанавливает.
Шероховатость этих поверхностей нормирована параметром Rz – это высота неровностей профиля по десяти точкам. Параметр задан наибольшим предельным значением, равным 40 мкм.
3 ВАРИАНТЫ ЗАДАНИЙ К ПРАКТИЧЕСКОЙ РАБОТЕ
Цель работы: изучение правил обозначения шероховатости на чертежах; получение навыков чтения чертежей, содержащих обозначение параметров шероховатости.
1 Выполнить эскиз детали, проставить размеры и обозначения шероховатости поверхностей.
2 Дать расшифровку параметров шероховатости по следующему плану:
— объяснить, какой из трех знаков для обозначения шероховатости на чертеже в данном случае применяется;
— какими параметрами нормирована шероховатость (название параметров и их условное обозначение);
— каким способом задан каждый параметр (предельными значениями, наибольшим предельным значением, номинальным значением с допуском);
— числовые значения каждого параметра и единицы измерения;
— величину и единицы измерения базовой длины (если задана);
— направление микронеровностей (если задано);
— для обозначения шероховатости, стоящего в правом верхнем углу чертежа, объяснить, почему оно отнесено в правый верхний угол чертежа.





ВАРИАНТ 7 

1. Метрология, стандартизация и сертификация в машиностроении: учебник для студ. учреждений сред. проф. образования / [, , ]. – М.: Издательский центр «Академия», 2011. – 288с.
2. , Основы стандартизации, допуски и посадки, технические измерения.- М.: «Машиностроение», 1982
3. и др. Метрология, стандартизация и сертификация.- М.: «Форум-Инфра-М», 2003
4. Стандартизация, метрология и сертификация.- М.: «Юрайт-Издат», 2003
5. Сергеев , стандартизация и сертификация: учебник / – М.: ИД Юрайт, 2011
6. Управление качеством: учебник / [и др] под ред – М.: Академия, 2011
1. , , Взаимозаменяемость, стандартизация, технические измерения.- М.: «Машиностроение», 1986